You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Shuttle Service CommunicationDocument5 pagesShuttle Service CommunicationanshusplayNo ratings yet
- !AAA OIQ Mechanical Engineering Syllabus PDFDocument5 pages!AAA OIQ Mechanical Engineering Syllabus PDFAnonymous scnl9rHNo ratings yet
- Feasibility of An East-West Intercity Passenger Rail System For Washington State Draft ReportDocument112 pagesFeasibility of An East-West Intercity Passenger Rail System For Washington State Draft ReportThe UrbanistNo ratings yet
- 00 - Courses - Syllabus & BooksDocument1 page00 - Courses - Syllabus & BooksbrulymNo ratings yet
- Sharebility Uganda PitchDocument13 pagesSharebility Uganda PitchMukalele RogersNo ratings yet
- 2016 Peo Mechanical Engineering Examinations Suggested Textbooks Reference ListDocument3 pages2016 Peo Mechanical Engineering Examinations Suggested Textbooks Reference ListJagjyot SinghNo ratings yet
- OIQ Mechanical Reference TextbooksDocument4 pagesOIQ Mechanical Reference TextbooksAnonymous scnl9rHNo ratings yet
- TechnicalExams Dec2017Document29 pagesTechnicalExams Dec2017ming_zhu10No ratings yet
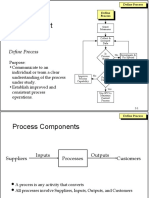
- Basics of Defining ProcessesDocument18 pagesBasics of Defining Processesmaherkamel100% (1)
- Performance Management at Network Solutions, Inc.Document19 pagesPerformance Management at Network Solutions, Inc.Ishu Singla83% (6)
- Faecal Sludge Characterization Final Report 250215 PDFDocument42 pagesFaecal Sludge Characterization Final Report 250215 PDFirpansejatiNo ratings yet
- CAD-for-Mechanical-Design - Exam-ObjectivesDocument3 pagesCAD-for-Mechanical-Design - Exam-ObjectivesLuat NguyenNo ratings yet
- Methods of ProcurementDocument14 pagesMethods of ProcurementSylvia NabwireNo ratings yet
- Analyzing The Performance of The Suppliers of AIW at MBA PROJECT REPORT MARKETINGDocument58 pagesAnalyzing The Performance of The Suppliers of AIW at MBA PROJECT REPORT MARKETINGBabasab Patil (Karrisatte)No ratings yet
- Material HandlingDocument13 pagesMaterial HandlingSigei LeonardNo ratings yet
- Slow-Moving Inventory: Prevention: Growth by StealthDocument7 pagesSlow-Moving Inventory: Prevention: Growth by StealthDharmesh MistryNo ratings yet
- Deloitte School of Analytics: Demystifying Data Science: Leveraging This Phenomenon To Drive Your Organisation ForwardDocument6 pagesDeloitte School of Analytics: Demystifying Data Science: Leveraging This Phenomenon To Drive Your Organisation ForwardGKGKGOKUL07No ratings yet
- Social Cost Benefit AnalysisDocument13 pagesSocial Cost Benefit AnalysisMohammad Nayamat Ali Rubel100% (1)
- Proposed Installation of Dust Collector and Bending Machine 2019Document20 pagesProposed Installation of Dust Collector and Bending Machine 2019Mark Redira ManayonNo ratings yet
- Mind Mixer Mechanical Design: by David S. Dickey, Mixtech, Inc. Apr 18, 2006Document7 pagesMind Mixer Mechanical Design: by David S. Dickey, Mixtech, Inc. Apr 18, 2006Monglen Z. CasiñoNo ratings yet
- Iso 45001Document4 pagesIso 45001Muhammad Danial KhanNo ratings yet
- Unit V Reliability Apr 06 2020Document56 pagesUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamNo ratings yet
- Welding Dept. (En15085-2) Calibration Status: Least CountDocument1 pageWelding Dept. (En15085-2) Calibration Status: Least CountAMIT SHAHNo ratings yet
- Spares ManagementDocument64 pagesSpares ManagementConrad RodricksNo ratings yet
- Prediction of Risk Delay in Construction Projects Using A Hybrid Artificial Intelligence ModelDocument14 pagesPrediction of Risk Delay in Construction Projects Using A Hybrid Artificial Intelligence ModelsijixingNo ratings yet
- Sample Earned Value CalculationsDocument3 pagesSample Earned Value CalculationsTrevorNo ratings yet
- AUSMAT Student Guide 2011Document16 pagesAUSMAT Student Guide 2011Sunway UniversityNo ratings yet
