You might also like
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- ATSB BrochureDocument4 pagesATSB BrochurePutroedidohNo ratings yet
- Catalog: Consumable Welding ProductsDocument76 pagesCatalog: Consumable Welding ProductsNicole S. TeodoroNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Stainless Steel Consumables ListDocument14 pagesStainless Steel Consumables ListELongLeeNo ratings yet
- B Boehler FOX SAS 4-A Se en 5Document1 pageB Boehler FOX SAS 4-A Se en 5King RoodNo ratings yet
- Welding ElectrodesDocument36 pagesWelding ElectrodesMersudin Saric100% (4)
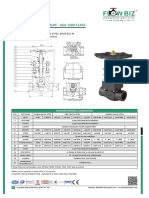
- FlowBiz Forged Steel Globe Valve Full BoreDocument2 pagesFlowBiz Forged Steel Globe Valve Full BoreFlowBiz Exports Pvt. Ltd.No ratings yet
- Electrode Dan Welding Wires 1646204294Document7 pagesElectrode Dan Welding Wires 1646204294Gibran RamadhanNo ratings yet
- Weldwell Catalogue 2015Document8 pagesWeldwell Catalogue 2015jaganelrNo ratings yet
- Catalog WimDocument16 pagesCatalog WimIbnu RidhoNo ratings yet
- FlowBiz Forged Steel Globe Valve Reduced BoreDocument2 pagesFlowBiz Forged Steel Globe Valve Reduced BoreFlowBiz Exports Pvt. Ltd.No ratings yet
- Weldwell Catalogue PDFDocument8 pagesWeldwell Catalogue PDFmitesh0% (1)
- FlowBiz-FORGED-STEEL-CHECK-VALVE 800 ClassDocument2 pagesFlowBiz-FORGED-STEEL-CHECK-VALVE 800 ClassShakir AnsariNo ratings yet
- FlowBiz Forged Steel Globe ValveDocument14 pagesFlowBiz Forged Steel Globe ValveFlowBiz Exports Pvt. Ltd.No ratings yet
- HILCO Stick Electrodes at A GlanceDocument6 pagesHILCO Stick Electrodes at A Glanceziaee950No ratings yet
- AAAC Gulf Trading Co WLL Profile - Part8Document1 pageAAAC Gulf Trading Co WLL Profile - Part8rahman21420No ratings yet
- FCAW - Flux Coredpowder Cored WiredDocument40 pagesFCAW - Flux Coredpowder Cored WiredGabor VatoNo ratings yet
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelNo ratings yet
- E 7016 Product-SheetDocument1 pageE 7016 Product-SheetAlireza TakrimiNo ratings yet
- Bonded Seal Size ChartDocument6 pagesBonded Seal Size Charts bNo ratings yet
- 6061 Aluminum Plate - AMS 4027 - 6061-T651 PlateDocument3 pages6061 Aluminum Plate - AMS 4027 - 6061-T651 Platemini p shendeNo ratings yet
- Welding Electrode DetailsDocument2 pagesWelding Electrode DetailsKushal Panchal100% (1)
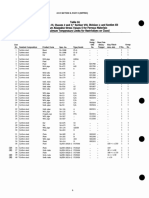
- Body & Bonnet / Cover Material: ASTM Specification Nominal/Designation ServiceDocument2 pagesBody & Bonnet / Cover Material: ASTM Specification Nominal/Designation ServiceAntony MylvaganamNo ratings yet
- Filler Metals Chemical Industry enDocument16 pagesFiller Metals Chemical Industry enrakeshbablooNo ratings yet
- FlowBiz Forged Steel Gate Valve Flanged End 150 ClassDocument2 pagesFlowBiz Forged Steel Gate Valve Flanged End 150 ClassSHAKIR ANSARINo ratings yet
- Stainless SteelsDocument4 pagesStainless SteelsElMacheteDelHuesoNo ratings yet
- 591 Tig 5Document20 pages591 Tig 5Nadies631No ratings yet
- Electrodes For GMAWDocument1 pageElectrodes For GMAWkapsarcNo ratings yet
- Filler Metals Chemical Industry enDocument16 pagesFiller Metals Chemical Industry enslxantoNo ratings yet
- UTP Brazing Filler MetalsDocument8 pagesUTP Brazing Filler MetalsIvan Dulic100% (1)
- Welding of Stainless SteelsDocument3 pagesWelding of Stainless SteelsEswar Enterprises QcNo ratings yet
