You might also like
- The Biopsychosocial Formulation Manual A Guide For Mental Health Professionals PDFDocument178 pagesThe Biopsychosocial Formulation Manual A Guide For Mental Health Professionals PDFLeidy Yiseth Cárdenas100% (5)
- Alstom BoilerDocument15 pagesAlstom BoilertuyencntnNo ratings yet
- HP HeaterDocument10 pagesHP HeateradehriyaNo ratings yet
- ZamZam Water by Dr. EmotoDocument3 pagesZamZam Water by Dr. Emotohadjeas83% (6)
- Commissioninng Procedure For Clean Air Flow Test Rev.01 PDFDocument11 pagesCommissioninng Procedure For Clean Air Flow Test Rev.01 PDFRAJKISHORE OJHA100% (1)
- Boiler Hydro Test by R K JaintDocument9 pagesBoiler Hydro Test by R K JaintRajeevAgrawalNo ratings yet
- Combustion Optimization Example Presentation Slides PDFDocument42 pagesCombustion Optimization Example Presentation Slides PDFMinh TranNo ratings yet
- CEP PresentatioDocument14 pagesCEP PresentatioVinod Mahajan100% (2)
- Sootblowing OptimizationDocument9 pagesSootblowing OptimizationvnchromeNo ratings yet
- Different Types of MillsDocument39 pagesDifferent Types of Millsrashm006ranjan100% (1)
- Clean Air Flow TestDocument13 pagesClean Air Flow Testsrigirisetty20880% (5)
- Advanced Cycles JIPTDocument26 pagesAdvanced Cycles JIPTjp mishraNo ratings yet
- Boiler OverviewDocument35 pagesBoiler Overviewshashank das100% (1)
- Parameter 500 MWDocument3 pagesParameter 500 MWBalraj Padmashali100% (1)
- Coal Mill in Thermal Power PlantDocument3 pagesCoal Mill in Thermal Power Plantkiki270977No ratings yet
- Mill ProjectDocument5 pagesMill ProjectChaitanya Dev SadaphalNo ratings yet
- 01 FSSS Basic Concept and STDDocument24 pages01 FSSS Basic Concept and STDgaurav tiwariNo ratings yet
- Bhel Turbine Operation Manual 500 MWDocument2 pagesBhel Turbine Operation Manual 500 MWAlam50% (2)
- 03 APC ReductionDocument55 pages03 APC ReductionDevanshu SinghNo ratings yet
- Boiler NotesDocument34 pagesBoiler NotesRakesh Singh BhadoriyaNo ratings yet
- Standard Operating Instruction: KSK Mahanadi Power Company Ltd. 6 X 600 MW Power Plant Sop For LP HeatersDocument7 pagesStandard Operating Instruction: KSK Mahanadi Power Company Ltd. 6 X 600 MW Power Plant Sop For LP HeatersSonratNo ratings yet
- Ventilator ValveDocument2 pagesVentilator ValveThiyagarajan Rajendran100% (2)
- SuperCritical Boiler-1Document45 pagesSuperCritical Boiler-1api-19986783100% (2)
- Super Critical Boiler Technology SKDDocument35 pagesSuper Critical Boiler Technology SKDSwapnil TingusleNo ratings yet
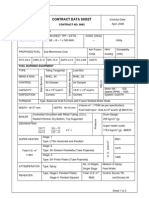
- Date: 04/10/2007: Area - TG UNIT - 3/4/5/6Document3 pagesDate: 04/10/2007: Area - TG UNIT - 3/4/5/6netygen1No ratings yet
- PKR MillsDocument37 pagesPKR Millsnetygen1No ratings yet
- HP Bypass System and Reheater Protection LogicDocument11 pagesHP Bypass System and Reheater Protection LogicKumaraswamy100% (2)
- Air Heater PerformanceDocument20 pagesAir Heater PerformanceSam100% (1)
- 500 MW Turbine Design DataDocument19 pages500 MW Turbine Design Datasanjay kumar100% (1)
- Boiler of 500 MWDocument8 pagesBoiler of 500 MWHKVMVPVPV021511No ratings yet
- Feed Water HeaterDocument19 pagesFeed Water HeaterMarzouk Abdel Wahed Marzouk100% (1)
