You might also like
- Young-Sik Ghim KRISSDocument12 pagesYoung-Sik Ghim KRISSشہریار شمسیNo ratings yet
- Review - Edgar Omar Ovalle OzunaDocument8 pagesReview - Edgar Omar Ovalle OzunaEdgar OvalleNo ratings yet
- Inspection of Complex Surfaces by Means of Structured Light PatternsDocument19 pagesInspection of Complex Surfaces by Means of Structured Light PatternsJorge Wanderley RibeiroNo ratings yet
- Crack Width in ConcreteDocument13 pagesCrack Width in ConcreteMadhavi Latha KasulanatiNo ratings yet
- Pavement Crack Detection and Classification Based On Fusion Feature of LBP and PCA With SVMDocument11 pagesPavement Crack Detection and Classification Based On Fusion Feature of LBP and PCA With SVMSebuah PesanNo ratings yet
- Endoscopic Image SequenceDocument18 pagesEndoscopic Image SequenceSudharson SudharNo ratings yet
- Mine Surveying Control of Wells: IOP Conference Series: Materials Science and EngineeringDocument7 pagesMine Surveying Control of Wells: IOP Conference Series: Materials Science and EngineeringBenhabireche AbdelhamidNo ratings yet
- Editorial: Introduction To The Special Issue On Innovative Applications of Computer VisionDocument2 pagesEditorial: Introduction To The Special Issue On Innovative Applications of Computer VisionasddsdsaNo ratings yet
- A Theory of Single-Viewpoint Catadioptric Image FormationDocument22 pagesA Theory of Single-Viewpoint Catadioptric Image FormationRajat AggarwalNo ratings yet
- Lenstronomy: Multi-Purpose Gravitational Lens Modelling Software PackageDocument39 pagesLenstronomy: Multi-Purpose Gravitational Lens Modelling Software Packagealexbrane morenoNo ratings yet
- 10.1515 - RGG 2016 0010Document22 pages10.1515 - RGG 2016 0010Volodymyr TarnavskyyNo ratings yet
- Kaleev 2017 IOP Conf. Ser. Mater. Sci. Eng. 240 012030Document5 pagesKaleev 2017 IOP Conf. Ser. Mater. Sci. Eng. 240 012030gfdczxNo ratings yet
- Journal of Synchrotron Radiation - 2019 - Sanchez Del Rio - A Hierarchical Approach For Modeling X Ray BeamlinesDocument15 pagesJournal of Synchrotron Radiation - 2019 - Sanchez Del Rio - A Hierarchical Approach For Modeling X Ray BeamlinesLeafar OllebarNo ratings yet
- Review of Single-Camera Stereo-Digital Image Correlation Techniques For Full-Field 3D Shape and Deformation MeasurementDocument19 pagesReview of Single-Camera Stereo-Digital Image Correlation Techniques For Full-Field 3D Shape and Deformation Measurement'Jorge Garrido VargasNo ratings yet
- Review of Single-Camera Stereo-Digital Image Correlation Techniques For Full-Field 3D Shape and Deformation MeasurementDocument19 pagesReview of Single-Camera Stereo-Digital Image Correlation Techniques For Full-Field 3D Shape and Deformation Measurement'Jorge Garrido VargasNo ratings yet
- Ge 2021 J. Phys. Conf. Ser. 1961 012017Document7 pagesGe 2021 J. Phys. Conf. Ser. 1961 012017Rupesh KumarNo ratings yet
- Journal of Synchrotron Radiation - 2020 - Berujon - X Ray Optics and Beam Characterization Using Random Modulation TheoryDocument9 pagesJournal of Synchrotron Radiation - 2020 - Berujon - X Ray Optics and Beam Characterization Using Random Modulation TheoryLeafar OllebarNo ratings yet
- Automatic Crack Detection and Measurement Based On Image AnaDocument8 pagesAutomatic Crack Detection and Measurement Based On Image Anab3d.dharoharNo ratings yet
- Project Report DataDocument5 pagesProject Report DataymntechNo ratings yet
- A Laser Triangulation-Based 3D Measurement System For Inner Surface of Deep HolesDocument7 pagesA Laser Triangulation-Based 3D Measurement System For Inner Surface of Deep Holes林北煎包侠No ratings yet
