You might also like
- Compressor Failure Mode - CHAPTER13Document26 pagesCompressor Failure Mode - CHAPTER13zona amrulloh100% (2)
- Coil DesignDocument69 pagesCoil DesignSadique Shaikh100% (1)
- Speed of Sound DLPDocument2 pagesSpeed of Sound DLPANGELIQUE DIAMALON100% (1)
- Design of Heat Exchanger Mini ProjectDocument45 pagesDesign of Heat Exchanger Mini ProjectSuraya Afriyani100% (1)
- Aga Report 7 2006 PDFDocument72 pagesAga Report 7 2006 PDFDona Rosado100% (1)
- Heat ExchangersDocument93 pagesHeat ExchangersBrahim LetaiefNo ratings yet
- Ammonia Unit Process OverviewDocument142 pagesAmmonia Unit Process OverviewM Hamza Nadeem AnjumNo ratings yet
- R P RP O501 E W P S: Ecommended RacticeDocument43 pagesR P RP O501 E W P S: Ecommended RacticeSaqib AliNo ratings yet
- Dew Point Od Acid GasDocument4 pagesDew Point Od Acid GassrshahNo ratings yet
- Acid Gas Dew PointDocument8 pagesAcid Gas Dew Pointzubair195No ratings yet
- Dlp-Elementary Science Vi 2020Document74 pagesDlp-Elementary Science Vi 2020Rovelyne A De Luna75% (4)
- Costs of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CDocument7 pagesCosts of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CNishithNo ratings yet
- SULFURIC ACID PRODUCTIONDocument18 pagesSULFURIC ACID PRODUCTIONS S S REDDY100% (1)
- Increase power plant efficiency with an air preheaterDocument8 pagesIncrease power plant efficiency with an air preheaterabhishek01raiNo ratings yet
- Hot Corrosion in Gas Turbine ComponentsDocument13 pagesHot Corrosion in Gas Turbine ComponentsVivianne Bolívar100% (1)
- Look at Claus Unit DesignsDocument11 pagesLook at Claus Unit DesignsNacho MatosNo ratings yet
- Roller Mill FundamentalsDocument11 pagesRoller Mill Fundamentalshidrastar123100% (1)
- EN 14994 2007 Gas Explosion Venting Protective Systems PDFDocument30 pagesEN 14994 2007 Gas Explosion Venting Protective Systems PDFMohamed AdelNo ratings yet
- EP2287550A2Document10 pagesEP2287550A2naseemNo ratings yet
- Mini Project On The Design of Heat ExchangerDocument48 pagesMini Project On The Design of Heat ExchangerSuraya AfriyaniNo ratings yet
- (2009.24.06) EP1347261B1 Heat Exchanger With Reduced FoulingDocument11 pages(2009.24.06) EP1347261B1 Heat Exchanger With Reduced FoulingaegosmithNo ratings yet
- TEPZZ 8 649B - T: European Patent SpecificationDocument14 pagesTEPZZ 8 649B - T: European Patent SpecificationJie99No ratings yet
- European Patent Specification F01D 25/30, F01D 25/14,: Printed by Jouve, 75001 PARIS (FR)Document9 pagesEuropean Patent Specification F01D 25/30, F01D 25/14,: Printed by Jouve, 75001 PARIS (FR)Diogo CorreaNo ratings yet
- Ep 09015185 Nwa 1Document9 pagesEp 09015185 Nwa 1jdedfvNo ratings yet
- Process for Concentrating Sulphuric AcidDocument9 pagesProcess for Concentrating Sulphuric AcidJuan Diego Urrea GordilloNo ratings yet
- Europen Patent ApplicationDocument19 pagesEuropen Patent ApplicationKris Prez-ckiNo ratings yet
- EP1817260B1Document15 pagesEP1817260B1Andifitiavana nahidNo ratings yet
- EP19218986NWA1Document10 pagesEP19218986NWA1prasant.dakuaNo ratings yet
- Cryogenic Centrifugal Pump VerticalDocument28 pagesCryogenic Centrifugal Pump VerticalSIDDARAJU NNo ratings yet
- Us 20080005966Document5 pagesUs 20080005966trinasariNo ratings yet
- EP1322575B1Document16 pagesEP1322575B1Facundo MendezNo ratings yet
- Vinayaka Vratha KalpamDocument4 pagesVinayaka Vratha KalpamPurnima GunturuNo ratings yet
- TEPZZ - 989 5 B - T: European Patent SpecificationDocument18 pagesTEPZZ - 989 5 B - T: European Patent SpecificationjohnjkjkNo ratings yet
