You might also like
- Flash Calc 1flash Calc 185Document18 pagesFlash Calc 1flash Calc 185Mohamed MamdouhNo ratings yet
- Core Monitoring and Testing - AC MachinesDocument40 pagesCore Monitoring and Testing - AC MachinesMaycon MaranNo ratings yet
- Ground FaultDocument27 pagesGround FaultbobyNo ratings yet
- Converting To Variable Speed at A Pumped-Storage PlantDocument9 pagesConverting To Variable Speed at A Pumped-Storage Plantle hoai NamNo ratings yet
- Commissioning Generators and Its Auxiliary SystemDocument90 pagesCommissioning Generators and Its Auxiliary SystemSam100% (2)
- 3882 1 RG3CatalogueDocument12 pages3882 1 RG3CatalogueJose Domingo Castro100% (1)
- Mechanical Engineering PPT of AltafDocument10 pagesMechanical Engineering PPT of AltafAltaf HussainNo ratings yet
- Laboratory Manual MEC-325 Thermo Fluid Engineering LaboratoryDocument36 pagesLaboratory Manual MEC-325 Thermo Fluid Engineering LaboratoryArpit Kumar Jain100% (1)
- RAEC GRADE 8 PHYSICS MECHANICS 1 WS SPEED VELOCITY ACCELERATIONDocument4 pagesRAEC GRADE 8 PHYSICS MECHANICS 1 WS SPEED VELOCITY ACCELERATIONadmin95No ratings yet
- Vibrational Behaviour of The Turbo Generator Stator End Winding in CaseDocument12 pagesVibrational Behaviour of The Turbo Generator Stator End Winding in Casekoohestani_afshin50% (2)
- Project Report On Six Weeks Training At ANDRITZ HydroDocument36 pagesProject Report On Six Weeks Training At ANDRITZ HydroTashmeet SinghNo ratings yet
- Guidelines For Selection of Turbines, Preliminary Dimensioning and Layout of Surface Hydroelectric Power HousesDocument17 pagesGuidelines For Selection of Turbines, Preliminary Dimensioning and Layout of Surface Hydroelectric Power HousessubasratnaNo ratings yet
- Mechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7Document58 pagesMechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7anshikas_4100% (1)
- GBT 8564 2003 Specification For Installation of Hydraulic Turbine Generator UnitsDocument104 pagesGBT 8564 2003 Specification For Installation of Hydraulic Turbine Generator UnitsvietnhuNo ratings yet
- Geothermal Plant SystemsDocument13 pagesGeothermal Plant SystemsKant KanyarusokeNo ratings yet
- IEM c3 PDFDocument62 pagesIEM c3 PDFdinamo1948No ratings yet
- Swing CheckDocument3 pagesSwing CheckSuresh RamanujaluNo ratings yet
- Precommissioning Load TrialDocument47 pagesPrecommissioning Load Trialyinkaakins2001100% (3)
- Section 263235 - Standby Generator Testing and Commissioning.1Document5 pagesSection 263235 - Standby Generator Testing and Commissioning.1yaniahmad_82No ratings yet
- Modern Design For Variable Speed Motor-GeneratorsDocument18 pagesModern Design For Variable Speed Motor-Generatorsmunagala balasubramanyamNo ratings yet
- SFC Disconnect SwitchDocument1 pageSFC Disconnect SwitchZakir Hossain BiplobNo ratings yet
- Testing & CommissioningDocument7 pagesTesting & Commissioningpraveshkafle50% (2)
- Hydro Power Governor BrochureDocument8 pagesHydro Power Governor BrochureTitipong PulbunrojNo ratings yet
- 090443P - Synchronous Generator Transient AnalysisDocument16 pages090443P - Synchronous Generator Transient AnalysisManoj JayaruwanNo ratings yet
- Hydro Power Plant PresentationDocument35 pagesHydro Power Plant PresentationM Hamza NadeemNo ratings yet
- GEA33306 BN Hydro Application Guide - R7Document48 pagesGEA33306 BN Hydro Application Guide - R7Viet DinhTrongNo ratings yet
