You might also like
- Me-331 Design of Machine Elements Unit 2 Mechanical Systems and Manufacturing Considerations in DesignDocument16 pagesMe-331 Design of Machine Elements Unit 2 Mechanical Systems and Manufacturing Considerations in DesignMuthuvel MNo ratings yet
- FEA Coil Spring 2007Document15 pagesFEA Coil Spring 2007PrasannaNo ratings yet
- Updated CFD Presentation AzizDocument22 pagesUpdated CFD Presentation AzizWahid zada KhanNo ratings yet
- Cutting Force Measurement: New Rotating Dynamometer For The Analysis of High Speed Cutting ProcessesDocument15 pagesCutting Force Measurement: New Rotating Dynamometer For The Analysis of High Speed Cutting ProcessesAmR El SHeNaWyNo ratings yet
- Design and Analysis of Multi-Angular Gearless Transmission SystemDocument9 pagesDesign and Analysis of Multi-Angular Gearless Transmission SystemShrikkNo ratings yet
- Aee-464 Project-2 ReportDocument22 pagesAee-464 Project-2 ReportÖmer Uğur ZayıfoğluNo ratings yet
- Lecture #10 Types of Belts and Belt Selection: Course Name: Design of Machine Elements Course Number: MET 214Document22 pagesLecture #10 Types of Belts and Belt Selection: Course Name: Design of Machine Elements Course Number: MET 214Anup M UpadhyayaNo ratings yet
- 3d Transient With Motion Simulation of Electric MotorsDocument3 pages3d Transient With Motion Simulation of Electric MotorsjalilemadiNo ratings yet
- Optimization Technique For The Geometry of Twin Screw Cryogenic ExtruderDocument5 pagesOptimization Technique For The Geometry of Twin Screw Cryogenic ExtruderIJSTENo ratings yet
- 03 Radioss BITSDocument6 pages03 Radioss BITSSharada GunjalNo ratings yet
- Finite Element Analysisofa Muff Couplingusing CAEToolDocument9 pagesFinite Element Analysisofa Muff Couplingusing CAEToolpradeepk19187No ratings yet
- Optimisation of Double Box Girder Overhead Crane in Function of Cross Section Parameter of Main GirdersDocument4 pagesOptimisation of Double Box Girder Overhead Crane in Function of Cross Section Parameter of Main GirdersAjla BećirovićNo ratings yet
- MTD M2Document35 pagesMTD M2Ayush RajNo ratings yet
- Deep Drawing Analysis by Using Explicit Dynamics in Ansys WorkbenchDocument8 pagesDeep Drawing Analysis by Using Explicit Dynamics in Ansys Workbenchsunhell1611No ratings yet
- A Paper On Al Base Alloys (UddheleomVancron) AeroDocument11 pagesA Paper On Al Base Alloys (UddheleomVancron) AeroAVINASHNo ratings yet
- Tungsten Cantilever Beam Using Ansys (Modal Analysis)Document7 pagesTungsten Cantilever Beam Using Ansys (Modal Analysis)theijesNo ratings yet
- Numerical Investigation of CSP Air Cooled CondenseDocument9 pagesNumerical Investigation of CSP Air Cooled CondenseAnimesh GhoshNo ratings yet
- Explicit Versus Implicit FEM in Rolling - 1990 PDFDocument10 pagesExplicit Versus Implicit FEM in Rolling - 1990 PDFNikos VaxevanidisNo ratings yet
- Design Optimization of 25mm Diameter Strain Gauge Balance For Wind Tunnel ApplicationDocument6 pagesDesign Optimization of 25mm Diameter Strain Gauge Balance For Wind Tunnel ApplicationIJIRSTNo ratings yet
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDocument14 pagesDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNo ratings yet
- GroupD ManualDocument24 pagesGroupD ManualTerminal VelocityNo ratings yet
- Stress Behaviour Improvement of Automobile Flywheel Under High Centrifugal ForcesDocument6 pagesStress Behaviour Improvement of Automobile Flywheel Under High Centrifugal ForcesParag NaikNo ratings yet
- Finite-Element Analysis and Design in The Combined Precision Forming of Bending and Coining With Experimental MeasurementDocument8 pagesFinite-Element Analysis and Design in The Combined Precision Forming of Bending and Coining With Experimental MeasurementElaine JohnsonNo ratings yet
