You might also like
- Cummins Ism, QSMDocument11 pagesCummins Ism, QSMibnu67% (6)
- ISX 871 Flywheel RunoutDocument13 pagesISX 871 Flywheel RunoutJ.T. NoneyaNo ratings yet
- Detroit Diesel SERIES 60 Parts Catalog Diesel Rebuild Kits PDFDocument16 pagesDetroit Diesel SERIES 60 Parts Catalog Diesel Rebuild Kits PDFnicolaspinzon97GNo ratings yet
- MC Bee Cummins 2015Document28 pagesMC Bee Cummins 2015RENE CORRALES100% (1)
- 2009-06-17 232200 Ism Low Oil Pressure ChartDocument4 pages2009-06-17 232200 Ism Low Oil Pressure ChartrowanNo ratings yet
- Cummins Isx 15L Engine: Jacobs Engine Brake (Intebrake)Document2 pagesCummins Isx 15L Engine: Jacobs Engine Brake (Intebrake)mauricio olayaNo ratings yet
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERDocument14 pagesQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERKrisman SimanjuntakNo ratings yet
- One-Piece Rear Engine Mount Installation: Section Engine Number KM813022 Date 3/1/2016Document25 pagesOne-Piece Rear Engine Mount Installation: Section Engine Number KM813022 Date 3/1/2016RobertoGomezNo ratings yet
- Cummins IsxDocument3 pagesCummins IsxFaudy Jonas Gonzalez CastilloNo ratings yet
- Cummins CELECT Electronic Injector PartsDocument6 pagesCummins CELECT Electronic Injector PartsRoussel Florez ZuloagaNo ratings yet
- Description Description: Replacement Engine Brake Parts For JacobsDocument6 pagesDescription Description: Replacement Engine Brake Parts For JacobsAaronGomezNo ratings yet
- Isx Cylinder Liner and Piston Updates SP 11 1 17Document6 pagesIsx Cylinder Liner and Piston Updates SP 11 1 17Lokesh AgrawalNo ratings yet
- CPL Cross Reference - Overhaul KitsDocument13 pagesCPL Cross Reference - Overhaul KitsAugusto NuñezNo ratings yet
- Dpa Kits Components Cummins PDFDocument12 pagesDpa Kits Components Cummins PDFCompras Engetecman100% (1)
- Valve Lash C15 AccertDocument5 pagesValve Lash C15 AccertDominick TalaricoNo ratings yet
- SleeveDocument21 pagesSleeveAnonymous 5tkF5bFwONo ratings yet
- Bendix BX 2150Document36 pagesBendix BX 2150Marcos Valdez100% (1)
- Hy25-3000 Us Eaton Fuller PDFDocument100 pagesHy25-3000 Us Eaton Fuller PDFMoises Roa100% (2)
- Jacobs Brake 790,795,797Document4 pagesJacobs Brake 790,795,797Franci Meza0% (2)
- 64L Torque Charts PDFDocument22 pages64L Torque Charts PDFDavid Stutzman50% (2)
- Eparts MBE 900 4000 Reference Card PDFDocument21 pagesEparts MBE 900 4000 Reference Card PDFAmilcar RodasNo ratings yet
- Especificaciones Motor Caterpillar C15Document2 pagesEspecificaciones Motor Caterpillar C15juan carlos rojas cadenaNo ratings yet
- Torque Procedure Cilinder Head - MP7 EnginesDocument1 pageTorque Procedure Cilinder Head - MP7 Engineshamilton miranda100% (1)
- Calibre Valvulas MP8 s34-5116Document20 pagesCalibre Valvulas MP8 s34-5116Jose AGNo ratings yet
- Catalogoholset PDFDocument331 pagesCatalogoholset PDFMilorad Zelenovic100% (1)
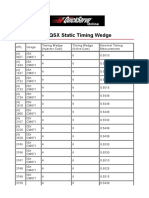
- ISX QSX Static Timing WedgeDocument6 pagesISX QSX Static Timing Wedgeramsi17No ratings yet
- Catalogo Esco Cummins m11Document22 pagesCatalogo Esco Cummins m11Alexis Sanchez100% (1)
- Measuring Exhaust ValveDocument2 pagesMeasuring Exhaust ValveHamilton Miranda100% (1)
- TR Cummins B TSLDocument1 pageTR Cummins B TSLX'mix ĐreamerNo ratings yet
- Corona RT 46 160Document120 pagesCorona RT 46 160Rimbert100% (2)
- Engine Replacement ProceduresDocument29 pagesEngine Replacement Proceduresvicente456No ratings yet
