You might also like
- Visual Financial Accounting for You: Greatly Modified Chess Positions as Financial and Accounting ConceptsFrom EverandVisual Financial Accounting for You: Greatly Modified Chess Positions as Financial and Accounting ConceptsNo ratings yet
- Make Versus Buy Sample CalculationsDocument2 pagesMake Versus Buy Sample CalculationsRobert CocklerNo ratings yet
- Landed Cost CalculatorDocument6 pagesLanded Cost CalculatorMi Mi100% (2)
- Sales Price: Mark-Up On Total Variable Cost Per BatchDocument8 pagesSales Price: Mark-Up On Total Variable Cost Per BatchNikita SharmaNo ratings yet
- "Extra Costs": ENTER PRODUCT DETAILS (Delete The Lines That Are Not Needed.)Document6 pages"Extra Costs": ENTER PRODUCT DETAILS (Delete The Lines That Are Not Needed.)callraza19100% (1)
- Landed Cost Sheet Excel TemplateDocument6 pagesLanded Cost Sheet Excel TemplateMario Rueda FdzNo ratings yet
- 1perhitungan Soal SPM 2Document37 pages1perhitungan Soal SPM 2RamaNo ratings yet
- Analisa 2015 Lokasi AINARODocument73 pagesAnalisa 2015 Lokasi AINAROfilomeno martinsNo ratings yet
- BreakEvenPointAnalysis and Selling PriceDocument8 pagesBreakEvenPointAnalysis and Selling PriceAnonymous zOo2mbaVANo ratings yet
- Cop Agrienergy 3.5kwwindturbineDocument7 pagesCop Agrienergy 3.5kwwindturbineK Divakara RaoNo ratings yet
- Crunchy ChipsDocument4 pagesCrunchy ChipsMae BalandanNo ratings yet
- Ma FM-05 Group-5 Project-ExcelDocument4 pagesMa FM-05 Group-5 Project-ExcelSaranya BatraNo ratings yet
- Cop Beef FeedlotfinishingDocument18 pagesCop Beef Feedlotfinishinganthonius70No ratings yet
- Dhaka University of Engineering & Technology: Course Title: Course NoDocument7 pagesDhaka University of Engineering & Technology: Course Title: Course NoUnjila PromiNo ratings yet
- Landed Cost CalculatorDocument12 pagesLanded Cost Calculatorvaddana haisocheatNo ratings yet
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDocument13 pagesPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNo ratings yet
- Club House - Roof TrussesDocument6 pagesClub House - Roof TrussesraquelNo ratings yet
- Estimating With Microsoft Excel 3Document1 pageEstimating With Microsoft Excel 3rabzihNo ratings yet
- Seligram Electronic Testing OperationsDocument34 pagesSeligram Electronic Testing OperationsKirtiKishanNo ratings yet
- Lecture SIMDocument117 pagesLecture SIMAli AbdoulayeNo ratings yet
- Managerial Accounting Final Presentation: Seligram, Inc.: Electronic Testing OperationsDocument12 pagesManagerial Accounting Final Presentation: Seligram, Inc.: Electronic Testing OperationsJuragan BiasaNo ratings yet
- Robert Reid Lady M Confections SubmissionDocument13 pagesRobert Reid Lady M Confections SubmissionSam Nderitu100% (1)
- Jola PublishingDocument4 pagesJola PublishingSabrina LaganàNo ratings yet
- GRB Dairy Foods-Aws Estimation For S4hanaDocument9 pagesGRB Dairy Foods-Aws Estimation For S4hanaVenugopal RamanathanNo ratings yet
- Columnas y Placas de MetalDocument6 pagesColumnas y Placas de MetalraquelNo ratings yet
- CH 1 Pre-Assignment PracticeDocument6 pagesCH 1 Pre-Assignment PracticeFaizan Bashir SidhuNo ratings yet
