You might also like
- Aircraft FamiliarizationDocument20 pagesAircraft FamiliarizationWaqas Raja100% (1)
- MetallographyDocument480 pagesMetallographypawoe3064100% (2)
- Elastomer SDocument209 pagesElastomer Sdanaluca2753100% (3)
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- Plastic Deformation, Flow Stress and FormabilityDocument35 pagesPlastic Deformation, Flow Stress and FormabilityAnna100% (1)
- Physical MetallurgyDocument101 pagesPhysical MetallurgySheikh Sabbir Sarforaz100% (1)
- Aluminum Alloy WeldabilityDocument208 pagesAluminum Alloy WeldabilityThirumaranNo ratings yet
- MSE 101 - Lecture 12 - Plastic DeformationDocument33 pagesMSE 101 - Lecture 12 - Plastic DeformationKate Lynn PabelicoNo ratings yet
- Chapter 7 - Dislocations and Strengethening MechanismsDocument50 pagesChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNo ratings yet
- Fracture of Metals: An Advanced TreatiseFrom EverandFracture of Metals: An Advanced TreatiseH. LiebowitzNo ratings yet
- METALLOGRAPHYDocument4 pagesMETALLOGRAPHYzxzxzx207No ratings yet
- Residual Stress and Its Role in FailureDocument55 pagesResidual Stress and Its Role in FailureEagle SpiritNo ratings yet
- Exam Replica Version 1Document13 pagesExam Replica Version 1Owais MalikNo ratings yet
- Chapter 9 - Engineering Alloys PDFDocument52 pagesChapter 9 - Engineering Alloys PDFAmeer Fauwaz100% (1)
- The Effect of Residual Stress and Crack Closure On Fatigue CrackDocument304 pagesThe Effect of Residual Stress and Crack Closure On Fatigue CrackTácito PicançoNo ratings yet
- Ah PDFDocument110 pagesAh PDFrocktallicaNo ratings yet
- Pultrusion of Composites - An OverviewDocument15 pagesPultrusion of Composites - An OverviewAkhil DayaluNo ratings yet
- Fractography of Metals and PlasticsDocument7 pagesFractography of Metals and PlasticsCarlos LaoNo ratings yet
- Fractography SteelDocument42 pagesFractography SteelRebeccaNandaNo ratings yet
- Circumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateDocument5 pagesCircumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateSinan ChenNo ratings yet
- Seminar On Brittle and Ductile FractureDocument29 pagesSeminar On Brittle and Ductile FractureChetan100% (4)
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- Fracture ToughnessiDocument49 pagesFracture ToughnessiJithuJohnNo ratings yet
- Understanding of TWI J-R CurvesDocument21 pagesUnderstanding of TWI J-R CurvespcastlesmithNo ratings yet
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocument16 pagesAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456No ratings yet
- Chloride Stress Corrosion Cracking - SSINADocument4 pagesChloride Stress Corrosion Cracking - SSINADaniel WilliamsNo ratings yet
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- MetallographyDocument7 pagesMetallographyMehmet Ali CanNo ratings yet
- Standards For MetallographyDocument140 pagesStandards For Metallographymullanji100% (3)
- ASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesDocument227 pagesASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesAldin Bubic100% (2)
- Effect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelDocument5 pagesEffect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelCường BéoNo ratings yet
- Exam Replica Version 2Document14 pagesExam Replica Version 2Owais MalikNo ratings yet
- Ref THE EFFECTS OF WELDING HEAT INPUT PDFDocument178 pagesRef THE EFFECTS OF WELDING HEAT INPUT PDFRetneshwaaran GanesanNo ratings yet
- Michael G. Jenkins, Edgar Lara-Curzio, and StepheDocument330 pagesMichael G. Jenkins, Edgar Lara-Curzio, and Stephehschoi12No ratings yet
- MATE1000 Lecture 12 Strengthening Mechanisms in MetalsDocument4 pagesMATE1000 Lecture 12 Strengthening Mechanisms in MetalsclearcastingNo ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD.M.R. TaplinNo ratings yet