- Pan Et Al. - 2009 - Two-Dimensional Digital Image Correlation For In-PDocument18 pagesPan Et Al. - 2009 - Two-Dimensional Digital Image Correlation For In-PtjuliuyjNo ratings yet
- 10 31032FS8756699017030062Document9 pages10 31032FS8756699017030062omar shadyNo ratings yet
- Jahanshahi 2011 - Adaptive Vision-Based Crack DetectionDocument10 pagesJahanshahi 2011 - Adaptive Vision-Based Crack DetectionAntonNo ratings yet
- Optical Metrology and Optoacoustics in Nondestructive Evaluation of Materials 9819912253 9789819912254 CompressDocument415 pagesOptical Metrology and Optoacoustics in Nondestructive Evaluation of Materials 9819912253 9789819912254 CompressShahid IqbalNo ratings yet
- Overview of Underwater 3D Reconstruction Technology Based On Optical ImagesDocument50 pagesOverview of Underwater 3D Reconstruction Technology Based On Optical ImagesGuilherme OliveiraNo ratings yet
- 3 D Vision Feedback For Nanohandling Monitoring in A Scanning Electron MicroscopeDocument24 pages3 D Vision Feedback For Nanohandling Monitoring in A Scanning Electron Microscopepurrab divakarNo ratings yet
- Qin, M - The-ThreeDimensional-Elemental-Distribution-of-3D-Printing-Stainless-Steel-Gear-via-Confocal-3DXRF-Analysis - 2017Document7 pagesQin, M - The-ThreeDimensional-Elemental-Distribution-of-3D-Printing-Stainless-Steel-Gear-via-Confocal-3DXRF-Analysis - 2017meazamaliNo ratings yet
- In-Plane Displacement and Strain Image Analysis: Grac A Almeida & Fernando Mel IcioDocument13 pagesIn-Plane Displacement and Strain Image Analysis: Grac A Almeida & Fernando Mel Icioetrole3484No ratings yet
- Accurate Polarization Control in Nonorthogonal Two-Axis Lloyd 'S Mirror Interferometer For Fabrication of Two-Dimensional Scale GratingsDocument13 pagesAccurate Polarization Control in Nonorthogonal Two-Axis Lloyd 'S Mirror Interferometer For Fabrication of Two-Dimensional Scale GratingssankhaNo ratings yet
- Scanning Probe Microscope Dimensional Metrology at Nist: Home Search Collections Journals About Contact Us My IopscienceDocument12 pagesScanning Probe Microscope Dimensional Metrology at Nist: Home Search Collections Journals About Contact Us My IopscienceubuyukduruNo ratings yet
- Vision-Based Displacement Measurement Sensor Using Modified Taylor Approximation ApproachDocument11 pagesVision-Based Displacement Measurement Sensor Using Modified Taylor Approximation Approachmaniamjad321No ratings yet
- Laser Scanning in Engineering Surveying - Methods of Measurement and Modeling of StructuresDocument22 pagesLaser Scanning in Engineering Surveying - Methods of Measurement and Modeling of StructurestaufikNo ratings yet
- Sensors 17 01634Document9 pagesSensors 17 01634SkyFaLL-CSNo ratings yet
- Journal of Wind Engineering & Industrial Aerodynamics: Hongjin Kim, Seunghoon ShinDocument10 pagesJournal of Wind Engineering & Industrial Aerodynamics: Hongjin Kim, Seunghoon ShinAnonymous sQGjGjo7oNo ratings yet
- Rock FracturesDocument10 pagesRock FracturesROGER PINHONo ratings yet
- Ying 2010Document9 pagesYing 2010mehulaNo ratings yet
- RGG 2016 0010Document23 pagesRGG 2016 0010Volodymyr TarnavskyyNo ratings yet
- Self-Supervised Monocular Depth and Ego-Motion Estimation in Endoscopy: Appearance Flow To The RescueDocument16 pagesSelf-Supervised Monocular Depth and Ego-Motion Estimation in Endoscopy: Appearance Flow To The RescuePengZai ZhongNo ratings yet
- Using Laser Scanners For Modeling and Analysis in Architecture, Engineering, and ConstructionDocument6 pagesUsing Laser Scanners For Modeling and Analysis in Architecture, Engineering, and ConstructiondglopesNo ratings yet
