You might also like
- Man Monitoring and Diagnostic System (MMDS)Document116 pagesMan Monitoring and Diagnostic System (MMDS)carlos morales100% (11)
- Quarrying in Cement IndustryDocument14 pagesQuarrying in Cement IndustryNael100% (2)
- Conclusion & Discussion Probe MackintoshDocument1 pageConclusion & Discussion Probe MackintoshIzam Lukman100% (2)
- Supports, Lining and VentilationDocument19 pagesSupports, Lining and VentilationgaddargaddarNo ratings yet
- Advantages and Disadvantages of Different Types of PilesDocument3 pagesAdvantages and Disadvantages of Different Types of PilesUsman Mani67% (9)
- Chapter 8 Adverse Ground Conditions: Effect On TunnellingDocument8 pagesChapter 8 Adverse Ground Conditions: Effect On TunnellingAyman SobhyNo ratings yet
- The Challenges of Tunnelling With Slurry Shield Machines in Mixed Ground - Russell ConnorsDocument11 pagesThe Challenges of Tunnelling With Slurry Shield Machines in Mixed Ground - Russell ConnorsSahiduj Jaman SajuNo ratings yet
- Tunnel Boring MachineDocument14 pagesTunnel Boring MachineRohit Sharma100% (1)
- Challenges in Bukit Timah Granite FormationDocument11 pagesChallenges in Bukit Timah Granite FormationKiritharan2008No ratings yet
- TBM MeterialsDocument18 pagesTBM MeterialsREDDYGAARI ABBAYINo ratings yet
- R2013-18, Hunt Et Al, Microtunneling in Gravel, Cobbles and Boulders, FDocument11 pagesR2013-18, Hunt Et Al, Microtunneling in Gravel, Cobbles and Boulders, FswhuntNo ratings yet
- Anchor WorksDocument168 pagesAnchor WorksseamaniacNo ratings yet
- 2012, Hunt & Del Nero, Microtunneling in Gravel, Cobbles and BouldersDocument4 pages2012, Hunt & Del Nero, Microtunneling in Gravel, Cobbles and BouldersswhuntNo ratings yet
- Construction Challenges in Bukit Timah Formation: September 2016Document12 pagesConstruction Challenges in Bukit Timah Formation: September 2016stevenNo ratings yet
- A New Era in Power Tunnel Construction in NHPCDocument25 pagesA New Era in Power Tunnel Construction in NHPCAswin SankarNo ratings yet
- Interaction Between Rock Minerals, Weathering, Strength Propeties, Etc - Rev1a1Document11 pagesInteraction Between Rock Minerals, Weathering, Strength Propeties, Etc - Rev1a1Nathan VincentNo ratings yet
- Tunnelling in Bukit Timah Granite Formation - Challenges in Tunnelling From Newton To Stevens StationDocument14 pagesTunnelling in Bukit Timah Granite Formation - Challenges in Tunnelling From Newton To Stevens StationfreezefreezeNo ratings yet
- P 05 20Document9 pagesP 05 20Hamidreza NezaratNo ratings yet
- Prnciples of Drilling and Drill BitDocument20 pagesPrnciples of Drilling and Drill Bitsudishett100% (1)
- Sampling and Analysis of Drilled CuttingsDocument6 pagesSampling and Analysis of Drilled CuttingsSubrahmanyamNo ratings yet
- Crockford A., Diederichs M., Heinz H. (2011) - TBM Selection and Performance Prediction For Shallow Tunnels in Interbedded Sandstones and SiltstonesDocument6 pagesCrockford A., Diederichs M., Heinz H. (2011) - TBM Selection and Performance Prediction For Shallow Tunnels in Interbedded Sandstones and SiltstonesAndres Mujica MorovicNo ratings yet
- Application of Tunnel Boring Machines in Underground Mine Development. M. Cigla, S. Yagiz & L. OzdemirDocument10 pagesApplication of Tunnel Boring Machines in Underground Mine Development. M. Cigla, S. Yagiz & L. OzdemirPaulaNo ratings yet
- Wear Prediction and Maintenance Frequencies of Slurry Pipes For TBM TunnelingDocument5 pagesWear Prediction and Maintenance Frequencies of Slurry Pipes For TBM TunnelingMacarena Arriagada AguilarNo ratings yet
- Tunneling Problems For 1020 MW Tala Hydroelectric Project in Bhutan HimalayasDocument10 pagesTunneling Problems For 1020 MW Tala Hydroelectric Project in Bhutan HimalayasHarold TaylorNo ratings yet