- qs3/pubsys2/xml/en/manual/4022256/4022256-Titlepage HTMLDocument7 pagesqs3/pubsys2/xml/en/manual/4022256/4022256-Titlepage HTMLIan Woods100% (2)
- FS V5206A RH: Z32639 Illustrated Parts ListDocument20 pagesFS V5206A RH: Z32639 Illustrated Parts ListIvan AstafjevNo ratings yet
- C15 Acert: Industrial Caterpillar Engine SpecificationsDocument4 pagesC15 Acert: Industrial Caterpillar Engine Specificationsyash singhNo ratings yet
- HBS Haldex Air Compressors 2009Document124 pagesHBS Haldex Air Compressors 2009Agus Yulfizar100% (1)
- Cummins N14 NTA14Document1 pageCummins N14 NTA14Jenso GallardoNo ratings yet
- Detroit S60 SpecsDocument2 pagesDetroit S60 Specsgrgramm50% (2)
- Hydro-Ax Wiring Diagram PDFDocument1 pageHydro-Ax Wiring Diagram PDFJohnny BranamNo ratings yet
- ALLISON RDS Brochure Rugged Duty Series Brochure Sa3743en - FinalDocument8 pagesALLISON RDS Brochure Rugged Duty Series Brochure Sa3743en - Finalcascade1No ratings yet
- 1-60-04 JacobsDocument2 pages1-60-04 JacobsRuben Antonio Huaranca CruzNo ratings yet
- MX13 PACCAR TorqueDocument8 pagesMX13 PACCAR TorqueMarcos Vinicius BinottoNo ratings yet
- MBE900 Nozzle Holder PDFDocument5 pagesMBE900 Nozzle Holder PDFJosue Alvarez VegaNo ratings yet
- Part Catalog QSX-15Document118 pagesPart Catalog QSX-15Engineering Engineer100% (1)
- Locacion de Componentes ISXDocument9 pagesLocacion de Componentes ISXErick Lopez HdzNo ratings yet
- Manual de Partes Steertek FLDocument16 pagesManual de Partes Steertek FLJuan LuisNo ratings yet
- No.: 04 TS-43Rev3: Detroit Diesel 13400 Outer Drive, West / Detroit, Michigan 48239-4001Document9 pagesNo.: 04 TS-43Rev3: Detroit Diesel 13400 Outer Drive, West / Detroit, Michigan 48239-4001Gutierrez EfrainNo ratings yet
- New Copper Sleeves for Volvo Marine Diesel EnginesDocument3 pagesNew Copper Sleeves for Volvo Marine Diesel EnginesMinaSaeed100% (1)
- Manual Motor IsmDocument2 pagesManual Motor IsmJawer Arley Gutierrez RuizNo ratings yet
- 004 - Engine BrakeDocument9 pages004 - Engine Brakemax_simonsNo ratings yet
- Allison AT540, 543, 545Document6 pagesAllison AT540, 543, 545Gina LópezNo ratings yet
- Manual Partes Eaton Fuller RTLF-13710B PDFDocument46 pagesManual Partes Eaton Fuller RTLF-13710B PDFBayro Yobanny Aveiga VeraNo ratings yet
- Static Injector TimingDocument12 pagesStatic Injector TimingMohamed Mohamed100% (1)
- QuickServe Online - (3666121) Holset® Air Compressors Master Repair ManualDocument2 pagesQuickServe Online - (3666121) Holset® Air Compressors Master Repair ManualjengandxbNo ratings yet
- Annaite Tyres GR Truck Tyres TBR Tech InfoDocument5 pagesAnnaite Tyres GR Truck Tyres TBR Tech Infoapi-314751517No ratings yet
- Fault Code 1657 Engine Misfire Cylinder 4 - Condition ExistsDocument6 pagesFault Code 1657 Engine Misfire Cylinder 4 - Condition ExistsAhmedmahNo ratings yet
- FAULT CODE 254 - Engine Fuel Shutoff Valve Driver Circuit - Voltage Below Normal or Shorted To Low SourceDocument7 pagesFAULT CODE 254 - Engine Fuel Shutoff Valve Driver Circuit - Voltage Below Normal or Shorted To Low Sourcemohammed abbas100% (1)
- Earthquip Detroit 2017 CatalogDocument58 pagesEarthquip Detroit 2017 CatalogvjdmNo ratings yet
- Weller Reman CatalogDocument36 pagesWeller Reman Cataloghebert perezNo ratings yet
- Medidas Cigüeñal KTA 38Document20 pagesMedidas Cigüeñal KTA 38Chardy Jarith Piragua AlvaradoNo ratings yet