- 1 s2.0 S014381661730060X MainDocument9 pages1 s2.0 S014381661730060X MaintjuliuyjNo ratings yet
- Scatter Correction Method For Cone-Beam CT Based On Interlacing-Slit ScanDocument8 pagesScatter Correction Method For Cone-Beam CT Based On Interlacing-Slit ScanСергій СенчуровNo ratings yet
- 156 PDFDocument6 pages156 PDFLOVELCO SASNo ratings yet
- Remote Eye Tracking: State of The Art and Directions For Future DevelopmentDocument5 pagesRemote Eye Tracking: State of The Art and Directions For Future DevelopmentSatyanarayana Mathur SuryanarayanaNo ratings yet
- Real-Time Crack Assessment Using Deep Neural Networks With Wall-Climbing Unmanned Aerial SystemDocument16 pagesReal-Time Crack Assessment Using Deep Neural Networks With Wall-Climbing Unmanned Aerial SystemEdgar Enrique Vilca RomeroNo ratings yet
- Applied Sciences: Automated Classification Analysis of Geological Structures Based On Images Data and Deep Learning ModelDocument16 pagesApplied Sciences: Automated Classification Analysis of Geological Structures Based On Images Data and Deep Learning ModelGarry MuñozNo ratings yet
- Stress AnalysisDocument2 pagesStress AnalysisashjavNo ratings yet
- J Optlaseng 2020 106301Document20 pagesJ Optlaseng 2020 106301Tejal ThakkarNo ratings yet
- Ad Joint Nonlinear Ray Tracing AuthorDocument13 pagesAd Joint Nonlinear Ray Tracing AuthorAlanis SoteloNo ratings yet
- Seminar ReportDocument36 pagesSeminar ReportMouni BoomiReddyMounika0% (2)
- Oe 25 2 1084 - 5Document22 pagesOe 25 2 1084 - 5aliramezanidehajNo ratings yet
- Jan Reznicek Dis 2014 PDFDocument136 pagesJan Reznicek Dis 2014 PDFNiteshNo ratings yet
- Plane-Space Algorithm Based On Binocular Stereo Vision With Its Estimation of Range and Measurement BoundaryDocument8 pagesPlane-Space Algorithm Based On Binocular Stereo Vision With Its Estimation of Range and Measurement BoundaryGSET LibraryNo ratings yet
- Sensors 16 00807Document19 pagesSensors 16 00807mahmoud khedrNo ratings yet
- On The Application of Non-Standard Rainbow Schlieren Technique Upon Supersonic JetsDocument11 pagesOn The Application of Non-Standard Rainbow Schlieren Technique Upon Supersonic JetsMartiniNo ratings yet
- Journal of Synchrotron Radiation - 2020 - Berujon - X Ray Optics and Beam Characterization Using Random ModulationDocument12 pagesJournal of Synchrotron Radiation - 2020 - Berujon - X Ray Optics and Beam Characterization Using Random ModulationLeafar OllebarNo ratings yet
- Vo Based On Motion EstimationDocument5 pagesVo Based On Motion EstimationherusyahputraNo ratings yet
- Optics 03 00028Document9 pagesOptics 03 00028api-300905531No ratings yet
- Image AnalysisDocument9 pagesImage AnalysisddvNo ratings yet
- Computer Aided Civil Eng - 2017 - Cha - Deep Learning Based Crack Damage Detection Using Convolutional Neural NetworksDocument18 pagesComputer Aided Civil Eng - 2017 - Cha - Deep Learning Based Crack Damage Detection Using Convolutional Neural NetworksMOHAMAD ALHASANNo ratings yet
- Theoretical method to increase the speed of continuous mapping in a three-dimensional laser scanning system using servomotors controlFrom EverandTheoretical method to increase the speed of continuous mapping in a three-dimensional laser scanning system using servomotors controlNo ratings yet
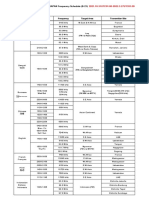
- NHK WORLD-JAPAN Satellite Radio Service (衛星ラジオ放送)Document2 pagesNHK WORLD-JAPAN Satellite Radio Service (衛星ラジオ放送)mohamadazareshNo ratings yet
- PPK-PPK/S Pistol: Safety & Instruction ManualDocument36 pagesPPK-PPK/S Pistol: Safety & Instruction ManualmohamadazareshNo ratings yet
- La-Ss!Fied: V. S. General Accounting OfficeDocument31 pagesLa-Ss!Fied: V. S. General Accounting OfficemohamadazareshNo ratings yet