- Boiler Operation On DcsDocument4 pagesBoiler Operation On Dcsarif100% (2)
- M. Syed Amirsha Hakani, B.EDocument29 pagesM. Syed Amirsha Hakani, B.ESarah FrazierNo ratings yet
- Quality Checks During OverhaulDocument29 pagesQuality Checks During OverhaulSam100% (4)
- (Mech) Operation LimitationDocument25 pages(Mech) Operation LimitationThanh Son100% (1)
- Generator Operation PMIDocument30 pagesGenerator Operation PMIrohit_0123100% (3)
- CC Pump Manual-Full (Original)Document109 pagesCC Pump Manual-Full (Original)friendbce100% (1)
- Boiler Operations and ControlDocument41 pagesBoiler Operations and Controldurgeshsharma2No ratings yet
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanNo ratings yet
- IR CFBC Cold Start Up ProcedureDocument15 pagesIR CFBC Cold Start Up ProcedureJose Angie CabreraNo ratings yet
- Coal Mill, Feeder & PULV 1Document7 pagesCoal Mill, Feeder & PULV 1sambhuNo ratings yet
- Aux PRDS SystemDocument22 pagesAux PRDS SystemKhan Ahmed MuradNo ratings yet
- Features & Working of Bowl MillsDocument64 pagesFeatures & Working of Bowl Millssatendra_gangwarNo ratings yet
- Tripping of Turbine On High Differential PressureDocument3 pagesTripping of Turbine On High Differential Pressureatulbhogare7100% (1)
- Components of Circulating Fluidized Bed BoilersDocument20 pagesComponents of Circulating Fluidized Bed BoilersTyrelle Joseph ManitiNo ratings yet
- Salient Features of 500MWDocument63 pagesSalient Features of 500MWSamNo ratings yet
- Steam TurbinesDocument45 pagesSteam TurbinesHaseeb Bokhari100% (2)
- Bhel - Trichy: Training Programme FOR Power Sector Executives ON CFBC BoilersDocument41 pagesBhel - Trichy: Training Programme FOR Power Sector Executives ON CFBC Boilersrashm006ranjanNo ratings yet
- Sop LRSB BlowerDocument6 pagesSop LRSB BlowerApnrl maincontrolroom100% (1)
- InterlocksDocument26 pagesInterlocksFelipe SandovalNo ratings yet
- Condenser Flood Test 8 of 11Document14 pagesCondenser Flood Test 8 of 11Sara LopezNo ratings yet
- Duties & Responsibilities of Shift EngineerDocument35 pagesDuties & Responsibilities of Shift EngineerNaveen ChodagiriNo ratings yet
- Flue Gas SystemDocument56 pagesFlue Gas SystemAmit PrajapatiNo ratings yet
- Boiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaDocument3 pagesBoiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaRobin BansalNo ratings yet
- Air Draft SystemDocument40 pagesAir Draft SystemAshwani DograNo ratings yet
- 8.8 Boiler Efficiency TestDocument17 pages8.8 Boiler Efficiency TestRINJU100% (1)
- Is 13687 1993Document15 pagesIs 13687 1993ADIPESHNo ratings yet
- Field Testing of Fan SystemsDocument4 pagesField Testing of Fan Systemsnedduc20No ratings yet
- Capacity of BlowerDocument7 pagesCapacity of Blowersushant_jhawerNo ratings yet
- APH Performance ImprovementsDocument56 pagesAPH Performance ImprovementsDebasish Dewan100% (11)
- Ngineering ATA: Field Testing of FansDocument5 pagesNgineering ATA: Field Testing of FansMohamed TahounNo ratings yet
- Clean Air Flow TestDocument4 pagesClean Air Flow TestLakshminarayanNo ratings yet
- Tef - 2016 Sports & GamesDocument4 pagesTef - 2016 Sports & GamesSuresh RamakrishnanNo ratings yet
- H2 Postion Laro S - DDocument1 pageH2 Postion Laro S - DSuresh RamakrishnanNo ratings yet