- MANAC-II Assignment: by Abhinav Prusty - B19001 Hari Sankar S - B19018 Soham Ghosh - B19052Document6 pagesMANAC-II Assignment: by Abhinav Prusty - B19001 Hari Sankar S - B19018 Soham Ghosh - B19052harisankar sureshNo ratings yet
- Ce CostDocument31 pagesCe CostKurumi WeeNo ratings yet
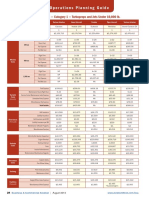
- BCA Operations Planning Guide 2014Document45 pagesBCA Operations Planning Guide 2014bd12100% (1)
- Book1 Group Act5110Document9 pagesBook1 Group Act5110SAMNo ratings yet
- PM592 - Week 2 Assignment Problems James Catlin: 2-1 Basic Estimating ProblemDocument4 pagesPM592 - Week 2 Assignment Problems James Catlin: 2-1 Basic Estimating ProblemJim CatlinNo ratings yet
- Manufacturers Price Sheet Direct Material Direct Labor Overhead ProfitDocument1 pageManufacturers Price Sheet Direct Material Direct Labor Overhead ProfitXTNNo ratings yet
- Rab NewDocument1 pageRab Newmuh irfanNo ratings yet
- Designer Lamp Project Blank SpreadsheetDocument4 pagesDesigner Lamp Project Blank SpreadsheetAnna BudaevaNo ratings yet
- Group4 MA Term-IIIDocument13 pagesGroup4 MA Term-IIIRiya SharmaNo ratings yet
- Labor Cost Worksheet 2012Document3 pagesLabor Cost Worksheet 2012Elmar PacpacoNo ratings yet
- Danshui PlantDocument5 pagesDanshui PlantSabbirAhmedNo ratings yet
- TOPIC 2. American Connector CompanyDocument22 pagesTOPIC 2. American Connector CompanyNuriaNo ratings yet
- Excel JobsDocument12 pagesExcel Jobsapi-250762002No ratings yet
- I Preparation Work: TotalDocument7 pagesI Preparation Work: TotalandryNo ratings yet
- Beauregard Textile Company: Group 7Document8 pagesBeauregard Textile Company: Group 7Puneet AgarwalNo ratings yet
- Group 7 Epgp 28sep PDocument8 pagesGroup 7 Epgp 28sep PPuneet AgarwalNo ratings yet
- Abcor MedhaDocument11 pagesAbcor MedharamanNo ratings yet
- Managerial Accounting 9th Edition Crosson Solutions ManualDocument39 pagesManagerial Accounting 9th Edition Crosson Solutions ManualKennethSparkskqgmrNo ratings yet
- CM CalculationDocument2 pagesCM CalculationjahangirmeNo ratings yet
- Dynatronics CaseDocument6 pagesDynatronics CaseScribdTranslationsNo ratings yet
- Arrow Explo Report PDFDocument5 pagesArrow Explo Report PDFRodrigo RodrigoNo ratings yet
- PastillasDocument6 pagesPastillasJessa Caringal100% (3)
- Assignment On Productivity.Document3 pagesAssignment On Productivity.not youNo ratings yet
- Cupcake Exports LTD.: Pre Cost Sheet-StarntalerDocument23 pagesCupcake Exports LTD.: Pre Cost Sheet-StarntalerromanNo ratings yet
- Breeden Security BDocument6 pagesBreeden Security BKitty ThaparNo ratings yet
- Solución BLACKHEATHDocument7 pagesSolución BLACKHEATHLucia QuevedoNo ratings yet
- Constructing A Downtown Parking Lot in DraperDocument7 pagesConstructing A Downtown Parking Lot in DraperWater MelonNo ratings yet
- CostbudgetDocument79 pagesCostbudgetapi-403965812No ratings yet
- Master Budget and Flexible Budget - ExampleDocument4 pagesMaster Budget and Flexible Budget - ExampleJuan Camilo Gómez RobayoNo ratings yet
- Warehouse Detailed Estimate EditedDocument5 pagesWarehouse Detailed Estimate Editedmart roel salamancaNo ratings yet