- TEPZZ - Z47 B - T: European Patent SpecificationDocument12 pagesTEPZZ - Z47 B - T: European Patent SpecificationmalyNo ratings yet
- Fired Heater Design for Improving Hydrocarbon Conversion ProcessesDocument14 pagesFired Heater Design for Improving Hydrocarbon Conversion Processesxyz7890No ratings yet
- European Patent Application: Method of Controlling Combustion in Oxygen Combustion Boiler and Apparatus ThereforDocument14 pagesEuropean Patent Application: Method of Controlling Combustion in Oxygen Combustion Boiler and Apparatus ThereforThang Cao DaiNo ratings yet
- Sulfuric Acid Manufacturing PlantDocument6 pagesSulfuric Acid Manufacturing PlantmichsantosNo ratings yet
- EP00965592NWB1Document10 pagesEP00965592NWB1muyodi yahayaNo ratings yet
- EP3633274B1 guia observarDocument24 pagesEP3633274B1 guia observarClaudio SollarenNo ratings yet
- TEPZZ 7785 4A - T: European Patent ApplicationDocument12 pagesTEPZZ 7785 4A - T: European Patent ApplicationThang Cao DaiNo ratings yet
- Ulllted States Patent (10) Patent N0.: US 7,935,254 B2Document6 pagesUlllted States Patent (10) Patent N0.: US 7,935,254 B2Dejan CekovskiNo ratings yet
- Controlling H2S emissions in geothermal power plantsDocument10 pagesControlling H2S emissions in geothermal power plantsArslan SaralNo ratings yet
- EP 1 067 214 B1 Water treatment chemical patentDocument15 pagesEP 1 067 214 B1 Water treatment chemical patentBanvari GurjarNo ratings yet
- TEPZZ Z64745A - T: European Patent ApplicationDocument13 pagesTEPZZ Z64745A - T: European Patent ApplicationRajeshKumarSahuNo ratings yet
- Hydrolysis of Carbonyl Sulfide Over AluminaDocument8 pagesHydrolysis of Carbonyl Sulfide Over AluminaAprie SubektiNo ratings yet
- Contact ProcessDocument19 pagesContact ProcessLeela Santosh KumarNo ratings yet
- Rotary Dryer Steam Distribution SystemDocument7 pagesRotary Dryer Steam Distribution SystemDouglas TondelloNo ratings yet
- TEPZZ 4 8 - ZZA - T: European Patent ApplicationDocument23 pagesTEPZZ 4 8 - ZZA - T: European Patent ApplicationMaru LinNo ratings yet
- Production of Specialty Chemicals From A Coal Gasification Acid Gas Waste StreamDocument26 pagesProduction of Specialty Chemicals From A Coal Gasification Acid Gas Waste StreamAbubakar Ahmed MagzoubNo ratings yet
- ADAMS, JR., Petersen - 2016 - Diaphragm Compressor With An Oblong Shaped ChamberDocument20 pagesADAMS, JR., Petersen - 2016 - Diaphragm Compressor With An Oblong Shaped ChambercankushbjkNo ratings yet
- Claus ProcessDocument8 pagesClaus ProcessAnkit KumarNo ratings yet
- Us20090277263a1 PDFDocument4 pagesUs20090277263a1 PDFSuman ShahNo ratings yet
- Datos UtilesDocument23 pagesDatos UtilesAndres WhiteNo ratings yet
- Recovery of Sulfwr From Sour AcidDocument20 pagesRecovery of Sulfwr From Sour AcidAnnejan VisserNo ratings yet
- Deaerator - WikipediaDocument8 pagesDeaerator - Wikipediaameen alhakimiNo ratings yet
- European Patent Specification: Produce Cement Clinker Using Coke With A High Content of SulfurDocument16 pagesEuropean Patent Specification: Produce Cement Clinker Using Coke With A High Content of SulfurJohn GiannakopoulosNo ratings yet
- Styrene (Recovered)Document7 pagesStyrene (Recovered)Mario VensfiseCrewNo ratings yet
- Ep15781171nwb1 1Document17 pagesEp15781171nwb1 1rubenpartogi84No ratings yet
- Plate Heat Exchangers for GeothermalDocument2 pagesPlate Heat Exchangers for GeothermalImudia Omamuefe VictorNo ratings yet
- Claus ProcessDocument6 pagesClaus ProcessRafi AlgawiNo ratings yet
- Overview of The ProcessDocument10 pagesOverview of The ProcessChaitanya PottiNo ratings yet