- 3247tef-2016 Sports Registration SureshDocument4 pages3247tef-2016 Sports Registration SureshSuresh RamakrishnanNo ratings yet
- PaymentDocument1 pagePaymentSuresh RamakrishnanNo ratings yet
- RMP HP SD in Nov 16Document2 pagesRMP HP SD in Nov 16Suresh RamakrishnanNo ratings yet
- TEFDocument12 pagesTEFSuresh RamakrishnanNo ratings yet
- PIP Accepted IdeasDocument9 pagesPIP Accepted IdeasSuresh RamakrishnanNo ratings yet
- Format Loop Description-BlankDocument1 pageFormat Loop Description-BlankSuresh RamakrishnanNo ratings yet
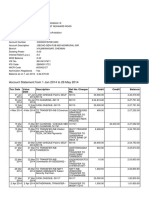
- Account Statement From 1 Jan 2014 To 26 May 2014: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument2 pagesAccount Statement From 1 Jan 2014 To 26 May 2014: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSuresh RamakrishnanNo ratings yet
- Qualitynet InvoiceDocument1 pageQualitynet InvoiceSuresh RamakrishnanNo ratings yet
- Detailed Engineering Drawings, Codes and Standards: Piping & Instrumentation Diagram - Designer ChecklistDocument3 pagesDetailed Engineering Drawings, Codes and Standards: Piping & Instrumentation Diagram - Designer ChecklistSuresh RamakrishnanNo ratings yet
- On Stage Programs (Will Be Conducted On 8 May) : Event CodeDocument4 pagesOn Stage Programs (Will Be Conducted On 8 May) : Event CodeSuresh RamakrishnanNo ratings yet
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- Start Up PlanDocument5 pagesStart Up PlanSuresh RamakrishnanNo ratings yet
- Steam To Carbon Ratio Calculations: InstructionsDocument8 pagesSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- TEF Sports Day Suresh RegiterDocument1 pageTEF Sports Day Suresh RegiterSuresh RamakrishnanNo ratings yet
- Reformer Convection SectionDocument7 pagesReformer Convection SectionSuresh RamakrishnanNo ratings yet
- RMP and Fup H Balance Report: H Production H ConsumptionDocument1 pageRMP and Fup H Balance Report: H Production H ConsumptionSuresh RamakrishnanNo ratings yet
- Convert Ammonia To MethanolDocument16 pagesConvert Ammonia To MethanolSuresh RamakrishnanNo ratings yet
- House Chart: Truth Faith Peace HarmonyDocument1 pageHouse Chart: Truth Faith Peace HarmonySuresh RamakrishnanNo ratings yet
- Synthesis Gas - Co - H - MethanolDocument18 pagesSynthesis Gas - Co - H - MethanolSuresh RamakrishnanNo ratings yet
- G8 3rd QuarterDocument22 pagesG8 3rd QuarterJames LucasNo ratings yet
- 6 Rizal in France and Germany Hand OutsDocument5 pages6 Rizal in France and Germany Hand OutsKhemme Lapor Chu UbialNo ratings yet
- Sciencedirect: Effect of Subcritical Annealing Temperature On Microstructure and Mechanical Properties of Scm435 SteelDocument6 pagesSciencedirect: Effect of Subcritical Annealing Temperature On Microstructure and Mechanical Properties of Scm435 SteelShyam VsNo ratings yet
- Ology List of SciencesDocument3 pagesOlogy List of SciencesAnuj Kumar100% (3)
- Arjuna NEET Botany Planner S.No Chapter Name Number Total No. of Lecture Date Date of CompletionDocument3 pagesArjuna NEET Botany Planner S.No Chapter Name Number Total No. of Lecture Date Date of CompletionAjay Kumar tiwariNo ratings yet
- TNT-GoingItAlone - BETA Solo RulesDocument21 pagesTNT-GoingItAlone - BETA Solo RulesJames BassNo ratings yet