- Guidance Document For Fuel Burning Equipments and Air Pollution Control SystemsDocument95 pagesGuidance Document For Fuel Burning Equipments and Air Pollution Control Systemshafidhrahadiyan2No ratings yet
- Ted GE CH 10 - Replacement AnalysisDocument28 pagesTed GE CH 10 - Replacement AnalysisRochma wahyu adilaNo ratings yet
- Professional Ethical During Open Tendering ProcessDocument16 pagesProfessional Ethical During Open Tendering ProcessPegy SueNo ratings yet
- Material HandlingDocument19 pagesMaterial Handlingcooljudgesingh0% (1)
- Vishwakarma Institute of TechnologyDocument36 pagesVishwakarma Institute of TechnologyGaurav AthavaleNo ratings yet
- ES-RQ-220 Waste Manangement RequirmentsDocument14 pagesES-RQ-220 Waste Manangement RequirmentsGautam Vijay SimhaNo ratings yet
- FAHP WeightingDocument84 pagesFAHP WeightingCatur HermawanNo ratings yet
- School Communication App Pitch DeckDocument8 pagesSchool Communication App Pitch DeckRichaNo ratings yet
- Service FormatDocument1 pageService FormatMadhan MohanNo ratings yet
- TRANSCO Profile - English 2012Document24 pagesTRANSCO Profile - English 2012Zaher Mhd SharafNo ratings yet
- Intercity Operations RFPDocument11 pagesIntercity Operations RFPJoseph LimNo ratings yet
- Building Material Price Sibu 2017Document18 pagesBuilding Material Price Sibu 2017Amy LiuNo ratings yet
- Business Intelligent - Assignment 1 - Greenwich FPTDocument15 pagesBusiness Intelligent - Assignment 1 - Greenwich FPTQuách Công TuấnNo ratings yet
- Failure Analysis of Belt Conveyor SystemsDocument17 pagesFailure Analysis of Belt Conveyor SystemsGogyNo ratings yet
- CH 5 Material HandlingDocument15 pagesCH 5 Material Handlingduraiprakash83No ratings yet
- Annex 3-1 Price Tables For Soil Invest Work - Rev2 (Final Revised)Document11 pagesAnnex 3-1 Price Tables For Soil Invest Work - Rev2 (Final Revised)EzhilarasanNo ratings yet
- Grp2 Seminar Computer Integrated ManufacturingDocument24 pagesGrp2 Seminar Computer Integrated Manufacturingविशाल पुडासैनीNo ratings yet
- Initial Stages of EvolutionDocument5 pagesInitial Stages of EvolutionVivek MulchandaniNo ratings yet
- The Business Case For Spend Analysis V1.0Document25 pagesThe Business Case For Spend Analysis V1.0NitinNo ratings yet
- TPM Literature ReviewDocument49 pagesTPM Literature ReviewJosep PeterNo ratings yet
- Tender Interview Questionnaire 01-Gamuda-ADocument7 pagesTender Interview Questionnaire 01-Gamuda-Akimura takuyaNo ratings yet
- 111equation Chapter 1 Section 1: Submitted: Dr. Awais SUBMITTED BY:2108-ME-85 Section BDocument20 pages111equation Chapter 1 Section 1: Submitted: Dr. Awais SUBMITTED BY:2108-ME-85 Section BFatima AsifNo ratings yet
- India Solar PV Module Market Report Preview 2011Document28 pagesIndia Solar PV Module Market Report Preview 2011Rishi JainNo ratings yet
- Simulacion de Eventos Discretos en SubteraneoDocument16 pagesSimulacion de Eventos Discretos en SubteraneoAnthony Job Rosales LuisNo ratings yet
- Product Design SpecificationDocument11 pagesProduct Design SpecificationLiam McCannNo ratings yet
- Materials Recovery FacilityDocument3 pagesMaterials Recovery FacilityMoshe RubinNo ratings yet
- MAF 635 LCC ReportDocument10 pagesMAF 635 LCC ReportTasha Derahman100% (1)
- Sample Technical ReviewsDocument3 pagesSample Technical ReviewsMa. Sheila MagbooNo ratings yet
- I-Blast Software User Manual Page 1/342Document342 pagesI-Blast Software User Manual Page 1/342Karol CardeñoNo ratings yet
- Eme Lab Manual PDFDocument45 pagesEme Lab Manual PDFpatidar montuNo ratings yet
- TUV Electrical Safety TestingDocument26 pagesTUV Electrical Safety TestingNJOY81No ratings yet
- The Ecb Capability Framework: The CompetenciesDocument15 pagesThe Ecb Capability Framework: The CompetenciesNJOY81No ratings yet
- Integrity Management For The 21St Century With 20Th Century EquipmentDocument9 pagesIntegrity Management For The 21St Century With 20Th Century EquipmentNJOY81No ratings yet
