You might also like
- Cast IronDocument15 pagesCast IronJohnNo ratings yet
- Feeding Risering For Steel Casting Design PDFDocument10 pagesFeeding Risering For Steel Casting Design PDFHusen TaufiqNo ratings yet
- Is Phosphorus Bad For SteelDocument19 pagesIs Phosphorus Bad For SteelKarun Dev100% (1)
- SLIVER DEFECTS ON LOW CARBON STEELSDocument5 pagesSLIVER DEFECTS ON LOW CARBON STEELSVarun MishraNo ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinNo ratings yet
- MINEX Metallurgical CoDocument41 pagesMINEX Metallurgical CoPriyank SamagraNo ratings yet
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikNo ratings yet
- Greencast 94 PlusDocument1 pageGreencast 94 PlusAHMAD FAHRUR ROZAQNo ratings yet
- Crystals 12 00978Document9 pagesCrystals 12 00978irmaNo ratings yet
- Molybdenum PDFDocument6 pagesMolybdenum PDFJessie PimentelNo ratings yet
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 pagesSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNo ratings yet
- Oil Field Alloy Selection GuideDocument11 pagesOil Field Alloy Selection GuideAnonymous 7yN43wjlNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Ni-Resist Alloy Properties and Applications GuideDocument40 pagesNi-Resist Alloy Properties and Applications GuidePrasad Aher100% (1)
- Effect of Elements in SteelDocument3 pagesEffect of Elements in SteelJayakrishnan Radhakrishnan100% (1)
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- Annealing (metallurgy) - Heat treatment softens metalsDocument4 pagesAnnealing (metallurgy) - Heat treatment softens metalsStephen MontelepreNo ratings yet
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocument5 pagesAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamNo ratings yet
- AGA 2007 Acid Purification Chemistry Kleingarn CurveDocument12 pagesAGA 2007 Acid Purification Chemistry Kleingarn CurveRaj KumarNo ratings yet
- Gas Fron Green SandDocument13 pagesGas Fron Green Sandjose.figueroa@foseco.comNo ratings yet
- Thermomechanical Processing of Rebar SteelDocument2 pagesThermomechanical Processing of Rebar SteelRajesh YenugulaNo ratings yet
- Product Description Wire RodDocument3 pagesProduct Description Wire RodEngr Farrukh RehanNo ratings yet
- Gray Iron Foundries Produce High-Strength CastingsDocument20 pagesGray Iron Foundries Produce High-Strength Castingsbebe3838No ratings yet
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 pagesThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNo ratings yet
- Copper Nickel AlloysDocument5 pagesCopper Nickel AlloysAditya Agarwal100% (2)
- IBR 73-80 Steel CastingsDocument5 pagesIBR 73-80 Steel CastingsRajivharolikarNo ratings yet
- CH 3 PDFDocument20 pagesCH 3 PDFHassaan SajidNo ratings yet
- Effect of Niobium in SteelDocument6 pagesEffect of Niobium in SteelJonhy Bravo100% (2)
- Steel CleanlinessDocument22 pagesSteel CleanlinessfondershellNo ratings yet
- Engineering Failure Analysis of Low Carbon Steels in Deep DrawingDocument7 pagesEngineering Failure Analysis of Low Carbon Steels in Deep DrawingPaul RosiahNo ratings yet
- Aleaciones de Aluminio Astm b928b928mDocument10 pagesAleaciones de Aluminio Astm b928b928mHaniel FcNo ratings yet
- MicrostructuresDocument10 pagesMicrostructuresErin BarryNo ratings yet
- Development of New Etchant For High Manganese Steel CastingDocument9 pagesDevelopment of New Etchant For High Manganese Steel CastingShankhaPathakNo ratings yet