- Slope Paper 193Document12 pagesSlope Paper 193Ronan CayoNo ratings yet
- Chapter - 6 Engineering Geology of TunnelsDocument35 pagesChapter - 6 Engineering Geology of Tunnelsamsalu getaNo ratings yet
- Heap Slope DesignDocument14 pagesHeap Slope DesignNoon Abdallah AbdalroufNo ratings yet
- Ground Improvement Techniques Assinment-1 PDFDocument4 pagesGround Improvement Techniques Assinment-1 PDFGetnet MesheshaNo ratings yet
- Research - Project - Ram KumarDocument20 pagesResearch - Project - Ram KumarKumar RamNo ratings yet
- Latilla 2016 Targeted Buffer Blasting To Control Movement Along Bedding Plane ShearsDocument11 pagesLatilla 2016 Targeted Buffer Blasting To Control Movement Along Bedding Plane ShearsjlatillaNo ratings yet
- Block CavingDocument6 pagesBlock CavingMmm 123No ratings yet
- TS9B2Document5 pagesTS9B2Harold TaylorNo ratings yet
- Causes and Preventions of Stuck Pipe: Digital Assignment Atmadeep Dutta (18BCM0135) Natural Gas EngineeringDocument7 pagesCauses and Preventions of Stuck Pipe: Digital Assignment Atmadeep Dutta (18BCM0135) Natural Gas EngineeringAtmadeep DuttaNo ratings yet
- Stone ColumnDocument116 pagesStone ColumnNur Farhana Ahmad Fuad100% (1)
- Perforacion y VoladuraDocument10 pagesPerforacion y VoladuraEfrainmanasesRamosAsenciosNo ratings yet
- Three Gorges DamDocument26 pagesThree Gorges DamsatyaNo ratings yet
- Drilling MethodsDocument12 pagesDrilling MethodsGilbert RestriveraNo ratings yet
- Drill Bit ButtonsDocument9 pagesDrill Bit ButtonsPonce MrlnNo ratings yet
- I. Shotcrete in Mining: Shotcrete Fundamentals and Steel Versus Synthetic FibersDocument28 pagesI. Shotcrete in Mining: Shotcrete Fundamentals and Steel Versus Synthetic FibersMinangkabau BreederNo ratings yet
- Pet 331 ADocument32 pagesPet 331 AJoshua meinfadeNo ratings yet
- CutterHistory NAT 2008Document10 pagesCutterHistory NAT 2008ALP69No ratings yet
- Optimizing The Life of Ore Passes in A Deep-Level Gold MineDocument6 pagesOptimizing The Life of Ore Passes in A Deep-Level Gold MineMotlatjo RakgothoNo ratings yet
- Dubai-ORAL-734 - Rolando JustaDocument34 pagesDubai-ORAL-734 - Rolando JustaJose Manuel Mohedano MohedanoNo ratings yet
- Methods of Tunneling (Techniques)Document24 pagesMethods of Tunneling (Techniques)Assfachew BeleteNo ratings yet
- Concerns On Grouting in SoilsDocument84 pagesConcerns On Grouting in Soilszzz_monster100% (1)
- Cge578 Chap 2 Oct 20 - Feb 21Document60 pagesCge578 Chap 2 Oct 20 - Feb 21Muhd EizadNo ratings yet
- Mine SubsdenceDocument126 pagesMine SubsdenceAnshul yadavNo ratings yet
- The Current Drilling Method Is Too DAMN SlowDocument1 pageThe Current Drilling Method Is Too DAMN SlownicktanisNo ratings yet
- Lec#6 - Dams and Dam SitesDocument28 pagesLec#6 - Dams and Dam Siteshussainshahzad4126No ratings yet
- TS104Document7 pagesTS104Harold TaylorNo ratings yet
- Unu GTP 2014 27Document28 pagesUnu GTP 2014 27aliNo ratings yet
- 含软弱夹层厚煤层巷帮外错滑移机制与支护研究 黄庆享Document6 pages含软弱夹层厚煤层巷帮外错滑移机制与支护研究 黄庆享h junNo ratings yet
- Abstract:: A Case Study - Installation of Cut-Off Wall in Seyrantepe Dam ProjectDocument7 pagesAbstract:: A Case Study - Installation of Cut-Off Wall in Seyrantepe Dam ProjectsertackcdgNo ratings yet
- Design of Earth and Rockfill Dam - FinalDocument76 pagesDesign of Earth and Rockfill Dam - FinalManasi Yadav100% (1)
- Rockfall Mitigation NH-22 Case StudyDocument4 pagesRockfall Mitigation NH-22 Case StudyRaghavNo ratings yet
- Excavation Support For TBM Retrieval Shaft Using Deep Soil Mixing Technique, Kuala LumpurDocument7 pagesExcavation Support For TBM Retrieval Shaft Using Deep Soil Mixing Technique, Kuala LumpurVignesh VenkatasubramanianNo ratings yet
