You might also like
- Project Report On Ductile PipeDocument8 pagesProject Report On Ductile PipeEIRI Board of Consultants and PublishersNo ratings yet
- Ductile Iron Pipe Iso en Standards E779dc24Document24 pagesDuctile Iron Pipe Iso en Standards E779dc24David FergusonNo ratings yet
- Working Instruction of Cement Lining Procedure PDFDocument4 pagesWorking Instruction of Cement Lining Procedure PDFtoni blaireNo ratings yet
- IS 12288 - Laying of Ductile Iron PipesDocument13 pagesIS 12288 - Laying of Ductile Iron PipesChungath Linesh100% (1)
- Septic Tank DrawingDocument3 pagesSeptic Tank DrawingPaldipSinghNo ratings yet
- Ductile Iron Pipes and Fittings - Electrosteel Casting LTD PDFDocument44 pagesDuctile Iron Pipes and Fittings - Electrosteel Casting LTD PDFSmith780512No ratings yet
- ON Modern Formwork Systems REPORT NO.: RDSO/WKS/2017/1 JUNE - 2017 Modern Formwork Systems REPORT NO.: RDSO/WKS/2017/1Document30 pagesON Modern Formwork Systems REPORT NO.: RDSO/WKS/2017/1 JUNE - 2017 Modern Formwork Systems REPORT NO.: RDSO/WKS/2017/1Mukul KumarNo ratings yet
- 33 05 13 Manholes and Structures 10Document4 pages33 05 13 Manholes and Structures 10salamNo ratings yet
- Aor 41-82Document122 pagesAor 41-82Engr SwapanNo ratings yet
- Penstock ManualDocument159 pagesPenstock ManualMaría Alejandra López OchoaNo ratings yet
- HDPE Pipe and Fitting Materials Fusion Joining and Installation 1Document8 pagesHDPE Pipe and Fitting Materials Fusion Joining and Installation 1Mohamed ElsayedNo ratings yet
- Chimney NotesDocument3 pagesChimney NotesmonojitdeyNo ratings yet
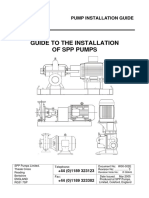
- Pump Installation Guide LLCDocument12 pagesPump Installation Guide LLCJoanna Lauer-Trąbczyńska100% (1)
- Hume Pipe Is 458-2003Document33 pagesHume Pipe Is 458-2003Bishwanath Sanfui100% (4)
- Designing A Septic TankDocument2 pagesDesigning A Septic TankMamoun Awad HassanNo ratings yet
- Item No. Particulars of Item Unit Quantity Rate in Fig. Rate in Words Amount (Nu) Earth WorkDocument5 pagesItem No. Particulars of Item Unit Quantity Rate in Fig. Rate in Words Amount (Nu) Earth WorkGautham GautiNo ratings yet
- Do 147 S2017Document5 pagesDo 147 S2017ZA TarraNo ratings yet
- Di InspectioninDocument38 pagesDi InspectioninJanith Saumya BandaraNo ratings yet
- Tender Specification - Potable WaterDocument12 pagesTender Specification - Potable WaterSuhas NatuNo ratings yet
- Di Pipe DrawingsDocument6 pagesDi Pipe DrawingsZatul Akmal ZamilNo ratings yet
- Strip Foudation ExcavationsDocument8 pagesStrip Foudation ExcavationsImperial OneNo ratings yet
- Method Statement For Bored Piling WorksDocument12 pagesMethod Statement For Bored Piling Workstinkerman02No ratings yet
- Honey Comb - Treatment MethodologyDocument4 pagesHoney Comb - Treatment MethodologyR.ThangarajNo ratings yet
- Stainless Steel RailingDocument1 pageStainless Steel Railingsachin_matsNo ratings yet
- Method Statement For GroutingDocument2 pagesMethod Statement For GroutingDEBASIS BARMAN100% (1)
- Is 6494 - 1988Document12 pagesIs 6494 - 1988prabhu81No ratings yet
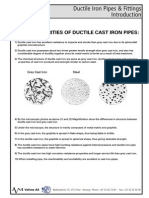
- Ductile Iron Pipes General Information PDFDocument15 pagesDuctile Iron Pipes General Information PDFfernandoNo ratings yet
- VALVE CHAMBER ProcedureDocument1 pageVALVE CHAMBER Procedureshanivi vrindavanNo ratings yet
- Schedule and Guidelines: Public Health Engineering Directorate Government of West BengalDocument48 pagesSchedule and Guidelines: Public Health Engineering Directorate Government of West BengalSk Faridul ChoiceNo ratings yet
