You might also like
- Final Report-Hydrogen Fuel Cell Vehicle - F10Document56 pagesFinal Report-Hydrogen Fuel Cell Vehicle - F10Nur Khairunnisa100% (1)
- Design of A Hydrogen Fuel Cell To Power A Small VehicleDocument105 pagesDesign of A Hydrogen Fuel Cell To Power A Small VehicleVictor muloloNo ratings yet
- Tadpole Tandem Electrically Assisted Tricycle PDFDocument186 pagesTadpole Tandem Electrically Assisted Tricycle PDFFrank Gil PanillaNo ratings yet
- 9.a Modular Fuel Cell, Modular DC DC ConverterDocument62 pages9.a Modular Fuel Cell, Modular DC DC ConverterShareef KhanNo ratings yet
- Hydrogen Fuel Cell EfficiencyDocument19 pagesHydrogen Fuel Cell EfficiencyKyle100% (8)
- Advancements in Battery TechnologyDocument22 pagesAdvancements in Battery Technologyabhishek gowdaNo ratings yet
- 4 Hydrogen GeneratorDocument8 pages4 Hydrogen GeneratorsathishNo ratings yet
- Hydrogen Fuel Cell VehicleDocument3 pagesHydrogen Fuel Cell VehicleMohammed ElmohandsNo ratings yet
- Proton Exchange Membrane Fuel CellDocument55 pagesProton Exchange Membrane Fuel CellJithin V B100% (1)
- Solar Hydrogen Fuel CellDocument3 pagesSolar Hydrogen Fuel Cellchandramoulyjntu100% (1)
- Conversion of Waste Plastic Into Diesel Fuel (57024)Document4 pagesConversion of Waste Plastic Into Diesel Fuel (57024)Aravind Ramesh100% (1)
- Cost Analysis of PEM Fuel Cell-TransportationDocument109 pagesCost Analysis of PEM Fuel Cell-Transportationjoe8508No ratings yet
- SLA GuideDocument23 pagesSLA Guidelyndondr100% (1)
- Student Industrial Project Report (MAY 2014 - AUGUST 2014)Document61 pagesStudent Industrial Project Report (MAY 2014 - AUGUST 2014)akshit patidarNo ratings yet
- Fuel Cell Lectures Lecture 01Document106 pagesFuel Cell Lectures Lecture 01JaggaJatt100% (4)
- Review Hydrogen Fuel CellsDocument360 pagesReview Hydrogen Fuel CellsAdrian Delgado QuesadaNo ratings yet
- Briefing Paper - Flow BatteriesDocument9 pagesBriefing Paper - Flow BatteriesIfeanyi E-AgwuegboNo ratings yet
- Hydrogenics Selected References: Fueling StationsDocument20 pagesHydrogenics Selected References: Fueling StationsSaradhi Medapureddy100% (1)
- Fuel CellDocument51 pagesFuel CellEdwin Cob GuriNo ratings yet
- Fuel Cell PaperDocument7 pagesFuel Cell PaperPhilip I. Thomas100% (1)
- Hydrogen CarDocument18 pagesHydrogen CarLeela SaiNo ratings yet
- Fuel CellDocument71 pagesFuel CellAhmed Mostafa100% (1)
- Additive Manufacturing ProcessesDocument27 pagesAdditive Manufacturing ProcessesAizrul ShahNo ratings yet
- 3D PrintingDocument23 pages3D PrintingRijy LoranceNo ratings yet
- Hydroxy Water Electrolyser Hydro-Oxygen Gas For Combustion and Metal Cutting. Water Is Energy! PDFDocument55 pagesHydroxy Water Electrolyser Hydro-Oxygen Gas For Combustion and Metal Cutting. Water Is Energy! PDFAlonso Berrios100% (1)
- Polymer Electrolyte Membrane Fuel Cells: AuthorsDocument31 pagesPolymer Electrolyte Membrane Fuel Cells: AuthorsMichelle BrechuNo ratings yet
- Zinc-Air Battery PDFDocument2 pagesZinc-Air Battery PDFmbuyiselwaNo ratings yet
- Ida Fahani MD Jaye - Renewable, Local Electricity Generation From Palm Oil Mill Residues A Case Study From Peninsular MalaysiaDocument289 pagesIda Fahani MD Jaye - Renewable, Local Electricity Generation From Palm Oil Mill Residues A Case Study From Peninsular MalaysiaFred LukeNo ratings yet
- History of 3D PrintingDocument4 pagesHistory of 3D PrintingCristina Palacios AllcaNo ratings yet
- Proton Exchange Membrane Fuel CellDocument19 pagesProton Exchange Membrane Fuel CellFil Libres IlaganNo ratings yet
- ICCT Zero Emission Freight Trucks White PaperDocument59 pagesICCT Zero Emission Freight Trucks White PaperChinh VuNo ratings yet
- Additive Manufacturing PresentationDocument147 pagesAdditive Manufacturing PresentationarunNo ratings yet
- Fuel Cell Electric VehicleDocument18 pagesFuel Cell Electric VehicleRohit PatilNo ratings yet