- A. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Document288 pagesA. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Graylab Technologies100% (1)
- AISI 4140 Alloy Steel (UNS G41400) : Topics CoveredDocument3 pagesAISI 4140 Alloy Steel (UNS G41400) : Topics Covereda.mohamedlathifNo ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Ferrite and Austenite Grain StructuresDocument148 pagesFerrite and Austenite Grain StructuresFelipe Arce100% (2)
- Ductile Iron: 2000 Issue 3Document73 pagesDuctile Iron: 2000 Issue 3karthikkandaNo ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- MP - S JoseDocument334 pagesMP - S JoseAskar BashaNo ratings yet
- Porosity in Castings AFS Transactions 2005Document28 pagesPorosity in Castings AFS Transactions 2005jlplazaolaNo ratings yet
- Astm Chart WstylerDocument1 pageAstm Chart WstylernghiNo ratings yet
- LIBRO3Document43 pagesLIBRO3Camilo LacoutureNo ratings yet
- Modelling Rotary KilnDocument5 pagesModelling Rotary KilnTC Nazan FıçıcıNo ratings yet
- Duplex Steels: Carbides and Nitrides Reduce Corrosion ResistanceDocument9 pagesDuplex Steels: Carbides and Nitrides Reduce Corrosion ResistanceKatellin BermudezNo ratings yet
- 04-200-R1 Silicon Iron AnodesDocument2 pages04-200-R1 Silicon Iron Anodessams1101No ratings yet
- 003 SOP of Phosphate BathDocument1 page003 SOP of Phosphate BathNirmal WiresNo ratings yet
- Heat Affected Zone Structure and Properties of A Welded Copper BeDocument295 pagesHeat Affected Zone Structure and Properties of A Welded Copper BechocohmxNo ratings yet
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocument10 pagesAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJNo ratings yet
- TMT Bars (Friends ISI) PDFDocument3 pagesTMT Bars (Friends ISI) PDFPiyushiNo ratings yet
- Tundish Cover Ladle Nodularization Technical InfoDocument2 pagesTundish Cover Ladle Nodularization Technical InfoAnonymous iztPUhIiNo ratings yet
- Welding Chrome-Moly Steel: What You Should Know About T-1 WiresDocument22 pagesWelding Chrome-Moly Steel: What You Should Know About T-1 WiresKentDemeterioNo ratings yet
- Extending Kettle LifeDocument7 pagesExtending Kettle LifeSky Ong CwNo ratings yet
- Gray Cast Iron-1Document18 pagesGray Cast Iron-1ManicharanNo ratings yet
- Dr. Abdul BasitDocument1 pageDr. Abdul BasitAdeel BhattiNo ratings yet
- Engr. FoziaDocument1 pageEngr. FoziaAdeel BhattiNo ratings yet
- ANDDocument2 pagesANDAdeel BhattiNo ratings yet
- How to Write a Successful Letter of Motivation for a Master's Program in GermanyDocument1 pageHow to Write a Successful Letter of Motivation for a Master's Program in GermanyReska Nurul FadilaNo ratings yet
- Manganese 0.1 To 0.2% Magnesium 0.03 To 0.04% Phosphorus 0.005 To 0.04% Sulfur 0.005 To 0.02%Document1 pageManganese 0.1 To 0.2% Magnesium 0.03 To 0.04% Phosphorus 0.005 To 0.04% Sulfur 0.005 To 0.02%Adeel BhattiNo ratings yet
- Spectrometer Analysis Report FindingsDocument1 pageSpectrometer Analysis Report FindingsAdeel BhattiNo ratings yet
- Claude 3Document139 pagesClaude 3ndayizeyeyavan19No ratings yet
- Precipitation ReactionsDocument3 pagesPrecipitation ReactionsborgiamatriceNo ratings yet