- A W, J W: Lbert Eckenmann Ohannes EickmannDocument10 pagesA W, J W: Lbert Eckenmann Ohannes Eickmannkalvino314No ratings yet
- Sciencedirect: E Ffect of Rake Angle On Strain Field During Orthogonal Cutting of Hardened Steel With C-BN ToolsDocument6 pagesSciencedirect: E Ffect of Rake Angle On Strain Field During Orthogonal Cutting of Hardened Steel With C-BN ToolsAnonymous pcioIM6No ratings yet
- FEM Analysis of Connecting Rod of Different Materials Using AnsysDocument20 pagesFEM Analysis of Connecting Rod of Different Materials Using AnsysjeffNo ratings yet
- Air BearingDocument2 pagesAir BearingMohAnVinNo ratings yet
- Om Bach 2008Document4 pagesOm Bach 2008036 Sakam Manikanta ReddyNo ratings yet
- Design Analysis and Fabrication of Hydra PDFDocument9 pagesDesign Analysis and Fabrication of Hydra PDFMac NyandoroNo ratings yet
- Machine Design, Vol.3 (2011) No.2, ISSN 1821-1259 Pp. 115-120Document6 pagesMachine Design, Vol.3 (2011) No.2, ISSN 1821-1259 Pp. 115-120Edwin AlexisNo ratings yet
- Structure Analysis of Cast Iron For Dry Clutch of Amphibious VehicleDocument4 pagesStructure Analysis of Cast Iron For Dry Clutch of Amphibious VehicleseventhsensegroupNo ratings yet
- Finite Element Analysis of Orbital Forming Used in Spindle/Inner Ring AssemblyDocument6 pagesFinite Element Analysis of Orbital Forming Used in Spindle/Inner Ring AssemblyEldori1988No ratings yet
- CFD Analysis of Automotive Ventilated Disc Brake Rotor: Amol V. More, Prof - Sivakumar RDocument5 pagesCFD Analysis of Automotive Ventilated Disc Brake Rotor: Amol V. More, Prof - Sivakumar RSai Krishna SKNo ratings yet
- Experiment: Grinding: Ayush Sinha Roll No.13188 Group B2G1Document4 pagesExperiment: Grinding: Ayush Sinha Roll No.13188 Group B2G1Randhir KyNo ratings yet
- Small Wind Turbine DesignDocument19 pagesSmall Wind Turbine DesignIqbal MeskinzadaNo ratings yet
- A Study of Mesh Sensitivity For Crash Simulations - Comparison of Manually and Batch Meshed ModelsDocument8 pagesA Study of Mesh Sensitivity For Crash Simulations - Comparison of Manually and Batch Meshed Modelscharan2kNo ratings yet
- Career Episode 3 Design and Analysis of Two-Stage Constant Reduction GearboxDocument7 pagesCareer Episode 3 Design and Analysis of Two-Stage Constant Reduction GearboxNishar Alam Khan 19MCD0042No ratings yet
- Thread CuttingDocument7 pagesThread CuttingJulia Turpo SuarezNo ratings yet
- 3.2 Design Parameters and CalculationsDocument9 pages3.2 Design Parameters and CalculationsMasAmirahNo ratings yet
- MachiningDocument2 pagesMachiningprashantNo ratings yet
- 3-D Measurements On PistonsDocument4 pages3-D Measurements On PistonsRajaSekarsajjaNo ratings yet
- Application of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParametersDocument12 pagesApplication of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParameterscevherimNo ratings yet
- Monitoring of Molten Pool Image During Pipe Welding in Gas Metal Arc Welding (GMAW) Using Machine VisionDocument4 pagesMonitoring of Molten Pool Image During Pipe Welding in Gas Metal Arc Welding (GMAW) Using Machine VisionBalvinderNo ratings yet
- End Semester SY Question Paper MDD May 2021Document3 pagesEnd Semester SY Question Paper MDD May 2021FelishiaNo ratings yet
- Brushless DC MotorDocument11 pagesBrushless DC MotorSek PyroNo ratings yet
- Chip Geometry Modelling of 2-Dimension Ultrasonic Vibration Assisted Machining (2D UVAM) On Micromilling Machine With End MillDocument7 pagesChip Geometry Modelling of 2-Dimension Ultrasonic Vibration Assisted Machining (2D UVAM) On Micromilling Machine With End MillMuhammad Taqiy Nur FurqonNo ratings yet
- Lathe DesignDocument11 pagesLathe DesignShiyas Basheer0% (1)