- Is 5822 1994Document18 pagesIs 5822 1994aquibzafarNo ratings yet
- 5822 2004 PDFDocument19 pages5822 2004 PDFSuresh CNo ratings yet
- Specification of Toilet BlockDocument2 pagesSpecification of Toilet BlockKuldeep ChakerwartiNo ratings yet
- Final - Draft Specification - BWSC Pipe Revise1Document21 pagesFinal - Draft Specification - BWSC Pipe Revise1Chief Engineer Hydro Project & Quality ControlNo ratings yet
- 5504Document10 pages5504hhr2412No ratings yet
- Pipe Policy in KeralaDocument28 pagesPipe Policy in Keralajoyhjones4250% (1)
- Di and Gi Pipes LayingDocument15 pagesDi and Gi Pipes Layingashish reddyNo ratings yet
- Is 2062 E350 - Fe 490 Steel Plate - Steel PlateDocument4 pagesIs 2062 E350 - Fe 490 Steel Plate - Steel PlateAmit GauravNo ratings yet
- 04-Filling Foundation Concrete Work PlumDocument4 pages04-Filling Foundation Concrete Work PlumBijay Krishna DasNo ratings yet
- Is 458 - 2003Document33 pagesIs 458 - 2003Milind Gupta50% (4)
- Road Crossing Method of StatementDocument4 pagesRoad Crossing Method of StatementKo Zay100% (1)
- Cebex 100Document2 pagesCebex 100Riyan Aditya NugrohoNo ratings yet
- Gabion Wall Installation GuideDocument5 pagesGabion Wall Installation GuideJoel KomaNo ratings yet
- Daftar ASTMDocument2 pagesDaftar ASTMTeddy Sapta PrayogaNo ratings yet
- Steel PVC CPVC Pipes Dimensions Weight ChartDocument5 pagesSteel PVC CPVC Pipes Dimensions Weight Chartdh24992499No ratings yet
- Quality Assurance in Buillding WorksDocument8 pagesQuality Assurance in Buillding WorksAtish KumarNo ratings yet
- QAP Format - QA 01 F 01Document1 pageQAP Format - QA 01 F 01Murukan PadmanabhanNo ratings yet
- Putatan Presentation - TrenchlessDocument86 pagesPutatan Presentation - TrenchlessHassan SabiNo ratings yet
- Paver BlockDocument16 pagesPaver BlockRavinder Singh100% (1)
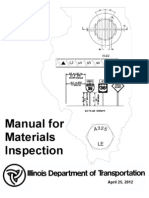
- Materials Inspection ManualDocument280 pagesMaterials Inspection ManualSreedhar Patnaik.MNo ratings yet
- DSI Form Traveler MethodDocument42 pagesDSI Form Traveler MethodDepartemen Operasi 1No ratings yet
- Table of Contents For Sheet Pile CalculationsDocument1 pageTable of Contents For Sheet Pile CalculationsjologscresenciaNo ratings yet
- Apcolite Premium Gloss Enamel PDFDocument2 pagesApcolite Premium Gloss Enamel PDFAnand Chavan Projects-QualityNo ratings yet
- DSR PuneDocument7 pagesDSR PunedigvijayjagatapNo ratings yet
- Method Statement of China MosaicDocument4 pagesMethod Statement of China MosaicparthNo ratings yet
- Pouring SequenceDocument1 pagePouring Sequenceborkarsd007No ratings yet
- Lab Tests in ConstructionDocument17 pagesLab Tests in Constructionsridhar k.l50% (4)
- Special Specification 5202 Pipe CasingDocument6 pagesSpecial Specification 5202 Pipe Casingresp-ectNo ratings yet
- Technical Specifications For MS Pipeline: 4.1 Applicable Codes (M.S. Pipes)Document107 pagesTechnical Specifications For MS Pipeline: 4.1 Applicable Codes (M.S. Pipes)PC Snehal Construction Pvt. Ltd. JhalawarNo ratings yet
- AVM Pipes Fittings CatalogueDocument41 pagesAVM Pipes Fittings CataloguebinunalukandamNo ratings yet
- Technical Specification 020.01 Gravity Sanitary Sewer System 1.0 GeneralDocument12 pagesTechnical Specification 020.01 Gravity Sanitary Sewer System 1.0 GeneralVincent Gabrielle NepomucenoNo ratings yet