- CEJMPSpecial Distribution Information:Sponsor Signature:Date:A–2 A.1.3A.1.4A.1.5A.1.6A.1.7A.1.8A.1.9A.1.10A.1.11A.1.12A.1.13A.1.14A.1.15A.1.16A.1.17A.1.18A.1Document117 pagesCEJMPSpecial Distribution Information:Sponsor Signature:Date:A–2 A.1.3A.1.4A.1.5A.1.6A.1.7A.1.8A.1.9A.1.10A.1.11A.1.12A.1.13A.1.14A.1.15A.1.16A.1.17A.1.18A.1Diego LunaNo ratings yet
- Acumen Capital Market minimum span report as of June 2018Document12 pagesAcumen Capital Market minimum span report as of June 2018Bandaru NarendrababuNo ratings yet
- Recent Progress in Titanium Extraction and RecyclingDocument14 pagesRecent Progress in Titanium Extraction and Recyclingraihan dzakyNo ratings yet
- OS Coll. Vol. 1 p392-P-Nitrobenzoic AcidDocument3 pagesOS Coll. Vol. 1 p392-P-Nitrobenzoic Acidsunil_vaman_joshiNo ratings yet
- Reviewer cm1231p PDFDocument5 pagesReviewer cm1231p PDFPark Shi Win0% (1)
- Httpsmoodle - Uniba.skpluginfile - Php150161mod Resourcecontent1Drug20analysis Lecture 10 23112022 PDFDocument81 pagesHttpsmoodle - Uniba.skpluginfile - Php150161mod Resourcecontent1Drug20analysis Lecture 10 23112022 PDFSanaNo ratings yet
- 4140 WeldDocument4 pages4140 WeldGuilherme Augusto de OliveiraNo ratings yet
- Electronegativity-Polarity and Chemical BondDocument33 pagesElectronegativity-Polarity and Chemical BondDn Angel100% (1)
- Cambridge International General Certificate of Secondary EducationDocument1,153 pagesCambridge International General Certificate of Secondary EducationTiên Hoàng Hồng HoaNo ratings yet
- Che Vol1Document139 pagesChe Vol1abiramanNo ratings yet
- DAFTAR OBAT PENGOBATAN MASSALDocument6 pagesDAFTAR OBAT PENGOBATAN MASSALKayla NaylaNo ratings yet
- 04 - Modul A + Kimia Tg4Document26 pages04 - Modul A + Kimia Tg4yannNo ratings yet
- CSEC Chemistry Paper 1Document9 pagesCSEC Chemistry Paper 1Laimen ReveskiNo ratings yet
- Chem-Atomic StructureDocument2 pagesChem-Atomic StructureitsmeoulNo ratings yet
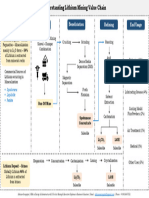
- Understanding Lithium Mining Value ChainDocument1 pageUnderstanding Lithium Mining Value Chainachint GoelNo ratings yet
- Chemistry Answer KeyDocument1 pageChemistry Answer KeyChristopher Banol0% (1)
- Cleaning Fired Heaters-Sootblower ManualDocument109 pagesCleaning Fired Heaters-Sootblower ManualSushil SharmaNo ratings yet
- Chapter 22 Practice Examples and ExercisesDocument22 pagesChapter 22 Practice Examples and Exerciseskennethleo69No ratings yet
- Air Purity TestDocument4 pagesAir Purity TestMata Gyan Devi Endocrine CentreNo ratings yet
- SDSS For ValvesDocument4 pagesSDSS For ValvesAhmed Ibrahim Ahmed EissaNo ratings yet
- Determination of Barium From Barium Sulphate GravimetricallyDocument2 pagesDetermination of Barium From Barium Sulphate GravimetricallyMg H100% (3)
- Low Tensile Structural Steels - Specification (Third Revision)Document11 pagesLow Tensile Structural Steels - Specification (Third Revision)AbinashBeheraNo ratings yet
- 3051aSOPver12 W SPKDocument8 pages3051aSOPver12 W SPKAfroditiNo ratings yet
- 9-Complex Formation TitrationsDocument15 pages9-Complex Formation TitrationsnidsNo ratings yet
- 5B - Stoichiometry 2Document41 pages5B - Stoichiometry 2Vimanan A/L S. VelangganiNo ratings yet
- Formula Mass WorksheetDocument21 pagesFormula Mass WorksheetEsther ParNo ratings yet
- Gold Mat - ColourchartmetalsDocument4 pagesGold Mat - Colourchartmetalsiklem79No ratings yet
- 9701 s12 Ms 22 PDFDocument6 pages9701 s12 Ms 22 PDFtinoda almaNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)