- Super-Capacitor Based UpsDocument15 pagesSuper-Capacitor Based Upsakashlogic100% (1)
- Pem Fuel CellDocument30 pagesPem Fuel CellatuladeupesNo ratings yet
- 3D Printing in Architecture - A Current PDFDocument105 pages3D Printing in Architecture - A Current PDFHarshit SethiaNo ratings yet
- Batch5supercapacitor 150808131503 Lva1 App6892Document54 pagesBatch5supercapacitor 150808131503 Lva1 App6892Kalamchety Ravikumar SrinivasaNo ratings yet
- Titanium Di OxideDocument57 pagesTitanium Di Oxideakshit patidar100% (1)
- International Hydrogen Fueling StationsDocument54 pagesInternational Hydrogen Fueling StationsStation Battle0% (1)
- MOCVDDocument42 pagesMOCVDYogie SanjayaNo ratings yet
- D Eggbeer PHD ThesisDocument257 pagesD Eggbeer PHD ThesisDominic EggbeerNo ratings yet
- Hydrogen Fuel CellsDocument24 pagesHydrogen Fuel CellsManu MonaNo ratings yet
- S2 Q3: Hydrogen Fuel Cell: M4 ChemistryDocument6 pagesS2 Q3: Hydrogen Fuel Cell: M4 ChemistryMenaga A/P IlangkovanNo ratings yet
- Proton Exchange MembraneDocument22 pagesProton Exchange MembraneHanifan Lidinillah100% (1)
- A Dynamic Simulation Tool For Hydrogen Fuel Cell VehiclesDocument14 pagesA Dynamic Simulation Tool For Hydrogen Fuel Cell Vehiclesapi-3709675No ratings yet
- Raising Healthier Poultry in NigeriaDocument7 pagesRaising Healthier Poultry in NigeriaPearl Igboegwu UzokweNo ratings yet
- Hydrogen Student Design Contest Residential Fueling With Hydrogen Design Report University of BridgeportDocument33 pagesHydrogen Student Design Contest Residential Fueling With Hydrogen Design Report University of BridgeportWerner Patric WengNo ratings yet
- English StudieDocument30 pagesEnglish StudieFred LamertNo ratings yet
- H2Document5 pagesH2Sunil AroraNo ratings yet
- A Presentation On Hydrogen Fuel Cell: Efforts By: Rahul BansalDocument21 pagesA Presentation On Hydrogen Fuel Cell: Efforts By: Rahul BansalRahul BansalNo ratings yet
- PHD RESEARCH PROPOSALDocument11 pagesPHD RESEARCH PROPOSALEvariste UwamahoroNo ratings yet
- The Fuel Cell Industry Review 2017Document52 pagesThe Fuel Cell Industry Review 2017Stuart Jones100% (1)
- Applications of Fuel Cells: A Seminar Report OnDocument5 pagesApplications of Fuel Cells: A Seminar Report OnAnonymous 22GBLsme1No ratings yet
- BCE ReportDocument25 pagesBCE ReportSHIGWAN AJINKYANo ratings yet
- Hydrogen Train Spec EoiDocument27 pagesHydrogen Train Spec EoiAparajitaNo ratings yet
- Fuel Cells For SpaceDocument17 pagesFuel Cells For SpaceKshitiz SinhaNo ratings yet
- Fuel Cell Bulletin - 2015 - Issue 5Document21 pagesFuel Cell Bulletin - 2015 - Issue 5sadegh_1990No ratings yet
- Comparative Experimental Investigation of Oxyhydrogen (HHO) Production Rate Using Dry and Wet CellsDocument8 pagesComparative Experimental Investigation of Oxyhydrogen (HHO) Production Rate Using Dry and Wet CellsNam stareNo ratings yet
- PEMFC Product Proposal Final 2010Document7 pagesPEMFC Product Proposal Final 2010Bradley HallierNo ratings yet
- Hho 2Document5 pagesHho 2Prittam Kumar JenaNo ratings yet
- Fuel CellDocument12 pagesFuel CellsaisenthNo ratings yet
- AIS 038 Rev2F PDFDocument105 pagesAIS 038 Rev2F PDFRohit KumarNo ratings yet
- Pestpesrc0180 PDFDocument68 pagesPestpesrc0180 PDFSherifNo ratings yet
- Hydrogen Power Plant 200 KW by Valerie MastonDocument4 pagesHydrogen Power Plant 200 KW by Valerie MastonMohammad AlbanyNo ratings yet
- Hydrogen The Fuel For 21st Century PDFDocument12 pagesHydrogen The Fuel For 21st Century PDFAlex CoțNo ratings yet
- Solar Cell: Side of Solar Cell Are Transparent Conducting Film For Allowing To Light To EnterDocument8 pagesSolar Cell: Side of Solar Cell Are Transparent Conducting Film For Allowing To Light To EnterAman MishraNo ratings yet
- 2013 Fuel Cell Technology Market ReportDocument72 pages2013 Fuel Cell Technology Market ReportIsaac RodriguezNo ratings yet
- Sustainability Insights For Electric Power Sector Transformation: Looking at NigeriaFrom EverandSustainability Insights For Electric Power Sector Transformation: Looking at NigeriaNo ratings yet