- 04-Pet Eng Design - PTE - 470 - Hardness and TestingDocument22 pages04-Pet Eng Design - PTE - 470 - Hardness and TestingHassan KhalifeNo ratings yet
- ICAS 2018 - MA - Paper - C - PP-PDFsDocument14 pagesICAS 2018 - MA - Paper - C - PP-PDFsZetas ZetasNo ratings yet
- Mach's Razor Applied To Itself: Sober, Einstein's Mach's Principle, and The Cosmological ConstantDocument28 pagesMach's Razor Applied To Itself: Sober, Einstein's Mach's Principle, and The Cosmological ConstantVasil PenchevNo ratings yet
- Djones lp2-2Document7 pagesDjones lp2-2api-549486744No ratings yet
- MSDS 671261Document9 pagesMSDS 671261Adnan QayumNo ratings yet
- Annual ExaminatonDocument8 pagesAnnual ExaminatonNanthakishore NNo ratings yet
- Organizational Structure and ControlsDocument66 pagesOrganizational Structure and Controls--bolabolaNo ratings yet
- Lab Skills: Using Rulers, Vernier Calipers, and Micrometers: 1 Using The Metric RulerDocument5 pagesLab Skills: Using Rulers, Vernier Calipers, and Micrometers: 1 Using The Metric RulerMary graceNo ratings yet
- Basic Education Department Manila Senior High School: Subject Code: Hco 121Document3 pagesBasic Education Department Manila Senior High School: Subject Code: Hco 121Rosielyn Mae Tan BolonNo ratings yet
- Drafting A Slacks Pants: Learning ModuleDocument10 pagesDrafting A Slacks Pants: Learning Modulejemuel cinsoNo ratings yet
- DragonMagazine114 PDFDocument108 pagesDragonMagazine114 PDFhunter lawson100% (2)
- Bibliografía: Society, London, Special Publications, 395 (1), 149-165Document5 pagesBibliografía: Society, London, Special Publications, 395 (1), 149-165api-712441521No ratings yet
- Safety Data Sheet: Section 1 - IdentificationDocument5 pagesSafety Data Sheet: Section 1 - Identificationluis armandoNo ratings yet
- Pre-Spain Invigilation Schedule - MAY/JUNE 2019: NO. Date Start Finish Venue Time Time 4:00 PM 5.20 PMDocument6 pagesPre-Spain Invigilation Schedule - MAY/JUNE 2019: NO. Date Start Finish Venue Time Time 4:00 PM 5.20 PMjohnjabarajNo ratings yet
- ULC-1000AN Installation Guide V3.6Document130 pagesULC-1000AN Installation Guide V3.6arash falahatgarNo ratings yet
- Merged DocumentDocument196 pagesMerged DocumentAr ReshmaNo ratings yet
- 2013 Direct Anterior Composites A Practical GuideDocument16 pages2013 Direct Anterior Composites A Practical Guidemaroun ghalebNo ratings yet
- Sequence Stratigraphy and Carbonate Platform Organization of The Devonian Santa Lucia Formation, Cantabrian M...Document20 pagesSequence Stratigraphy and Carbonate Platform Organization of The Devonian Santa Lucia Formation, Cantabrian M...mangkotiNo ratings yet
- Lavorgna - Information Pollution As Social HarmDocument108 pagesLavorgna - Information Pollution As Social HarmmargitajemrtvaNo ratings yet
- Chapter I: The Problem and It'S BackgroundDocument45 pagesChapter I: The Problem and It'S BackgroundBriel SanchezNo ratings yet
- Color Presenting Products of Amino Acids Reactions-Qualitative TestsDocument6 pagesColor Presenting Products of Amino Acids Reactions-Qualitative TestsАбу ДжудNo ratings yet
- Sahibi River - WikipediaDocument36 pagesSahibi River - WikipediaARUN KUMARNo ratings yet