- Winsem2015 16 Cp3870 Qz01qst Dme Tee QP ModelDocument3 pagesWinsem2015 16 Cp3870 Qz01qst Dme Tee QP ModelyashvantNo ratings yet
- Thermal Analysis of Dual Brake System: Yuvaperiyasamy.M, Hariganesh.VDocument7 pagesThermal Analysis of Dual Brake System: Yuvaperiyasamy.M, Hariganesh.VYuvaperiyasamy MayilsamyNo ratings yet
- Enhancement of Lift-Drag Characteristics of Naca 0012: SciencedirectDocument10 pagesEnhancement of Lift-Drag Characteristics of Naca 0012: SciencedirectasdasddasNo ratings yet
- Progress Report 1Document10 pagesProgress Report 1saqibNo ratings yet
- Using of Fem For Chip Formation and Cutting Force Prediction When Drilling Tool Steel Aisi D3Document4 pagesUsing of Fem For Chip Formation and Cutting Force Prediction When Drilling Tool Steel Aisi D3bhsbhs19No ratings yet
- Modal Analysis of Titan Cantilever Beam Using ANSYS and SolidWorksDocument5 pagesModal Analysis of Titan Cantilever Beam Using ANSYS and SolidWorksMohammed AbdulnaserNo ratings yet
- Example 2 - Snap-Through Roof (Explicit / Implicit)Document14 pagesExample 2 - Snap-Through Roof (Explicit / Implicit)Santhosh LingappaNo ratings yet
- Springback Prediction in Sheet Metal Forming, Based On Finite Element Analysis and Artificial Neural Network ApproachDocument14 pagesSpringback Prediction in Sheet Metal Forming, Based On Finite Element Analysis and Artificial Neural Network ApproachMagesh BNo ratings yet
- Nanometer Accuracy Positioning System: Akio NakajimaDocument6 pagesNanometer Accuracy Positioning System: Akio NakajimaVsm Krishna Sai Eturi100% (1)
- CSP00138 (GEN-Tutorial) Pushover Analysis As Per Eurocode 8 2004Document24 pagesCSP00138 (GEN-Tutorial) Pushover Analysis As Per Eurocode 8 2004bosnia76100% (1)
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Shower Head Cover PDFDocument1 pageShower Head Cover PDFNeocent DesignsNo ratings yet
- Body - 12X18X282 MMDocument1 pageBody - 12X18X282 MMNeocent DesignsNo ratings yet
- Body - 15X18X270 MMDocument1 pageBody - 15X18X270 MMNeocent DesignsNo ratings yet
- Exploded View of Cooling System ASM-0001Document2 pagesExploded View of Cooling System ASM-0001Neocent DesignsNo ratings yet
- Top View: 34x M2 Counter Falt Head Machine ScrewDocument1 pageTop View: 34x M2 Counter Falt Head Machine ScrewNeocent DesignsNo ratings yet
- Block Heater: Isometric ViewDocument1 pageBlock Heater: Isometric ViewNeocent DesignsNo ratings yet
- Gasket: Isometric View Top ViewDocument1 pageGasket: Isometric View Top ViewNeocent DesignsNo ratings yet
- Past - CFD - ExampleDocument15 pagesPast - CFD - ExampleNeocent DesignsNo ratings yet
- Fins PinDocument1 pageFins PinNeocent DesignsNo ratings yet
- Covevr PlateDocument1 pageCovevr PlateNeocent DesignsNo ratings yet
- ResultsDocument1 pageResultsNeocent DesignsNo ratings yet
- Excel CFD+AssignmentDocument12 pagesExcel CFD+AssignmentNeocent DesignsNo ratings yet
- Mohammed ParameterDocument1 pageMohammed ParameterNeocent DesignsNo ratings yet
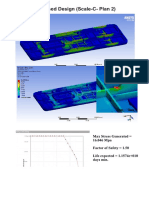
- Revised Design Scale - CDocument1 pageRevised Design Scale - CNeocent DesignsNo ratings yet
- Heat Exchanger: Front View Side ViewDocument1 pageHeat Exchanger: Front View Side ViewNeocent DesignsNo ratings yet
- Case 2: Front View Side View Isometric V IewDocument1 pageCase 2: Front View Side View Isometric V IewNeocent DesignsNo ratings yet
- Case 3: Isometric View Front View Side ViewDocument1 pageCase 3: Isometric View Front View Side ViewNeocent DesignsNo ratings yet
- Case 3: Isometric View Front View Side ViewDocument1 pageCase 3: Isometric View Front View Side ViewNeocent DesignsNo ratings yet
- Case 3: Isometric View Front View Side ViewDocument1 pageCase 3: Isometric View Front View Side ViewNeocent DesignsNo ratings yet