- Input Form: Input For Venture Guidance AppraisalDocument7 pagesInput Form: Input For Venture Guidance AppraisalgenergiaNo ratings yet
- Manecon ReviewerDocument165 pagesManecon ReviewerAron AbastillasNo ratings yet
- Actg Lab 6Document12 pagesActg Lab 6RAJA ZARRAR100% (1)
- Materials Quantity Unit Unit Price (PHP) Amount (PHP)Document6 pagesMaterials Quantity Unit Unit Price (PHP) Amount (PHP)Cyndee Sanchez ContrerasNo ratings yet
- BMW Stock 03.12.2017Document8 pagesBMW Stock 03.12.2017Emba MadrasNo ratings yet
- Points of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingDocument43 pagesPoints of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingEmba MadrasNo ratings yet
- TEST1Document4 pagesTEST1Emba MadrasNo ratings yet
- Utr 1Document4 pagesUtr 1Emba MadrasNo ratings yet
- Quotation Format 5Document2 pagesQuotation Format 5Emba MadrasNo ratings yet
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDocument13 pagesPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNo ratings yet
- Inventory Is TheDocument16 pagesInventory Is TheEmba MadrasNo ratings yet
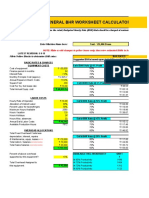
- General BHR Worksheet CalculatorDocument2 pagesGeneral BHR Worksheet CalculatorEmba MadrasNo ratings yet
- Sand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityDocument13 pagesSand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityEmba MadrasNo ratings yet
- Uk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Document13 pagesUk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Emba MadrasNo ratings yet
- Child From SchoolDocument1 pageChild From SchoolEmba MadrasNo ratings yet
- 1558035837508gtwf3RUDP4SoBRDQ PDFDocument1 page1558035837508gtwf3RUDP4SoBRDQ PDFEmba MadrasNo ratings yet
- Trade Terms ImprortsDocument31 pagesTrade Terms ImprortsEmba MadrasNo ratings yet
- Generic Model FSA For Mine Specific Supply IPPsDocument54 pagesGeneric Model FSA For Mine Specific Supply IPPsEmba MadrasNo ratings yet
- Risk - and - Issues - Analysis - QA FinalDocument10 pagesRisk - and - Issues - Analysis - QA FinalEmba MadrasNo ratings yet
- We Can Change From This ..Document20 pagesWe Can Change From This ..Emba MadrasNo ratings yet
- LANXESS - Processing Data For The Injection Molder - LXS-HPM-006EN - 2017-10 PDFDocument25 pagesLANXESS - Processing Data For The Injection Molder - LXS-HPM-006EN - 2017-10 PDFEmba MadrasNo ratings yet
- You Enter Information Only in The Shaded CellsDocument9 pagesYou Enter Information Only in The Shaded CellsEmba MadrasNo ratings yet
- Minimum Load For Empty Minimum Load For OperatingDocument6 pagesMinimum Load For Empty Minimum Load For OperatingjitendraNo ratings yet
- SEMIKRON Product Catalogue 2014 2015Document167 pagesSEMIKRON Product Catalogue 2014 2015cesar oliveira0% (1)
- Motorized Hydraulic PressDocument4 pagesMotorized Hydraulic PressDhiraj Shinde100% (2)
- Valbart: API 6D & 6A Trunnion Mounted Ball ValvesDocument36 pagesValbart: API 6D & 6A Trunnion Mounted Ball Valvesbabis1980No ratings yet
- Wrights Offshore Hydrate Remediation Skid ArticleDocument4 pagesWrights Offshore Hydrate Remediation Skid ArticleAnonymous ItzBhUGoiNo ratings yet
- Ihs Kingdom Hot Keys ReferenceDocument1 pageIhs Kingdom Hot Keys ReferenceMuhammad Jahangir100% (1)