- Steam Trap FT450Document3 pagesSteam Trap FT450joel angel Pinedo GamarraNo ratings yet
- Atmospheric Corrosion Resisting SteelDocument10 pagesAtmospheric Corrosion Resisting SteelCarlos PadillaNo ratings yet
- Selection of Welding Electrodes PDFDocument1 pageSelection of Welding Electrodes PDFAnonymous VohpMtUSNNo ratings yet
- Steeltrade PipeDocument30 pagesSteeltrade Pipewataneta valveNo ratings yet
- Welding Electrodes Classification and Selection for Thermal Power PlantsDocument2 pagesWelding Electrodes Classification and Selection for Thermal Power Plantskiki270977No ratings yet
- Asme Ii Part D Table 1a CSDocument20 pagesAsme Ii Part D Table 1a CSyar_nlNo ratings yet
- Aporte HandbookDocument2 pagesAporte HandbookJulio Vergara CruzNo ratings yet
- TIG Gas RodsDocument6 pagesTIG Gas RodsSankar KrishnanNo ratings yet
- SFA SpecificationsDocument14 pagesSFA SpecificationsLuttpiNo ratings yet
- Inception Report Air SelangorDocument3 pagesInception Report Air SelangorNurul IzzatiNo ratings yet
- Basket Strainer b150Document4 pagesBasket Strainer b150Rafael UnibioNo ratings yet
- Out of Purview data-STeel MinistryDocument1 pageOut of Purview data-STeel Ministryispat_jagadeeshNo ratings yet
- FluxDocument1 pageFluxElMacheteDelHuesoNo ratings yet
- Bohler Welding Catalogue EriksDocument32 pagesBohler Welding Catalogue Eriksfarshid KarpasandNo ratings yet
- Guidelines For Specification, Welding and Inspection of Stainless Alloy Piping Craig Reid, P.EngDocument19 pagesGuidelines For Specification, Welding and Inspection of Stainless Alloy Piping Craig Reid, P.EngFinnFan8No ratings yet
- Welding ElotrodeDocument3 pagesWelding ElotrodeNiranjan khatuaNo ratings yet
- Model: Heavy Duty Knife Gate ValveDocument10 pagesModel: Heavy Duty Knife Gate Valveviki851No ratings yet
- SW 347 CoredDocument1 pageSW 347 CoredDanut RusNo ratings yet
- FlowBiz Forged Steel Globe Valve 1500 ClassDocument2 pagesFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.No ratings yet
- Strainers-BD 4 inDocument5 pagesStrainers-BD 4 inSalvador Ismael Torres ValleNo ratings yet
- Standard Material Specification: Gate Valve - Api 602 / Asme B16.34Document3 pagesStandard Material Specification: Gate Valve - Api 602 / Asme B16.34swatkoolNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material ApplicationMuhammadShabbirNo ratings yet
- TS 16448 - Structural Field Welding_201407071322217372Document19 pagesTS 16448 - Structural Field Welding_201407071322217372mayNo ratings yet
- Fox - FFDocument1 pageFox - FFGustavo NietoNo ratings yet
- Cast Steel Float & Thermostatic Steam Trap FT450: Construction MaterialsDocument2 pagesCast Steel Float & Thermostatic Steam Trap FT450: Construction MaterialsPedroNo ratings yet
- ST 41 SteelDocument1 pageST 41 Steelagus fitriyadiNo ratings yet
- Fontargen Sales ProgramDocument20 pagesFontargen Sales ProgramCarlos Nombela PalaciosNo ratings yet
- UHCF BookDocument39 pagesUHCF Bookapurva karle100% (1)
- Uddhara Gita PDFDocument313 pagesUddhara Gita PDFDharani Dharendra DasNo ratings yet
- Larsen & Toubro's history and ownership changesDocument16 pagesLarsen & Toubro's history and ownership changesapurva karleNo ratings yet
- Phases in Iron-Fe3C Phase DaigramDocument5 pagesPhases in Iron-Fe3C Phase Daigramapurva karleNo ratings yet
- Quiz Test No DrieDocument17 pagesQuiz Test No Drieapurva karleNo ratings yet
