You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- NATURAL GAS SPECIFIC COURSEDocument17 pagesNATURAL GAS SPECIFIC COURSEmohamedNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Reliability Analysis Applied On Centrifugal PumpsDocument9 pagesReliability Analysis Applied On Centrifugal PumpsJose Rodriguez Sanchez100% (2)
- Sengupta and Staats Method PSVDocument6 pagesSengupta and Staats Method PSVMurali MuthuNo ratings yet
- LPG Plant Report 2Document104 pagesLPG Plant Report 2ardiketep100% (2)
- Oil and Gas ProductionDocument38 pagesOil and Gas ProductionArun Kumar PNo ratings yet
- Settle Out PressureDocument4 pagesSettle Out PressureDiego1980bNo ratings yet
- Egypt's Natural Gas Reserves, Production and ConsumptionDocument235 pagesEgypt's Natural Gas Reserves, Production and ConsumptionIbraheem ElBakry88% (8)
- Know your LOPA layers with this 39-character guideDocument5 pagesKnow your LOPA layers with this 39-character guideturintoNo ratings yet
- 2011 - Study On Natural Gas Liquid (NGL) Recovery-Simulation Study PDFDocument50 pages2011 - Study On Natural Gas Liquid (NGL) Recovery-Simulation Study PDFBóng Đá- Quán bia tổng hợpNo ratings yet
- Natural Gas Processing PlantsDocument12 pagesNatural Gas Processing Plantsfarnazansari10060% (5)
- Beginner's Guide To Centrifugal Compressor System Design & SimulationDocument17 pagesBeginner's Guide To Centrifugal Compressor System Design & Simulationkavinmech1No ratings yet
- LNG/GAS PROCESSING DEVELOPMENTS: SELECT OPTIMAL SCHEMES FOR GAS PROCESSING PLANTSDocument4 pagesLNG/GAS PROCESSING DEVELOPMENTS: SELECT OPTIMAL SCHEMES FOR GAS PROCESSING PLANTSMurali MuthuNo ratings yet
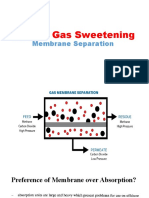
- Natural Gas Sweetening 2Document16 pagesNatural Gas Sweetening 2MALIK ZARYABBABARNo ratings yet
- PipeSys TutorialDocument62 pagesPipeSys Tutorialnasiruddin276No ratings yet
- Production Chemistry and Flow Assurance for Natural Gas Liquids RecoveryDocument20 pagesProduction Chemistry and Flow Assurance for Natural Gas Liquids RecoveryWael BadriNo ratings yet
- NGL PlantsDocument47 pagesNGL PlantsHassan Badri100% (2)
- Process Gas Centrifugal Compressors: Efficient, Reliable EquipmentDocument16 pagesProcess Gas Centrifugal Compressors: Efficient, Reliable EquipmentLucianaNo ratings yet
- ProcessingDocument12 pagesProcessingJagan BoseNo ratings yet
- ACFrOgALH7tI4bGAHoY RBTNzPHzMIyHy7FK3 - NLfBCnaIFG6 NJq3Ec8m HIQzGzsRrhL - EaKBKBfiHbz8J4GJN6MjbtxKXVhWqDR 2HbQRcF HAQ5 - xgrqTpvP2io PDFDocument6 pagesACFrOgALH7tI4bGAHoY RBTNzPHzMIyHy7FK3 - NLfBCnaIFG6 NJq3Ec8m HIQzGzsRrhL - EaKBKBfiHbz8J4GJN6MjbtxKXVhWqDR 2HbQRcF HAQ5 - xgrqTpvP2io PDFMurali MuthuNo ratings yet
- Treating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsDocument19 pagesTreating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsPrasad ChakkrapaniNo ratings yet
- Standard Cost Coding System (SCCS)Document326 pagesStandard Cost Coding System (SCCS)mirakulNo ratings yet
- Automated Process Design and Optimization in Oil and Gas DevelopmentDocument221 pagesAutomated Process Design and Optimization in Oil and Gas DevelopmentMurali MuthuNo ratings yet
- Design and Implement A Totally Enclosed Ground FlareDocument3 pagesDesign and Implement A Totally Enclosed Ground FlareMurali MuthuNo ratings yet
- Process Engineering Equipment Handbook: Claire SoaresDocument9 pagesProcess Engineering Equipment Handbook: Claire SoaresMurali MuthuNo ratings yet
- Key Performance Indicators Kpis Methods of Analyzing Simulation Process Data PDFDocument3 pagesKey Performance Indicators Kpis Methods of Analyzing Simulation Process Data PDFMurali MuthuNo ratings yet
- Dist-020H CO2 AbsorberDocument9 pagesDist-020H CO2 AbsorberudokasNo ratings yet
- Bioenergy Seminar Solid Biofuels Heating ValuesDocument7 pagesBioenergy Seminar Solid Biofuels Heating ValuesMurali MuthuNo ratings yet