- Campus Placement Questionnaire - B. Chem. Eng. 2016Document23 pagesCampus Placement Questionnaire - B. Chem. Eng. 2016akshit patidarNo ratings yet
- A Report On Summer Internship IN Oil and Natural Gas Corporation Surafce Team Ahmedabad AssetDocument51 pagesA Report On Summer Internship IN Oil and Natural Gas Corporation Surafce Team Ahmedabad Assetakshit patidarNo ratings yet
- Research Article: Theoretical Energy and Exergy Analyses of Proton Exchange Membrane Fuel Cell by Computer SimulationDocument16 pagesResearch Article: Theoretical Energy and Exergy Analyses of Proton Exchange Membrane Fuel Cell by Computer Simulationakshit patidarNo ratings yet
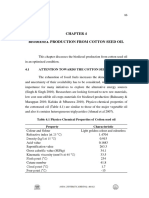
- CottonOilGCMS PDFDocument12 pagesCottonOilGCMS PDFakshit patidarNo ratings yet
- Petroleum and Gas Processing (TKK-2136)Document29 pagesPetroleum and Gas Processing (TKK-2136)akshit patidarNo ratings yet
- 1 s2.0 S2772443323000120 MainDocument15 pages1 s2.0 S2772443323000120 MainArunNo ratings yet
- Additive Manufacturing PPT For DLDocument35 pagesAdditive Manufacturing PPT For DLGopal PmNo ratings yet
- AMT Notes Unit-2Document27 pagesAMT Notes Unit-2Suddapally VIVEK ReddyNo ratings yet
- Cadcam Module 2Document433 pagesCadcam Module 2Ahsan IftikharNo ratings yet
- 3D Printing of Hydrogel Composite Systems: Recent Advances in Technology For Tissue EngineeringDocument28 pages3D Printing of Hydrogel Composite Systems: Recent Advances in Technology For Tissue EngineeringAlice Costa100% (1)
- IJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingDocument7 pagesIJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingGarapati MurarjiNo ratings yet
- Additive Manufacturing Progress As A NewDocument8 pagesAdditive Manufacturing Progress As A Newsayansantra336.hitche2020No ratings yet
- LONGER Orange30 LCD SLA 3D Printer User Manual Version1.0Document39 pagesLONGER Orange30 LCD SLA 3D Printer User Manual Version1.0David Morales MarsalNo ratings yet
- Week 14 (Rapid Prototyping)Document50 pagesWeek 14 (Rapid Prototyping)Umair MalikNo ratings yet
- Rapid Prototyping Full Seminar Report 989Document17 pagesRapid Prototyping Full Seminar Report 989Girish JawalageriNo ratings yet
- Parametric Modeling With SOLIDWORKS 2023 Solution ManualDocument31 pagesParametric Modeling With SOLIDWORKS 2023 Solution ManualbradhakemanNo ratings yet
- Rapid Prototyping NotesDocument37 pagesRapid Prototyping NotesSriniNo ratings yet
- BND Suggested Additive Manufacturing by Prof. B. DoloiDocument82 pagesBND Suggested Additive Manufacturing by Prof. B. DoloiTamojit MondalNo ratings yet
- Rapid PrototypingDocument22 pagesRapid PrototypingMohammed SameelNo ratings yet
- 3D Printing in CardiologyDocument16 pages3D Printing in Cardiologyhafiz patahNo ratings yet
- Additive Manufacturing: Processes and Standard TerminologyDocument6 pagesAdditive Manufacturing: Processes and Standard TerminologyABDELHAKIMNo ratings yet
- 787 1302 1 SM - terbitMETRISDocument9 pages787 1302 1 SM - terbitMETRISTuhin DeyNo ratings yet
- 3D Printing of Polymer Nanocomposites Via StereolithographyDocument13 pages3D Printing of Polymer Nanocomposites Via Stereolithographyyap keithNo ratings yet
- Praveena, A Comprehensive Review of Emerging Additive ManufacturingDocument5 pagesPraveena, A Comprehensive Review of Emerging Additive ManufacturingJosé Juan Batista RodríguezNo ratings yet
- Week 10 - 1-Advance - Tech - 3D - PrintingDocument63 pagesWeek 10 - 1-Advance - Tech - 3D - PrintingJiaqi MEINo ratings yet
- Vacuum Casting Systems H-5800-0110-03-A enDocument16 pagesVacuum Casting Systems H-5800-0110-03-A ensaravananNo ratings yet
- Prasanna 160416051023 PDFDocument43 pagesPrasanna 160416051023 PDFArchan rajNo ratings yet
- Artikel Ilmiah FikriDocument6 pagesArtikel Ilmiah FikriViola Mei DamayantiNo ratings yet