- Radio Frequency Schedule 1031Document5 pagesRadio Frequency Schedule 1031dervish_md3667No ratings yet
- ESTIJDocument6 pagesESTIJmohamadazareshNo ratings yet
- Supercharging of Internal Combustion Engines - Additional Chapter 12-Springer Berlin Heidelberg (1981)Document40 pagesSupercharging of Internal Combustion Engines - Additional Chapter 12-Springer Berlin Heidelberg (1981)Raul PandaNo ratings yet
- Me f100 Engine PcardDocument2 pagesMe f100 Engine PcardmohamadazareshNo ratings yet
- Essential Electronics: R C R 2 L 4 f L ζ = = πDocument11 pagesEssential Electronics: R C R 2 L 4 f L ζ = = πmohamadazareshNo ratings yet
- Erbs880121 PDFDocument13 pagesErbs880121 PDFmohamadazareshNo ratings yet
- YR Èq F (Document38 pagesYR Èq F (mohamadazareshNo ratings yet
- Bearingblocks: Format Drawingnumber: Unit of Measure MMDocument1 pageBearingblocks: Format Drawingnumber: Unit of Measure MMmohamadazareshNo ratings yet
- Bearingblocks: Format Drawingnumber: Unit of Measure MMDocument1 pageBearingblocks: Format Drawingnumber: Unit of Measure MMmohamadazareshNo ratings yet
- 4CB6Document1 page4CB6mohamadazareshNo ratings yet
- Essential Electronics: R C R 2 L 4 f L ζ = = πDocument11 pagesEssential Electronics: R C R 2 L 4 f L ζ = = πmohamadazareshNo ratings yet
- A. F. Triode: Base: 4-Pin Ceramic BaseDocument2 pagesA. F. Triode: Base: 4-Pin Ceramic BaseCristianNo ratings yet
- Desk Sputter Coater - DSR1Document3 pagesDesk Sputter Coater - DSR1mohamadazareshNo ratings yet
- UploadFile 2700Document71 pagesUploadFile 2700mohamadazareshNo ratings yet
- Amateur's Telescope Was First Published in 1920. However, Unlike Ellison's TimeDocument4 pagesAmateur's Telescope Was First Published in 1920. However, Unlike Ellison's Timemohamadazaresh0% (1)
- TRAKTOR KONTROL S2 MK3 Manual English 1218 PDFDocument50 pagesTRAKTOR KONTROL S2 MK3 Manual English 1218 PDFsdagogyNo ratings yet
- ETD Cores and Accessories ETD29: 1 e 3 e e 2 Min 2 11 0.3 15.8 0.2Document3 pagesETD Cores and Accessories ETD29: 1 e 3 e e 2 Min 2 11 0.3 15.8 0.2Marcel BlinduNo ratings yet
- Tester Usefulness AccuracyDocument5 pagesTester Usefulness AccuracymohamadazareshNo ratings yet
- Master: Zerodur Polishing Process For High Surface Quality and High EfficiencyDocument6 pagesMaster: Zerodur Polishing Process For High Surface Quality and High EfficiencymohamadazareshNo ratings yet
- Design of Two Glass For ApochromaticDocument9 pagesDesign of Two Glass For ApochromaticmohamadazareshNo ratings yet
- Prevention of Corrosion of Silver Reflectors For The National Ignition FacilityDocument9 pagesPrevention of Corrosion of Silver Reflectors For The National Ignition FacilitymohamadazareshNo ratings yet
- Refractor IntroductionDocument4 pagesRefractor IntroductionmohamadazareshNo ratings yet
- ETD Cores and Accessories ETD29: 1 e 3 e e 2 Min 2 11 0.3 15.8 0.2Document3 pagesETD Cores and Accessories ETD29: 1 e 3 e e 2 Min 2 11 0.3 15.8 0.2Marcel BlinduNo ratings yet
- Shakeri WithnameDocument7 pagesShakeri WithnamemohamadazareshNo ratings yet
- Sanwa YX-360TR MultitesterDocument14 pagesSanwa YX-360TR Multitestersupun_tharanga100% (1)
- Martin Manufacture of A Combined Primary and Tertiary Mirror For The Large Synoptic Survey TelescopeDocument12 pagesMartin Manufacture of A Combined Primary and Tertiary Mirror For The Large Synoptic Survey TelescopemohamadazareshNo ratings yet
- Vibration Insensitive Extended Range Interference MicrosDocument5 pagesVibration Insensitive Extended Range Interference MicrosmohamadazareshNo ratings yet