- Basics of Electric Vehicles and The Tech Behind ItDocument46 pagesBasics of Electric Vehicles and The Tech Behind ItEng-AhmedRashadNo ratings yet
- ZF 16S221 Manual Gearbox PDFDocument27 pagesZF 16S221 Manual Gearbox PDFHector Maldonado100% (1)
- Transmission Hydraulic System: Fonctionnement Des SystèmesDocument2 pagesTransmission Hydraulic System: Fonctionnement Des SystèmesEng-AhmedRashad100% (1)
- Basichydraulicbysanjayhumania 160618115212Document309 pagesBasichydraulicbysanjayhumania 160618115212Arief IzzNo ratings yet
- Hydraulic System Troubleshooting Guide PDFDocument13 pagesHydraulic System Troubleshooting Guide PDFWesame Shnoda100% (1)
- Transmission: Fonctionnement Des SystèmesDocument12 pagesTransmission: Fonctionnement Des SystèmesEng-AhmedRashadNo ratings yet
- Mazda RX8 Transmission ManualDocument49 pagesMazda RX8 Transmission ManualSpyros Stasinos50% (2)
- E4P4 Cetop P05 E4R4 ISO 4401-05 E5 ISO 4401-08 P Max (See Table of Performances)Document12 pagesE4P4 Cetop P05 E4R4 ISO 4401-05 E5 ISO 4401-08 P Max (See Table of Performances)Eng-AhmedRashadNo ratings yet
- Mazda RX8 Transmission ManualDocument49 pagesMazda RX8 Transmission ManualSpyros Stasinos50% (2)
- 16s221 Ahelical Teetha PDFDocument11 pages16s221 Ahelical Teetha PDFEng-AhmedRashadNo ratings yet
- 3.1 Components ActuatorDocument10 pages3.1 Components ActuatorAyman EsaNo ratings yet
- 16s221 Ahelical Teetha PDFDocument11 pages16s221 Ahelical Teetha PDFEng-AhmedRashadNo ratings yet
- Power Train Troubleshooting: Essai Et RéglageDocument15 pagesPower Train Troubleshooting: Essai Et RéglageAly AbdelhamedNo ratings yet
- Ahmed Rashad CV Egypt Engineer Maintenance ManagerDocument1 pageAhmed Rashad CV Egypt Engineer Maintenance ManagerEng-AhmedRashadNo ratings yet
- Hyundai i20 Service Repair Manual PDF DownloadDocument5 pagesHyundai i20 Service Repair Manual PDF DownloadEng-AhmedRashad0% (1)
- 1.3 Basic Hydraulic Symbols and Major ComponentsDocument31 pages1.3 Basic Hydraulic Symbols and Major ComponentsEng-AhmedRashadNo ratings yet
- Caterpillar Engine Service Training: 3126B HEUI UpdateDocument98 pagesCaterpillar Engine Service Training: 3126B HEUI UpdateEng-AhmedRashad100% (3)
- Series 30 Threaded Ports Cartridge Type P Max (See Table of Performances)Document2 pagesSeries 30 Threaded Ports Cartridge Type P Max (See Table of Performances)Eng-AhmedRashadNo ratings yet
- Oil Seal Training 111 PDFDocument8 pagesOil Seal Training 111 PDFEng-AhmedRashadNo ratings yet
- 1.2 Fundamantals of HydraulicDocument17 pages1.2 Fundamantals of HydraulicEng-AhmedRashadNo ratings yet
- Oil Seal Training 111 PDFDocument8 pagesOil Seal Training 111 PDFEng-AhmedRashadNo ratings yet
- EXCEL FORMULAS NINJA - The Top Microsoft Excel Functions To Make Your Life and Job Easier Vlookup If SumIf Xlookup and A LotDocument113 pagesEXCEL FORMULAS NINJA - The Top Microsoft Excel Functions To Make Your Life and Job Easier Vlookup If SumIf Xlookup and A LotEng-AhmedRashad100% (2)
- 3500B EPG: Service Training MalagaDocument6 pages3500B EPG: Service Training MalagaEng-AhmedRashadNo ratings yet
- الفلاتر PDFDocument16 pagesالفلاتر PDFEng-AhmedRashadNo ratings yet
- PDFDocument8 pagesPDFEng-AhmedRashadNo ratings yet
- Basics of Electric Vehicles and The Tech Behind ItDocument46 pagesBasics of Electric Vehicles and The Tech Behind ItEng-AhmedRashadNo ratings yet