- 7 Design For Static LoadingDocument21 pages7 Design For Static LoadingPRASAD326100% (1)
- Ucs 66Document44 pagesUcs 66kjsvonbNo ratings yet
- Dial Indicators: FeaturesDocument1 pageDial Indicators: FeaturesAkmalNo ratings yet
- CV Format 2022 NEW Rodreick PerezDocument5 pagesCV Format 2022 NEW Rodreick PerezMacky EscaladaNo ratings yet
- Polythionic Acid CorrosionDocument4 pagesPolythionic Acid Corrosion최승원No ratings yet
- 06 CWBN Paper Machine ProjectDocument10 pages06 CWBN Paper Machine ProjectPramod HegdeNo ratings yet
- ESAB ExtractPage35-36DDocument16 pagesESAB ExtractPage35-36DDries VandezandeNo ratings yet
- Rusting WorksheetDocument2 pagesRusting WorksheetSelwah Hj AkipNo ratings yet
- CNBM International Corporation's Ductile Iron Pipe ProfileDocument34 pagesCNBM International Corporation's Ductile Iron Pipe ProfileAbraham OrtizNo ratings yet
- Masonry Tools - Cabrera Jorge AngieDocument22 pagesMasonry Tools - Cabrera Jorge AngieAngie ElizabethNo ratings yet
- Transistor - Substitutions 2023Document80 pagesTransistor - Substitutions 2023senthilnathan srinivasanNo ratings yet
- Extruded Alloy 6063Document0 pagesExtruded Alloy 6063Lasantha DadallageNo ratings yet
- Senk Basic Part1 Engl2021Document33 pagesSenk Basic Part1 Engl2021Gabriel FalsNo ratings yet
- Blasia 32Document1 pageBlasia 32Marcelo Ferreira MeloNo ratings yet
- Support TSK CheckingDocument14 pagesSupport TSK CheckingRhangga Frandika STNo ratings yet
- Welding Procedure: Job KnowledgeDocument4 pagesWelding Procedure: Job KnowledgeMuhammed SulfeekNo ratings yet
- ERT 319 Industrial Waste Treatment: Semester 1 2012/2013Document18 pagesERT 319 Industrial Waste Treatment: Semester 1 2012/2013Nur AishaNo ratings yet
- WOOD Magazine - July 2013Document80 pagesWOOD Magazine - July 2013Filip Dan100% (7)
- Next Exam 8: 5 Semester (Mechanical Engineering) Advanced Manufacturing Process Unit-4 (Special Purpose Machines)Document2 pagesNext Exam 8: 5 Semester (Mechanical Engineering) Advanced Manufacturing Process Unit-4 (Special Purpose Machines)Kamendra KumarNo ratings yet
- NBT 35045-2014 PDFDocument147 pagesNBT 35045-2014 PDFAnonymous YggO6T6GzNo ratings yet
- PM Family SP 1Document108 pagesPM Family SP 1Damir VujasinovicNo ratings yet
- Hand Tools Procedures GuideDocument41 pagesHand Tools Procedures GuideRaymondNo ratings yet
- DPT 166Document1 pageDPT 166Sam RajaNo ratings yet
- Separating MixturesDocument4 pagesSeparating Mixturesulanrain311No ratings yet
- Commercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryDocument15 pagesCommercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryOwais AhmedNo ratings yet
- 164 Gmaw Zug Asme (Eka Riyanto 3g) WPQDocument4 pages164 Gmaw Zug Asme (Eka Riyanto 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Coating DefectsDocument13 pagesCoating DefectswahNo ratings yet
- Mastinox 6856K Nov 2009 VersionDocument2 pagesMastinox 6856K Nov 2009 VersionJosevi Jiménez MerinoNo ratings yet
- Method For Replacement The Bottom Plate With New OneDocument9 pagesMethod For Replacement The Bottom Plate With New OneMian Aamir Saddiq100% (3)
- GTDMCDocument9 pagesGTDMCSaadFarooqNo ratings yet
- Ceramic Injection Molding (CIM)Document3 pagesCeramic Injection Molding (CIM)Metal PartsNo ratings yet
- TO Oznake ISO15787Document7 pagesTO Oznake ISO15787Diego ReggianiniNo ratings yet