- Kaplan TurbineDocument17 pagesKaplan Turbinepoluri manicharanNo ratings yet
- 3.1 Turbine and GoverningDocument90 pages3.1 Turbine and GoverningGökhan Aytaş100% (2)
- Circulating Water SystemDocument44 pagesCirculating Water SystemVinoth100% (1)
- IEEE STD 125-2007 PDFDocument61 pagesIEEE STD 125-2007 PDFSérgio LageNo ratings yet
- Generator Operation Manual QN1 SEC G 04 TP 004Document187 pagesGenerator Operation Manual QN1 SEC G 04 TP 004Bui Vanluong100% (2)
- Capacity factor explained: the ratio of actual output to potential outputDocument5 pagesCapacity factor explained: the ratio of actual output to potential outputCh Srikanth ReddyNo ratings yet
- Standard Test Method For Electrical InsulationDocument18 pagesStandard Test Method For Electrical InsulationKian ChuanNo ratings yet
- TPS Working & EquipmentsDocument44 pagesTPS Working & EquipmentsmvpngpNo ratings yet
- MV Switch Gear PDFDocument72 pagesMV Switch Gear PDFvidhyaNo ratings yet
- POWER MANAGEMENT HYDRO TURBINE GOVERNINGDocument113 pagesPOWER MANAGEMENT HYDRO TURBINE GOVERNINGnetygen1100% (1)
- Rehabilitation of A Steel Penstock - WaterPower PaperDocument13 pagesRehabilitation of A Steel Penstock - WaterPower PaperJean Yves Gauthier100% (2)
- Hydraulic Turbine and Associated EquipmentDocument47 pagesHydraulic Turbine and Associated Equipmentpavankumar0010% (1)
- Rehabilitation of HydropowerDocument103 pagesRehabilitation of HydropowerFrancisco UrbanoNo ratings yet
- Black Start Diesel Gen. SystemDocument29 pagesBlack Start Diesel Gen. SystemعليفاضلNo ratings yet
- Draft Tube CFD Validation with FLINDT DataDocument26 pagesDraft Tube CFD Validation with FLINDT DataKhairy ElsayedNo ratings yet
- 300 MW Variable Speed Drives For Pump-Storage Plant Application GoldisthalDocument24 pages300 MW Variable Speed Drives For Pump-Storage Plant Application GoldisthalMiguel Esteban MartinezNo ratings yet
- Chapter-9 Hydro Generator Characteristics and Performance PDFDocument32 pagesChapter-9 Hydro Generator Characteristics and Performance PDFVerruumm AmineNo ratings yet
- Variable Speed OperationDocument10 pagesVariable Speed Operationmunagala balasubramanyamNo ratings yet
- AE2303 FLUID MECHANICS AND MACHINERYDocument75 pagesAE2303 FLUID MECHANICS AND MACHINERYrajuNo ratings yet
- Commissioning of HydroDocument59 pagesCommissioning of Hydropawannhpc100% (3)
- Francis Turbine ManualDocument16 pagesFrancis Turbine ManualMuthu KumaranNo ratings yet
- Erection of Pelton Turbine Components Step-by-Step GuideDocument91 pagesErection of Pelton Turbine Components Step-by-Step Guidebhanu prasad100% (1)
- 1466 CH Bieudron 423-Pelton-Runners enDocument12 pages1466 CH Bieudron 423-Pelton-Runners enFolpoNo ratings yet
- Selecting Hydraulic Turbines, Pump Turbines, Generators & MotorsDocument160 pagesSelecting Hydraulic Turbines, Pump Turbines, Generators & MotorsDodik IstiantoNo ratings yet
- Tamar Hydro Turbines Product ProfileDocument12 pagesTamar Hydro Turbines Product ProfileДимитър ДимановNo ratings yet
- EvaPower For HydropowerDocument15 pagesEvaPower For HydropowerTamboli EnergiNo ratings yet
- Black Start of SR 2014Document211 pagesBlack Start of SR 2014Mahesh SankarankuttyNo ratings yet
- Bhel Haridwar - Training Report - 800 MW Bar CIM Block 4 (EEE)Document27 pagesBhel Haridwar - Training Report - 800 MW Bar CIM Block 4 (EEE)Amit Kumar67% (6)