- اويل سيل PDFDocument8 pagesاويل سيل PDFEng-AhmedRashadNo ratings yet
- PDFDocument31 pagesPDFEng-AhmedRashadNo ratings yet
- 2.3 Components ValveDocument25 pages2.3 Components ValveEng-AhmedRashad100% (1)
- 2.2 Components PumpDocument16 pages2.2 Components PumpEng-AhmedRashadNo ratings yet
- Forced Degradation StudyDocument4 pagesForced Degradation StudyDavor ŠestanNo ratings yet
- 1999 Ford Ranger Owner's ManualDocument216 pages1999 Ford Ranger Owner's Manualtacosoft100% (6)
- Eview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewDocument5 pagesEview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewjoephinNo ratings yet
- TM 9-1651 Data Transmission System m3, January 1942Document78 pagesTM 9-1651 Data Transmission System m3, January 1942Advocate100% (1)
- How To Size A ThickenerDocument5 pagesHow To Size A ThickenerRodrigo GarcíaNo ratings yet
- Hafod Arch, Brynmawr, Blaenau Gwent. Watching BriefDocument28 pagesHafod Arch, Brynmawr, Blaenau Gwent. Watching BriefAPAC LtdNo ratings yet
- CHEMICAL BONDING typesDocument68 pagesCHEMICAL BONDING typesHarsh Tyagi100% (2)
- Rate Analysis for South Tripura District construction projectsDocument3 pagesRate Analysis for South Tripura District construction projectsSushanta DasNo ratings yet
- EBR-EPG Eng 02 2155065Document2 pagesEBR-EPG Eng 02 2155065Драгиша Небитни ТрифуновићNo ratings yet
- SpecsDocument309 pagesSpecsNarendra GoudNo ratings yet
- Bifunctional Nanoprecipitates StrengthenDocument26 pagesBifunctional Nanoprecipitates StrengthenmichaelNo ratings yet
- Mark DarcoDocument48 pagesMark DarcoMohammad QasimNo ratings yet
- SI3000 Mobile WiMAX en WebDocument8 pagesSI3000 Mobile WiMAX en WebBakyt-Bek MurzabaevNo ratings yet
- HITACHI-Spare Parts Price ListDocument481 pagesHITACHI-Spare Parts Price Listrachitmail84% (31)
- Why Vehicle Slip When It Is Travelling On A SlopeDocument12 pagesWhy Vehicle Slip When It Is Travelling On A SlopeRizwan Sheikh0% (1)
- Technical Data for Jotun BlockfillerDocument3 pagesTechnical Data for Jotun BlockfillerrajeshNo ratings yet
- CRJ 550-700 Normal ChecklistDocument6 pagesCRJ 550-700 Normal ChecklistDan KösterNo ratings yet
- BARACARBDocument1 pageBARACARBvava86No ratings yet
- High-efficiency series-cell electrolyzerDocument15 pagesHigh-efficiency series-cell electrolyzerRadulescu Eugen100% (1)
- Experimental Investigation of Circular Concrete Filled Steel Tube Geometry On Seismic PerformanceDocument54 pagesExperimental Investigation of Circular Concrete Filled Steel Tube Geometry On Seismic PerformanceBara' alsayedNo ratings yet
- PCAB CFY 2014 2015 List of ContractorsDocument570 pagesPCAB CFY 2014 2015 List of ContractorsRobert Ramirez100% (4)
- Off-Center-Fed Dipole Antennas PDFDocument38 pagesOff-Center-Fed Dipole Antennas PDFnestor.escala7666No ratings yet
- Parker Alok Bible (Web) PDFDocument220 pagesParker Alok Bible (Web) PDFTamil Selvan0% (1)
- Abs An Engineering PlasticDocument69 pagesAbs An Engineering PlasticPritha DasNo ratings yet
- T Box 12-280Document4 pagesT Box 12-280Bibi DanilaNo ratings yet
- 61383Document8 pages61383segnumutraNo ratings yet
- Advantages of SSHS For Construction Extract TDG20Document5 pagesAdvantages of SSHS For Construction Extract TDG20skooba84No ratings yet
- Flash Anf Fire PointDocument8 pagesFlash Anf Fire PointMUHAMMAD AKRAM100% (2)
- Fallout76 Config FileDocument4 pagesFallout76 Config FilesalianheinrichNo ratings yet