- BE Project Template Dec 18Document14 pagesBE Project Template Dec 18Vedant JoshiNo ratings yet
- Ebook Ebook PDF Prealgebra 7th Edition by Elayn Martin Gay PDFDocument41 pagesEbook Ebook PDF Prealgebra 7th Edition by Elayn Martin Gay PDFdorothy.jackson594100% (30)
- Basic Algebra11Document2 pagesBasic Algebra11Anita SariNo ratings yet
- Transient Signals On Transmission Lines PDFDocument154 pagesTransient Signals On Transmission Lines PDFEmeka N Obikwelu50% (2)
- 00 Core 1 Mock To June 10Document30 pages00 Core 1 Mock To June 10Alaa HatimNo ratings yet
- App e Mathematics PDFDocument70 pagesApp e Mathematics PDFmiguelNo ratings yet
- Acoustics User GuideDocument122 pagesAcoustics User GuidecakarenesNo ratings yet
- AcknowledgementDocument49 pagesAcknowledgementAmirah ZamriNo ratings yet
- Introduction To Differential EquationsDocument15 pagesIntroduction To Differential EquationsKAWA AMADAMINNo ratings yet
- Maths PP1 087Document16 pagesMaths PP1 087mutuvi.12231No ratings yet
- PEP Percubaan Sem2 2020Document8 pagesPEP Percubaan Sem2 2020vergeNo ratings yet
- Chapter 2:quadratic Expressions and Equations: M X + y - 3x + 5 7x - 3x - 2x + 3 5x - 4x + 7Document9 pagesChapter 2:quadratic Expressions and Equations: M X + y - 3x + 5 7x - 3x - 2x + 3 5x - 4x + 7Rita LauNo ratings yet
- Quadratic Eqn Quiz 5Document8 pagesQuadratic Eqn Quiz 5poorni umapathyNo ratings yet
- Direct and Inverse VariationDocument22 pagesDirect and Inverse VariationGieselle Ann BeringuelaNo ratings yet
- Lesson Plan EtdDocument3 pagesLesson Plan EtdJoe Kamal RajNo ratings yet
- Algorithm For Text To Graph Conversion and Summarizing Using NLP: A New Approach For Business SolutionsDocument11 pagesAlgorithm For Text To Graph Conversion and Summarizing Using NLP: A New Approach For Business SolutionsVinod KannaNo ratings yet
- Reinforcement of Quadratic EquationsDocument14 pagesReinforcement of Quadratic EquationsafzNo ratings yet
- Advanced Engg Math PDFDocument155 pagesAdvanced Engg Math PDFVincentNo ratings yet
- Ali Ahmadian (Editor), Soheil Salahshour (Editor) - Soft Computing Approach For Mathematical Modeling of Engineering Problems-CRC Press (2021)Document267 pagesAli Ahmadian (Editor), Soheil Salahshour (Editor) - Soft Computing Approach For Mathematical Modeling of Engineering Problems-CRC Press (2021)kelbmuts100% (1)
- GATE 2014 Syllabus Civil Engineering CE - Careers360 PDFDocument3 pagesGATE 2014 Syllabus Civil Engineering CE - Careers360 PDFRahul M PerumbrayilNo ratings yet
- Improved Numerical Computation To Solve Lane-Emden Type EquationsDocument5 pagesImproved Numerical Computation To Solve Lane-Emden Type EquationsVelumani sNo ratings yet
- DKDocument88 pagesDKveliNo ratings yet
- What Are The Three Stages of Finite Element AnalysisDocument3 pagesWhat Are The Three Stages of Finite Element AnalysisnicecfdseoNo ratings yet
- Curriculum Map: SY 2019-2020 Yr Level: Grade 8 Subject: Mathematics 8 (Second Quarter)Document3 pagesCurriculum Map: SY 2019-2020 Yr Level: Grade 8 Subject: Mathematics 8 (Second Quarter)Wensyl Mae De GuzmanNo ratings yet
- Isc 2010,11 Maths QPSDocument10 pagesIsc 2010,11 Maths QPSpornika majumderNo ratings yet
- Differential Equation ExplorationDocument2 pagesDifferential Equation Explorationbeck6012No ratings yet
- Complex Numbers Revision QuestionsDocument32 pagesComplex Numbers Revision QuestionslubaajamesNo ratings yet
- Guided Practice - 396Document5 pagesGuided Practice - 396waqas ITNo ratings yet
- Notes 2 of Ma1512Document14 pagesNotes 2 of Ma1512Weiyen NgNo ratings yet
- Notes On Discrete Maths 3Document35 pagesNotes On Discrete Maths 337 TANNUNo ratings yet