- Guidelines For Selection of Generator For SHPDocument44 pagesGuidelines For Selection of Generator For SHPaajani5463No ratings yet
- Vorecon Variable Speed Planetary Gear PDFDocument40 pagesVorecon Variable Speed Planetary Gear PDFsandy4u2k2No ratings yet
- Hydro Generator Components & Their AnalysisDocument38 pagesHydro Generator Components & Their AnalysisSandeep KumarNo ratings yet
- Static Frequency Converter Cubicle Simplifies InstallationDocument9 pagesStatic Frequency Converter Cubicle Simplifies InstallationRamot M HutabaratNo ratings yet
- Convert Thermal Energy to ElectricityDocument3 pagesConvert Thermal Energy to ElectricityHaris RanaNo ratings yet
- Performance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat RecuperationDocument6 pagesPerformance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat Recuperationwgxiang100% (4)
- Kaigah HPP - Executive SummaryDocument27 pagesKaigah HPP - Executive SummaryAli Nawaz Khan100% (1)
- CW Pumps Tripping On Over Load, 210 MW Unit, 02-03Document5 pagesCW Pumps Tripping On Over Load, 210 MW Unit, 02-03Charu ChhabraNo ratings yet
- Skt-Maintenance of Electro-Mechanicl Equipment of SHPDocument51 pagesSkt-Maintenance of Electro-Mechanicl Equipment of SHPsktyagi_iitr6102No ratings yet
- Milton Cat Preventive Maintenance PM 1 and PM 2 Marketing PieceDocument2 pagesMilton Cat Preventive Maintenance PM 1 and PM 2 Marketing PieceEdwin AlexNo ratings yet
- Air Test of Pressure PartsDocument3 pagesAir Test of Pressure PartsGohel mohitNo ratings yet
- E&M Health CheckupDocument3 pagesE&M Health CheckupAlliedNo ratings yet
- Computation of Additional Losses Due To Rotoreccentricity in Electrical MachinesDocument8 pagesComputation of Additional Losses Due To Rotoreccentricity in Electrical Machinesafru2000No ratings yet
- Sustainability 09 01276Document20 pagesSustainability 09 01276datdreams2No ratings yet
- Ex2a 737515495Document22 pagesEx2a 737515495afru2000No ratings yet
- Calculation On Electromagnetic Characteristics of Synchronous Condenser Under Rotor EccentricityDocument5 pagesCalculation On Electromagnetic Characteristics of Synchronous Condenser Under Rotor Eccentricityafru2000No ratings yet
- A Case Study of Voltage Transformer FailuresDocument12 pagesA Case Study of Voltage Transformer Failuresafru2000No ratings yet
- Instrument Transformer Safety From Explosion - In-Service VerificationDocument12 pagesInstrument Transformer Safety From Explosion - In-Service Verificationafru2000No ratings yet
- A Methos For Dynamic Simulation and Detection of Dynamic Air-Gap Eccentricity in Synchronous MachinesDocument3 pagesA Methos For Dynamic Simulation and Detection of Dynamic Air-Gap Eccentricity in Synchronous Machinesafru2000No ratings yet
- Electric Arc Explosions: January 2010Document15 pagesElectric Arc Explosions: January 2010afru2000No ratings yet
- Modeling and Simulation of Internal Faults in Salient Pole Synchronous Generators With Wave WindingsDocument16 pagesModeling and Simulation of Internal Faults in Salient Pole Synchronous Generators With Wave Windingsafru2000No ratings yet
- Table 4.4: Failure Modes, Effects Analysis and Detection Methods For The Test SystemDocument10 pagesTable 4.4: Failure Modes, Effects Analysis and Detection Methods For The Test Systemafru2000No ratings yet