- Ahd Wallcam DVR Quick Setup Guide: B-71 Phase Vii, Industrial Area, Mohali - 160055, Punjab (India)Document8 pagesAhd Wallcam DVR Quick Setup Guide: B-71 Phase Vii, Industrial Area, Mohali - 160055, Punjab (India)NJOY81No ratings yet
- SSBB Fact SheetDocument2 pagesSSBB Fact SheetNJOY81No ratings yet
- CV Template EngineerDocument1 pageCV Template EngineerNJOY81No ratings yet
- ISO 14224 Maintenance Standard PDFDocument69 pagesISO 14224 Maintenance Standard PDFNJOY81No ratings yet
- FsafDocument24 pagesFsafpvmssonNo ratings yet
- CEP Course On Advance Program in Software EnggDocument2 pagesCEP Course On Advance Program in Software EnggNJOY81No ratings yet
- 770 - Rail Clamp Manual (GA-9-180KN-TR68 Ex II 2D T3)Document30 pages770 - Rail Clamp Manual (GA-9-180KN-TR68 Ex II 2D T3)j3fersonNo ratings yet
- Week 1 Lecture #7 - The Control of Microbial GrowthDocument24 pagesWeek 1 Lecture #7 - The Control of Microbial GrowthNgoc PhamNo ratings yet
- SepraSol Liquid Gas Coalescer Datasheet 20.09.16Document3 pagesSepraSol Liquid Gas Coalescer Datasheet 20.09.16Steven TurnerNo ratings yet
- Unit 1Document67 pagesUnit 1sophieee19No ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Quaternary Science Reviews: Jerome P. Reynard, Sarah WurzDocument17 pagesQuaternary Science Reviews: Jerome P. Reynard, Sarah WurzJerome ReynardNo ratings yet
- Empowerment Tech LessonsDocument34 pagesEmpowerment Tech LessonsAlyanna De LeonNo ratings yet
- Pola Seismic Code CommentaryDocument15 pagesPola Seismic Code Commentary_ARCUL_100% (1)
- K-Flex ST Class 0 CatalogueDocument6 pagesK-Flex ST Class 0 CatalogueBac VuNo ratings yet
- SC 320Document2 pagesSC 320bweimar2No ratings yet
- Preventive Maintenance (BJ2 - US) : Test Script SAP S/4HANA - 15-09-20Document78 pagesPreventive Maintenance (BJ2 - US) : Test Script SAP S/4HANA - 15-09-20AleksNo ratings yet
- Building PDF in Rails Using Prawn LibraryDocument5 pagesBuilding PDF in Rails Using Prawn LibrarySandip RansingNo ratings yet
- Auto Tune For InductionDocument2 pagesAuto Tune For InductiontoufikNo ratings yet
- Steam InjectionDocument5 pagesSteam InjectiondragonNo ratings yet
- Revit Pure BASICS Ebook PreviewDocument7 pagesRevit Pure BASICS Ebook PreviewseychellianNo ratings yet
- ITP For Storage TankDocument6 pagesITP For Storage Tankittiphon3194% (17)
- Simplification of A Force and Couple System: ContinuedDocument19 pagesSimplification of A Force and Couple System: ContinuedTasnim AhmedNo ratings yet
- Feynman Problems EMDocument49 pagesFeynman Problems EMErasmus Desiderius II100% (2)
- Portable Savonius Wind Turbine With Deflectors: by AdriancubasDocument15 pagesPortable Savonius Wind Turbine With Deflectors: by AdriancubasLê VinhNo ratings yet
- Determinan 4x4Document44 pagesDeterminan 4x4Mas GundNo ratings yet
- Work-GPE-KE-questions and Mark SchemeDocument4 pagesWork-GPE-KE-questions and Mark SchemeAjibolaNo ratings yet
- ContinueDocument2 pagesContinuejackyNo ratings yet
- Aws Interview QuestionsDocument49 pagesAws Interview Questionsyuva razNo ratings yet
- Akkaya Katalog EN 2019Document66 pagesAkkaya Katalog EN 2019Juan MendozaNo ratings yet
- GTL Controller setting-TL182-021-00Document20 pagesGTL Controller setting-TL182-021-00uploader1514No ratings yet
- Daedong Workshop Manual Production Release 1.0Document261 pagesDaedong Workshop Manual Production Release 1.0Khang Dang83% (12)
- S2AY21-22 Chem111E Chemistry For Engineers Syllabus - SummaryDocument5 pagesS2AY21-22 Chem111E Chemistry For Engineers Syllabus - SummaryShane Patrick MaddumaNo ratings yet
- Math Problem Book I: Compiled byDocument79 pagesMath Problem Book I: Compiled byLucian LazarNo ratings yet
- CEN 372: Transportation Engineering Lab I: Final ExaminationDocument3 pagesCEN 372: Transportation Engineering Lab I: Final ExaminationSNKNo ratings yet
- A Basic Method For Starch 2004Document5 pagesA Basic Method For Starch 2004JOHN ALEXIS MOSQUERA SEPULVEDANo ratings yet