- Applied Metallography (PDFDrive)Document309 pagesApplied Metallography (PDFDrive)Hylynthon FilhoNo ratings yet
- Hydrogen Induced Cracking PDFDocument254 pagesHydrogen Induced Cracking PDFAnas PratamaNo ratings yet
- Development and Processing of Low Carbon Bainite SteelDocument486 pagesDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Carbon Steels: Hot-Rolled Steel StripDocument7 pagesCarbon Steels: Hot-Rolled Steel Stripwulfgang66No ratings yet
- NDT of Welds - State of The ArtDocument7 pagesNDT of Welds - State of The ArtElias JagielloNo ratings yet
- Alloy And Microstructural DesignFrom EverandAlloy And Microstructural DesignJohn TienNo ratings yet
- Physical Metallurgy M1 PDFDocument21 pagesPhysical Metallurgy M1 PDFAnca ElenaNo ratings yet
- Effect of Alloying Elements On SteelsDocument245 pagesEffect of Alloying Elements On SteelsJim Gray100% (1)
- Hardness of Tempered Martensite in Carbon and Low-Alloy SteelsDocument11 pagesHardness of Tempered Martensite in Carbon and Low-Alloy Steelsjose antonio100% (1)
- Metallography ManualDocument344 pagesMetallography ManualSneh SameerNo ratings yet
- Stainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Document291 pagesStainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Ariel NemcoNo ratings yet
- Week 6 - Strengthening MechanismsDocument54 pagesWeek 6 - Strengthening MechanismsJB HIFINo ratings yet
- Introduction To Fracture MechanicsDocument22 pagesIntroduction To Fracture Mechanicsrpadhra8803No ratings yet
- On Site MetallographyDocument7 pagesOn Site Metallographyhatem jafouraNo ratings yet
- Metallographers Guide PDFDocument7 pagesMetallographers Guide PDFVanina DuttoNo ratings yet
- Active Metal BrazingDocument14 pagesActive Metal BrazingAngel Leon GeronimoNo ratings yet
- A13 Materials Selection in DesignDocument40 pagesA13 Materials Selection in DesignAndres CarmonaNo ratings yet
- Material Characterization All Five Units-1Document187 pagesMaterial Characterization All Five Units-1sabaris ksNo ratings yet
- Hot Deformation of Microalloyed SteelDocument56 pagesHot Deformation of Microalloyed Steeljunee100% (1)
- Phillips, Crystals, Defects and Microstructures (CUP, 2004) (ISBN 0521790050)Document808 pagesPhillips, Crystals, Defects and Microstructures (CUP, 2004) (ISBN 0521790050)Ebru Coşkun100% (1)
- Metallographic Principles 200-860Document44 pagesMetallographic Principles 200-860marian111100% (4)
- Duty Roster Quality Control CRM: Shift Schedule For Slitter / CTL Quality (April 2019 Onwards)Document1 pageDuty Roster Quality Control CRM: Shift Schedule For Slitter / CTL Quality (April 2019 Onwards)Waqas RajaNo ratings yet
- GalvanizedDocument20 pagesGalvanizedWaqas RajaNo ratings yet
- Iso Viewer System: Qms Manual Hse Manual Qms Procedures Hse Procedures Qms Work InstructionsDocument2 pagesIso Viewer System: Qms Manual Hse Manual Qms Procedures Hse Procedures Qms Work InstructionsWaqas RajaNo ratings yet
- Preparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelDocument5 pagesPreparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelWaqas RajaNo ratings yet
- Defect ManualDocument2 pagesDefect ManualWaqas RajaNo ratings yet
- E 407 PDFDocument21 pagesE 407 PDFWaqas RajaNo ratings yet
- Determining The Inclusion or Second-Phase Constituent Content of Metals by Automatic Image AnalysisDocument8 pagesDetermining The Inclusion or Second-Phase Constituent Content of Metals by Automatic Image AnalysisWaqas RajaNo ratings yet
- Airworthiness Notice: Registration / Change of Ownership / Possession of Aircraft in PakistanDocument5 pagesAirworthiness Notice: Registration / Change of Ownership / Possession of Aircraft in PakistanWaqas RajaNo ratings yet
- Notched Bar Impact Testing of Metallic Materials: Standard Test Methods ForDocument25 pagesNotched Bar Impact Testing of Metallic Materials: Standard Test Methods ForWaqas RajaNo ratings yet
- Preparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelDocument5 pagesPreparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelWaqas RajaNo ratings yet
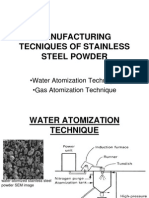
- Manufacturing Tecniques of Stainless Steel Powder: - Water Atomization Technique - Gas Atomization TechniqueDocument6 pagesManufacturing Tecniques of Stainless Steel Powder: - Water Atomization Technique - Gas Atomization TechniqueWaqas RajaNo ratings yet
- Thermal Fluid Assignment: Nozzles and DiffusersDocument5 pagesThermal Fluid Assignment: Nozzles and DiffusersWaqas RajaNo ratings yet
- Admission Test Booklet PDFDocument62 pagesAdmission Test Booklet PDFWaqas RajaNo ratings yet
- Design, Selection & Characterisation of Engineering Materials (My-407)Document13 pagesDesign, Selection & Characterisation of Engineering Materials (My-407)Waqas RajaNo ratings yet
- Catálogo Greenleaf PDFDocument52 pagesCatálogo Greenleaf PDFAnonymous TqRycNChNo ratings yet
- Pipeline SlidesDocument14 pagesPipeline Slidesc丽诗No ratings yet
- Four Point BendingDocument307 pagesFour Point BendingFathia AlkelaeNo ratings yet
- Mohr Coulomb ModelDocument19 pagesMohr Coulomb ModelSupachai JaingamNo ratings yet
- ME1130 Mechanism of SolidificationDocument15 pagesME1130 Mechanism of SolidificationShivam RajNo ratings yet
- Tirasteel Machinery SteelDocument36 pagesTirasteel Machinery SteelAndieka Cool AndieNo ratings yet
- Study of Cracks in Buildings PDFDocument15 pagesStudy of Cracks in Buildings PDFhukmaram882No ratings yet
- Differential Scanning CalorimetryDocument12 pagesDifferential Scanning CalorimetryGEAIA ENERGY ENVIRONNo ratings yet
- Slip and Crystallographic TexturesDocument34 pagesSlip and Crystallographic TexturesSunkulp GoelNo ratings yet
- Solid StateDocument37 pagesSolid StateSaraswathi GopalNo ratings yet
- Mechanics of Materials: Lab ReportDocument37 pagesMechanics of Materials: Lab ReportHamza TariqNo ratings yet
- Plasticity Flow Rule Isotropic Hardening PicsDocument4 pagesPlasticity Flow Rule Isotropic Hardening Picsabbasiftikhar1657No ratings yet
- Lecture 4 Columns DesignDocument33 pagesLecture 4 Columns DesignOlesea NesterencoNo ratings yet
- NILAM Demo On Heat ExchangerDocument18 pagesNILAM Demo On Heat ExchangerHitesh Rana0% (1)
- ME 1022 Materials TechnologyDocument77 pagesME 1022 Materials TechnologyShubham PadwalNo ratings yet
- Chapter03-Handbook of Polyethylene PipeDocument61 pagesChapter03-Handbook of Polyethylene Pipepca97No ratings yet
- Warpage of Fibre Reinforced PlasticsDocument8 pagesWarpage of Fibre Reinforced PlasticsSantolashNo ratings yet
- Donald SchmidtDocument39 pagesDonald SchmidtcleidsonfonsecaNo ratings yet
- Simplified Concrete Modeling With Mat - Concrete - Damage - Rel3: Leonard E SchwerDocument14 pagesSimplified Concrete Modeling With Mat - Concrete - Damage - Rel3: Leonard E Schwersvk_ntNo ratings yet
- IS 456 - 2000 NotesDocument3 pagesIS 456 - 2000 Notesatulya kumar0% (2)
- Ce6603 Scad MSMDocument141 pagesCe6603 Scad MSMSasmita SahooNo ratings yet
- WELD-Electrode Products Comparability ChartDocument7 pagesWELD-Electrode Products Comparability ChartpeterNo ratings yet
- Civil Interview PointsDocument2 pagesCivil Interview PointsrajaksekarNo ratings yet
- Chapter 1 - StabilityDocument9 pagesChapter 1 - StabilityRobeam SolomonNo ratings yet
- Tensile and Fatigue of Al2o3Document10 pagesTensile and Fatigue of Al2o3Samuel ManoharNo ratings yet
- MT 18 End Term ExamDocument5 pagesMT 18 End Term ExamKushaga BhallaNo ratings yet
- SMP SDocument23 pagesSMP Salireza198No ratings yet
- Bicycle Crank Arm ReportDocument35 pagesBicycle Crank Arm Reportjonathan Davis100% (1)
- DMA - SDTA1 Brochure Mettler ToledoDocument24 pagesDMA - SDTA1 Brochure Mettler ToledoAntónio DiogoNo ratings yet