- Remote Log-In, Electronic Mail and File Transfer: Solutions To Odd-Numbered Review Questions and ExercisesDocument2 pagesRemote Log-In, Electronic Mail and File Transfer: Solutions To Odd-Numbered Review Questions and ExercisesAnurag UpadhyayNo ratings yet
- M60 Main Battle TankDocument7 pagesM60 Main Battle Tankbcline50% (2)
- Guide To The Systems Engineering Body of Knowledge (Sebok), Version 1.1Document51 pagesGuide To The Systems Engineering Body of Knowledge (Sebok), Version 1.1António FerreiraNo ratings yet
- New Premium ListDocument10 pagesNew Premium ListAshwani SainiNo ratings yet
- A Cylindrical Shadow Eclipse Prediction Model For LEO Satellites With Application To IRS SatellitesDocument14 pagesA Cylindrical Shadow Eclipse Prediction Model For LEO Satellites With Application To IRS SatellitesAsia Pacific Journal of Engineering Science and TechnologyNo ratings yet
- 8×8 LED Matrix MAX7219 With Scrolling Text & Android Control Via BluetoothDocument15 pages8×8 LED Matrix MAX7219 With Scrolling Text & Android Control Via BluetoothakashlogicNo ratings yet
- Fundamentals of Rock MechanicsDocument4 pagesFundamentals of Rock Mechanicsmaomao_vt890% (1)
- XXX Lss XXX: NotesDocument2 pagesXXX Lss XXX: NotesMoisés Vázquez ToledoNo ratings yet
- OurLocalExpert Exeter 2013-14Document15 pagesOurLocalExpert Exeter 2013-14Nick HallNo ratings yet
- Call To Order: Pledge of AllegianceDocument269 pagesCall To Order: Pledge of AllegianceBrookhaven PostNo ratings yet
- Blog #2Document2 pagesBlog #2Anonymous uxozDvwYNo ratings yet
- Service Manual: Model Code - Kib19Bp3-CmgDocument11 pagesService Manual: Model Code - Kib19Bp3-Cmgpravin jadavNo ratings yet
- A Curvature Compensated CMOS Bandgap Voltage ReferenceDocument4 pagesA Curvature Compensated CMOS Bandgap Voltage ReferenceMuhammad_Swilam_2010No ratings yet
- EZstrip O&M Manual PDFDocument60 pagesEZstrip O&M Manual PDFJesus S. QuijadaNo ratings yet
- Handover Process: 1 © NOKIA 1999 Ho - PPT/ July 2000Document50 pagesHandover Process: 1 © NOKIA 1999 Ho - PPT/ July 2000LOCK VALUE3No ratings yet
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Document1 pageWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoNo ratings yet
- B767 Freighter Mechanical DifferencesDocument176 pagesB767 Freighter Mechanical DifferencesHéber Luiz Zunarelli MartinsNo ratings yet
- Sika PDS - E - Sikagard - 705 LDocument3 pagesSika PDS - E - Sikagard - 705 Llwin_oo2435No ratings yet
- Dating Torrential ProcessesDocument29 pagesDating Torrential ProcessesJulio Montenegro GambiniNo ratings yet
- Feslog - 1508161122 - Fiat Doblo' (Type 223) Cargo 1.3 Mjet 16vDocument19 pagesFeslog - 1508161122 - Fiat Doblo' (Type 223) Cargo 1.3 Mjet 16vraulUTCNNo ratings yet
- LCD TV: Service ManualDocument74 pagesLCD TV: Service Manualismosch50% (2)
- Work at Height Questions For Height PassDocument3 pagesWork at Height Questions For Height PassPravash Mohanty100% (1)
- DP Misc Wnt5 x86-32 ChangelogDocument5 pagesDP Misc Wnt5 x86-32 ChangelogBrandal KalocyNo ratings yet
- A Review On Water ElectrolysisDocument18 pagesA Review On Water ElectrolysisSilvester KolicNo ratings yet