- Eurostandard SubmittalDocument62 pagesEurostandard SubmittalMohammad Rashad BarakatNo ratings yet
- House Plumbing 2: Water Supply and Distribution SystemDocument42 pagesHouse Plumbing 2: Water Supply and Distribution SystemChristine JadeNo ratings yet
- 6 SWR Drainage SystemDocument4 pages6 SWR Drainage Systemjayadev.m4u9699No ratings yet
- Tyco - Mokri Sprinkler VentilDocument20 pagesTyco - Mokri Sprinkler VentilMuhidin KozicaNo ratings yet
- Riko DN10003 PN10 SZ40 22mayDocument5 pagesRiko DN10003 PN10 SZ40 22maystiven villanuevaNo ratings yet
- External Building DrainageDocument11 pagesExternal Building Drainagevelayuthan_s9168No ratings yet
- Piping Stress Analysis EngineeringDocument13 pagesPiping Stress Analysis Engineeringsam_kamali85100% (3)
- Hdrostatic Testing & Lay-Up Rev.01Document18 pagesHdrostatic Testing & Lay-Up Rev.01moytabura96No ratings yet
- AB-518b Quality Manual and Audit ChecklistDocument24 pagesAB-518b Quality Manual and Audit ChecklistStan Lee PaulsonNo ratings yet
- Homologacion Z-32.1-2 GEWI Piles 20mm 25mm 28mm 32mm 40mm 50mmDocument25 pagesHomologacion Z-32.1-2 GEWI Piles 20mm 25mm 28mm 32mm 40mm 50mmVladimir Correa OportoNo ratings yet
- Pressure Reducing Valve YoshitakeDocument82 pagesPressure Reducing Valve Yoshitaketungbk9No ratings yet
- Catalog Series 353 Diaphragm Pulse Valves Asco en 7694626Document12 pagesCatalog Series 353 Diaphragm Pulse Valves Asco en 7694626Buat AgrovatioNo ratings yet
- Pipe Rolling MachineDocument5 pagesPipe Rolling MachineJovelyn VistanNo ratings yet
- PID Compile For HAZOP PDFDocument38 pagesPID Compile For HAZOP PDFSoni SuharsonoNo ratings yet
- Societe Egyptienne D'Entreprises (SEDE) : Lot A - Unit Iii Water Transmission SchemeDocument189 pagesSociete Egyptienne D'Entreprises (SEDE) : Lot A - Unit Iii Water Transmission SchemeALINo ratings yet
- Welding ProcedureDocument8 pagesWelding ProcedurerohsingNo ratings yet
- Elektropneumatika Seminari PDFDocument296 pagesElektropneumatika Seminari PDFjaynard_alejandrinoNo ratings yet
- Lec 1 (Remaining) : Components of MHPDocument33 pagesLec 1 (Remaining) : Components of MHPprazNo ratings yet
- Bio, Weld and Scale CouponsDocument2 pagesBio, Weld and Scale Couponsjlbarretoa0% (1)
- P 91Document14 pagesP 91hareesh13hNo ratings yet
- Specifications BOOKLET 3Document423 pagesSpecifications BOOKLET 3Ahmad OmarNo ratings yet
- BA - BV Series Air Hammer Pneumatic Vibrator - B0Document16 pagesBA - BV Series Air Hammer Pneumatic Vibrator - B0Nguyễn Ngọc Phước VươngNo ratings yet
- Saep 306Document13 pagesSaep 306Narvis RinconNo ratings yet
- Aga 9Document79 pagesAga 9sam3425100% (2)
- Flexlock: Couplings & Flange AdaptorsDocument8 pagesFlexlock: Couplings & Flange Adaptors9952090083No ratings yet
- Hoke Pipe Fittings With AbbreviationsDocument10 pagesHoke Pipe Fittings With AbbreviationsAmet koko TaroNo ratings yet
- Thermofrost CatalogDocument13 pagesThermofrost CatalogDipsikha Chowdhury BanerjeeNo ratings yet
- R2B P3 206 02 P HD 00211 - Datasheet For OnOff - Ball Valves, U 21000 - Rev.1Document49 pagesR2B P3 206 02 P HD 00211 - Datasheet For OnOff - Ball Valves, U 21000 - Rev.1Diana Paula Echartea MolinaNo ratings yet
- Recent Developments of Sour Service Line Pipe SteeDocument13 pagesRecent Developments of Sour Service Line Pipe SteeAlfonNo ratings yet
- H-623500mkb51-Sa00tl-02 - A - Main Cooling Piping ArrangementDocument2 pagesH-623500mkb51-Sa00tl-02 - A - Main Cooling Piping ArrangementTigistuNo ratings yet