- Transient Finite-Element Analysis and Testing of A Salient-Pole Synchronous Generator With Different Damper Winding Design SolutionsDocument7 pagesTransient Finite-Element Analysis and Testing of A Salient-Pole Synchronous Generator With Different Damper Winding Design Solutionsafru2000No ratings yet
- Finite Element Analysis of Saturated Synchronous Reactances of Salient Pole Synchronous MachineDocument14 pagesFinite Element Analysis of Saturated Synchronous Reactances of Salient Pole Synchronous Machineafru2000No ratings yet
- Finite Element Analysis of Dynamic Behavior of Salient Poles Synchronous MotorDocument7 pagesFinite Element Analysis of Dynamic Behavior of Salient Poles Synchronous Motorafru2000No ratings yet
- 8.the Load CombinationsDocument18 pages8.the Load CombinationsPetal SarkarNo ratings yet
- Ansys Fluent Simulation ReportDocument9 pagesAnsys Fluent Simulation ReportME 26 PRADEEP KUMARNo ratings yet
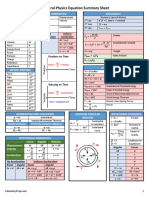
- Chads Ultimate Physics Equation Cheat SheetDocument5 pagesChads Ultimate Physics Equation Cheat SheetAaliyah Nicole D. GomezNo ratings yet
- Vibration Sensor For A Cantilever Beam Using Piezoelectric CrystalDocument10 pagesVibration Sensor For A Cantilever Beam Using Piezoelectric CrystalvenuNo ratings yet
- Preparatory Test - Biology, Physics and ChemistryDocument3 pagesPreparatory Test - Biology, Physics and ChemistryMortojaNo ratings yet
- 15265Document15 pages15265VickyNo ratings yet
- D6467.1395.CD-Cohesive SoilsDocument7 pagesD6467.1395.CD-Cohesive Soilsvalmorebocanegralond100% (1)
- GRE Formula SheetDocument5 pagesGRE Formula SheetHumberto GilmerNo ratings yet
- Calculating percentage of oxygen in air after evaporating liquid nitrogenDocument2 pagesCalculating percentage of oxygen in air after evaporating liquid nitrogenlutfi awnNo ratings yet
- Temperature Measuring InstrumentsDocument11 pagesTemperature Measuring InstrumentsBen Aldrian Tariao Ibañez100% (1)
- Ads 0125 PDFDocument2 pagesAds 0125 PDFHossam A.MoneimNo ratings yet
- TEE Data Sheet ParametersDocument12 pagesTEE Data Sheet ParametersKing1971No ratings yet
- Solution For Tutorial ECH3602Document23 pagesSolution For Tutorial ECH3602Prem KumarNo ratings yet
- Infinitely Long Fins (Document7 pagesInfinitely Long Fins (Ehl GutierrezNo ratings yet
- Is - Iso .8528.9.1995 0Document22 pagesIs - Iso .8528.9.1995 0Jeremy ArceNo ratings yet
- Casting Gating Ratio AssignmentDocument2 pagesCasting Gating Ratio AssignmentAkashkumar PrajapatiNo ratings yet
- Adverb PPT CO English 4 1 1Document27 pagesAdverb PPT CO English 4 1 1mizel dotillosNo ratings yet
- 1st Floor Slab Design Sample PDFDocument5 pages1st Floor Slab Design Sample PDFSanjeev SanjeevNo ratings yet
- Physics IntroductionDocument25 pagesPhysics IntroductionhannaNo ratings yet
- NADCAP ChecklistaDocument9 pagesNADCAP ChecklistaThomas HanssonNo ratings yet
- Work Sheet - Climate - IX - Aug 2020Document4 pagesWork Sheet - Climate - IX - Aug 2020Abirami santhanamNo ratings yet
- LEARNING ACTIVITY SHEET 1 - Science 10Document3 pagesLEARNING ACTIVITY SHEET 1 - Science 10cherrymaeregalario2001No ratings yet
- Plastic Material Testing LabDocument24 pagesPlastic Material Testing LabPreksha AgrawalNo ratings yet
- Dalton's Atomic Theory: Key DiscoveriesDocument7 pagesDalton's Atomic Theory: Key DiscoveriesMhyr Pielago CambaNo ratings yet
- 15.plane Frame Analysis Using The Stiffness MethodDocument21 pages15.plane Frame Analysis Using The Stiffness MethodTing KuanNo ratings yet