- Improvement of SiteDocument1 pageImprovement of SiteRonit ChariNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Fault Zone Dynamic Processes: Evolution of Fault Properties During Seismic RuptureFrom EverandFault Zone Dynamic Processes: Evolution of Fault Properties During Seismic RuptureMarion Y. ThomasNo ratings yet
- TLE TVL SHIELDED METAL ARC WELDING NCI ACTIVITY SHEET NO. 2 2nd QuarterDocument6 pagesTLE TVL SHIELDED METAL ARC WELDING NCI ACTIVITY SHEET NO. 2 2nd QuarterMaricar CarandangNo ratings yet
- KR SCAC (R410A 50,60Hz) Saudi CO MFL67986317 0CSL0-05A (April.2021)Document140 pagesKR SCAC (R410A 50,60Hz) Saudi CO MFL67986317 0CSL0-05A (April.2021)ahmed ragabNo ratings yet
- Stirling Engine Cylinder Design With Creo Elements ProDocument10 pagesStirling Engine Cylinder Design With Creo Elements ProWaqas AhmadNo ratings yet
- Vent To Flare 1683883352Document31 pagesVent To Flare 1683883352saheem_783617392No ratings yet
- PC 200-7 Ex 05 KEDDocument8 pagesPC 200-7 Ex 05 KEDlilikNo ratings yet
- C11 Pipe Network ApparatusDocument2 pagesC11 Pipe Network ApparatusAmber Chavez100% (1)
- SM HD785-7 Sen01274-14Document1,815 pagesSM HD785-7 Sen01274-14Lucio Valderrama100% (2)
- Homework Chapter 22 Solutions PDFDocument16 pagesHomework Chapter 22 Solutions PDFbidinNo ratings yet
- Steam Turbine Jacking Oil SystemDocument6 pagesSteam Turbine Jacking Oil SystemAli Hegaig100% (1)
- Cantilever Retaining Walls - An Overview of The Design ProcessDocument4 pagesCantilever Retaining Walls - An Overview of The Design ProcessSergiu GraurNo ratings yet
- Mechanics & Properties of Matter: Phy - DSCT1Document49 pagesMechanics & Properties of Matter: Phy - DSCT1Francis anandNo ratings yet
- Linatex Premium Rubber Spec SheetDocument1 pageLinatex Premium Rubber Spec Sheet_Asylum_No ratings yet
- OperationManual For Horizontal PumpDocument20 pagesOperationManual For Horizontal PumpSergio PonceNo ratings yet
- Table F2-2.10 Pressure-Temperature Ratings For Group 2.10 MaterialsDocument1 pageTable F2-2.10 Pressure-Temperature Ratings For Group 2.10 MaterialsPanchal ShaileshNo ratings yet
- Displacement To Mobilize Toe in High StrainDocument22 pagesDisplacement To Mobilize Toe in High StrainObaid Ur RehmanNo ratings yet
- Material Used in Engine Block CastingDocument1 pageMaterial Used in Engine Block CastingSapari VelNo ratings yet
- Equilibrium: Part A: Equilibrium in Two DimensionsDocument50 pagesEquilibrium: Part A: Equilibrium in Two DimensionsChakkarat ProyseepaiNo ratings yet
- PC18MR PC20MR PC27MR PC30MR PC35MR PC45MR PC55MRDocument7 pagesPC18MR PC20MR PC27MR PC30MR PC35MR PC45MR PC55MRJimmy CordovaNo ratings yet
- Structural Construction: Fuselage Wing (Mainplane) Empennage (Tailplane + Vertical Fin)Document146 pagesStructural Construction: Fuselage Wing (Mainplane) Empennage (Tailplane + Vertical Fin)Damon LeongNo ratings yet
- Alpak Induction MotorsDocument38 pagesAlpak Induction Motorsd3xterNo ratings yet
- Illustrated Parts Manual: Transmatic Lawn Tractor - Models 760-779Document28 pagesIllustrated Parts Manual: Transmatic Lawn Tractor - Models 760-779joeladamsNo ratings yet
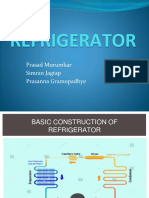
- Refrigerator: Prasad Murumkar Simran Jagtap Prasanna GramopadhyeDocument13 pagesRefrigerator: Prasad Murumkar Simran Jagtap Prasanna GramopadhyeSHREYAS JOSHINo ratings yet
- 1.2 Design Features of Diesel Engine Basics of TractionDocument52 pages1.2 Design Features of Diesel Engine Basics of TractionRahul KumarNo ratings yet
- Types of Forces and Laws - pdf-89Document8 pagesTypes of Forces and Laws - pdf-89shashankNo ratings yet
- WPS & PQRDocument7 pagesWPS & PQRRanjan KumarNo ratings yet
- Pump Testing RequirementDocument13 pagesPump Testing RequirementHongwei GuanNo ratings yet
- Manual Manitou Mt625 - enDocument130 pagesManual Manitou Mt625 - enAnonymous 1XBCMXNo ratings yet
- Abb Ga75vsd Acs RetrofitDocument20 pagesAbb Ga75vsd Acs RetrofitNatan Hernandez100% (2)