- Case 1: Isometric View Front ViewDocument1 pageCase 1: Isometric View Front ViewNeocent DesignsNo ratings yet
- CP 97-2-2004 - PreviewDocument10 pagesCP 97-2-2004 - PreviewNyan Myint Tun0% (1)
- Mathematics in Daily LifeDocument5 pagesMathematics in Daily LifeStanwickNo ratings yet
- Autocad 2014 Tutorial - Second Level: 3D Modeling: Randy H. ShihDocument26 pagesAutocad 2014 Tutorial - Second Level: 3D Modeling: Randy H. ShihTri BudiNo ratings yet
- Introduction To CAD/CAMDocument81 pagesIntroduction To CAD/CAMTafesse100% (6)
- BIM Fundamentals - Unit 1Document56 pagesBIM Fundamentals - Unit 1undertaker55No ratings yet
- Trelleborg Sealing Solutions - Catalog (2022!07!27 01-05-34 UTC)Document356 pagesTrelleborg Sealing Solutions - Catalog (2022!07!27 01-05-34 UTC)Willian Alexandre SilvaNo ratings yet
- AutoCAD 2DDocument27 pagesAutoCAD 2DMauricio AndradeNo ratings yet
- Tier I Rule Book - Student Convention 2019-20Document112 pagesTier I Rule Book - Student Convention 2019-20dsathiyaNo ratings yet
- US5121329Document15 pagesUS5121329AndersonNo ratings yet
- Siemens PLM Sipa Zoppas Group Cs Z4Document4 pagesSiemens PLM Sipa Zoppas Group Cs Z4rasgeetsinghNo ratings yet
- Module 4Document149 pagesModule 4Alejandra Villamar100% (1)
- Geomagic Studio 12 Parametric Exchange GuideDocument11 pagesGeomagic Studio 12 Parametric Exchange Guidebillyb53100% (2)
- Design of Transmission Lines, Structures, and FoundationsDocument8 pagesDesign of Transmission Lines, Structures, and FoundationsUdomkarn SmtNo ratings yet
- Demo of Smart Stress Iso-NewDocument11 pagesDemo of Smart Stress Iso-NewDam VoNo ratings yet
- Quantity Surveying Softwares, Trends & Their Impact On Quantity SurveyorsDocument51 pagesQuantity Surveying Softwares, Trends & Their Impact On Quantity SurveyorsAsanka RathnayakeNo ratings yet
- Basic Cad in Civil EngineeringDocument6 pagesBasic Cad in Civil EngineeringazayNo ratings yet
- Esteem PlusDocument261 pagesEsteem PlusLun Ding50% (2)
- Catalogo IIDocument612 pagesCatalogo IICapacitacion TodocatNo ratings yet
- Technical Drawing Ss3 Week 9Document58 pagesTechnical Drawing Ss3 Week 9somadina ijeomah-DanielNo ratings yet
- Blastcad - Noranda's Three-Dimensional Underground Blast DesignDocument7 pagesBlastcad - Noranda's Three-Dimensional Underground Blast Designsuigeneris11No ratings yet
- Framecad-Structure-Procedure Overview PDFDocument95 pagesFramecad-Structure-Procedure Overview PDFYanin WadkhienNo ratings yet
- CAD Data Exchange FormatDocument40 pagesCAD Data Exchange FormatcarcrazykannanNo ratings yet
- GEOPLM Siemens PLM Tecnomatix RobcadDocument2 pagesGEOPLM Siemens PLM Tecnomatix RobcadMaverick SatNo ratings yet
- Manual Autocad P&IDDocument202 pagesManual Autocad P&IDMike CervantesNo ratings yet
- 1oq17at030-Mirza Sohaib (Final Portfolio)Document18 pages1oq17at030-Mirza Sohaib (Final Portfolio)mirza sohaibNo ratings yet
- For EPT Non-Passers: 2nd Year Standing Math 115, Phy 106Document2 pagesFor EPT Non-Passers: 2nd Year Standing Math 115, Phy 106John Paul Coñge RamosNo ratings yet
- EME Graduate Profile 2013Document261 pagesEME Graduate Profile 2013Mehak FatimaNo ratings yet
- Chris Harty, Innovation in Construction: A Sociology of Technology ApproachDocument12 pagesChris Harty, Innovation in Construction: A Sociology of Technology ApproachOciel AdameNo ratings yet
- Applying Digital Manufacturing Technology To Ship Production and The Maritime Environment PDFDocument13 pagesApplying Digital Manufacturing Technology To Ship Production and The Maritime Environment PDFJeff TangNo ratings yet
- Caeg - Lab ChartDocument1 pageCaeg - Lab ChartRakshitha ThambrahalliNo ratings yet