- Chapter 4 Heat Exchangers With High-Finned Trufin TubesDocument0 pagesChapter 4 Heat Exchangers With High-Finned Trufin TubesManuel ArroyoNo ratings yet
- carbamate condenserDocument23 pagescarbamate condensersaramartori.2002No ratings yet
- Anaerobic purification device improves mixing and fluidizationDocument16 pagesAnaerobic purification device improves mixing and fluidizationNghi VoNo ratings yet
- Paten Methanol 1Document12 pagesPaten Methanol 1Lathifa Rahma AstutiNo ratings yet
- 1988 - Bilgen - Solar h2Document8 pages1988 - Bilgen - Solar h2Evandro VettorazziNo ratings yet
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- Gas Flows VolumeDocument2 pagesGas Flows Volumejonh lanz reyesNo ratings yet
- Activity Sheet 1 Directions:: Activity No. 1: Activity No. 2: Activity No. 3Document9 pagesActivity Sheet 1 Directions:: Activity No. 1: Activity No. 2: Activity No. 3Gelaii Espina GaviolaNo ratings yet
- Senior General Chemistry 1 - Q1 - Module 11 For PrintingDocument36 pagesSenior General Chemistry 1 - Q1 - Module 11 For PrintingJiltonNo ratings yet
- CHS Physics Brawl Tryout Test GuideDocument5 pagesCHS Physics Brawl Tryout Test GuideFaith FrancisNo ratings yet
- Mole Concept-1 JEE Main and Advanced PDFDocument6 pagesMole Concept-1 JEE Main and Advanced PDFAryan Jaiswal100% (1)
- AFT Arrow 4.0Document2 pagesAFT Arrow 4.0erjainrachitNo ratings yet
- Pool FiresDocument18 pagesPool FiresNoah RyderNo ratings yet
- Sample Paper Class 9Document204 pagesSample Paper Class 9Astha100% (1)
- Classification of MatterDocument3 pagesClassification of MatterJosefina TabatNo ratings yet
- Furnace Heater DesignDocument7 pagesFurnace Heater DesignMubashir fareedNo ratings yet
- Successful and Safe De-And Recommissioning of A Cold Ammonia Storage TankDocument11 pagesSuccessful and Safe De-And Recommissioning of A Cold Ammonia Storage TankVeky PamintuNo ratings yet
- 27-12-2023 - SR - Super60 - Elite, Target & LIIT-BTs - Jee-Main-GTM-04 - Q.PAPERDocument24 pages27-12-2023 - SR - Super60 - Elite, Target & LIIT-BTs - Jee-Main-GTM-04 - Q.PAPERgrnarendra77No ratings yet
- Activity Sheet-27 (Particulate Nature of Matter)Document5 pagesActivity Sheet-27 (Particulate Nature of Matter)Nkemzi NzetengenleNo ratings yet
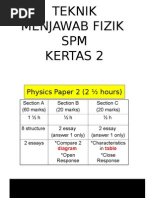
- Teknik Menjawab Kertas 2 FizikDocument41 pagesTeknik Menjawab Kertas 2 FizikCikgu Mohamad Esmandi HapniNo ratings yet
- All India Aakash Test Series For NEET - 2022 TEST - 6 (Code-A)Document20 pagesAll India Aakash Test Series For NEET - 2022 TEST - 6 (Code-A)scrbdddNo ratings yet
- Radio Frequency Capacitive Discharges 1st Edition Ebook PDF VersionDocument58 pagesRadio Frequency Capacitive Discharges 1st Edition Ebook PDF Versionjames.jones106100% (39)
- Becker T-Ball Control Valve: For Natural Gas ApplicationsDocument16 pagesBecker T-Ball Control Valve: For Natural Gas ApplicationsEduardo RiveraNo ratings yet
- Modul EksperimenDocument15 pagesModul Eksperimen871226No ratings yet
- Download General Chemistry 11Th Edition Ebbing Test Bank pdf docxDocument25 pagesDownload General Chemistry 11Th Edition Ebbing Test Bank pdf docxmargaret.chandler453100% (9)
- Prof. Shehzad Afzal's MCQs and Short Questions from Chemistry 1st YearDocument5 pagesProf. Shehzad Afzal's MCQs and Short Questions from Chemistry 1st YearMuhammad Ishtiaq100% (2)
- Alat CSRDocument11 pagesAlat CSROperation TewehNo ratings yet
- Script On Peta Gen ChemDocument6 pagesScript On Peta Gen ChemJohn Gerald JamonNo ratings yet
- Extended Thermocouples Boost Gas Turbine Efficiency & ReliabilityDocument2 pagesExtended Thermocouples Boost Gas Turbine Efficiency & ReliabilityHeryanto SyamNo ratings yet