- Automated Process Design and Optimization in Oil and Gas DevelopmentDocument221 pagesAutomated Process Design and Optimization in Oil and Gas DevelopmentMurali MuthuNo ratings yet
- Relief Valve and Flare Action Items - What Plant Engineers Should KnowDocument6 pagesRelief Valve and Flare Action Items - What Plant Engineers Should KnowMurali MuthuNo ratings yet
- W4 Lesson 2 and 3Document15 pagesW4 Lesson 2 and 3Murali MuthuNo ratings yet
- Generating simulation database for acid gas removal plantDocument5 pagesGenerating simulation database for acid gas removal plantMurali MuthuNo ratings yet
- 2 Star Planning TemplateDocument1 page2 Star Planning TemplateMurali MuthuNo ratings yet
- 3 Star Planning TemplateDocument1 page3 Star Planning TemplateMurali MuthuNo ratings yet
- Spelling - Grammar 4Document4 pagesSpelling - Grammar 4Murali MuthuNo ratings yet
- Dynamics Quick Guide BetaDocument15 pagesDynamics Quick Guide BetaCHANADASNo ratings yet
- ThicknessDocument6 pagesThicknessMurali MuthuNo ratings yet
- Spelling - Grammar Fronted Adverbials F2F L4Document28 pagesSpelling - Grammar Fronted Adverbials F2F L4Murali MuthuNo ratings yet
- Example Formation of Earth PowerPointDocument42 pagesExample Formation of Earth PowerPointDarusNo ratings yet
- IconsDocument28 pagesIconsMurali MuthuNo ratings yet
- Flare Optimization - IETC PDFDocument19 pagesFlare Optimization - IETC PDFMurali MuthuNo ratings yet
- HYSYS - Steady State - M.MuraliDocument21 pagesHYSYS - Steady State - M.MuraliMurali MuthuNo ratings yet
- Perez Luber LNG Ms-Thesis09Document53 pagesPerez Luber LNG Ms-Thesis09Sarwat Hameed100% (1)
- PO02 Nawaz Synthesis and Optimization of Demethanizer PDFDocument6 pagesPO02 Nawaz Synthesis and Optimization of Demethanizer PDFMurali MuthuNo ratings yet
- Simulation Choudhary 2015Document34 pagesSimulation Choudhary 2015arielNo ratings yet
- Scat PornDocument72 pagesScat PornCallum Biggs0% (1)
- 12 04 Justin Bukowski PresentationDocument21 pages12 04 Justin Bukowski Presentationrrs6339No ratings yet
- Engineering Standard: SAES-A-008Document8 pagesEngineering Standard: SAES-A-008kartik_harwani4387No ratings yet
- Precooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGDocument20 pagesPrecooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGMuhammad ImranNo ratings yet
- Refining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsDocument48 pagesRefining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsJuan SalcidoNo ratings yet
- EUB Measurement Directive 017Document120 pagesEUB Measurement Directive 017eaglespirit2No ratings yet
- How Rich Is RichDocument8 pagesHow Rich Is RichJulio C MarchenaNo ratings yet
- Andrew Pravin - Field OperatorDocument6 pagesAndrew Pravin - Field OperatorVenkatesh VaradarajanNo ratings yet
- EHB Sunoco Marcus HookDocument78 pagesEHB Sunoco Marcus HookEmily ScottNo ratings yet
- IHS Markit Standards Collections DocumentDocument26 pagesIHS Markit Standards Collections DocumentErika ChongNo ratings yet
- Membrane/Amine Hybrid Process Removes CO2 at Indonesian Gas PlantDocument12 pagesMembrane/Amine Hybrid Process Removes CO2 at Indonesian Gas Plantpleco4meNo ratings yet
- LE - NG - NRU - Brochure - VIEW - May2016 - 2 - tcm19-260969Document9 pagesLE - NG - NRU - Brochure - VIEW - May2016 - 2 - tcm19-260969KIKA LASSARININo ratings yet
- A Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed ConditionsDocument2 pagesA Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed Conditionsfery662002No ratings yet
- MKG Group 17-08-16Document30 pagesMKG Group 17-08-16Rajnath Rajbhar PanchamNo ratings yet
- Exterran Piping and Instrumentation Diagram Tag ListDocument15 pagesExterran Piping and Instrumentation Diagram Tag Listdilip matalNo ratings yet
- ENCH607 F2021 L01 Introduction&Equations of StateDocument87 pagesENCH607 F2021 L01 Introduction&Equations of StateAbdul WadoodNo ratings yet