You might also like
- IADC/SPE 62730 A New Cost Effective Approach To Comprehensive Gravel Pack CompletionDocument8 pagesIADC/SPE 62730 A New Cost Effective Approach To Comprehensive Gravel Pack CompletionDarylNo ratings yet
- SPE 37062 Underbalanced-Directional Drilling With Coiled Tubing - Challenges and SolutionsDocument7 pagesSPE 37062 Underbalanced-Directional Drilling With Coiled Tubing - Challenges and SolutionsosamaNo ratings yet
- Spe 1597 PaDocument8 pagesSpe 1597 PaBhupendra Singh XI CNo ratings yet
- Advanced Snake Drill Technique Method For Improving of Oil Extraction PercentageDocument7 pagesAdvanced Snake Drill Technique Method For Improving of Oil Extraction PercentageAkhil GodavarthiNo ratings yet
- Casing Drilling Technology: Rudarsko Geolosko Naftni Zbornik December 2005Document9 pagesCasing Drilling Technology: Rudarsko Geolosko Naftni Zbornik December 2005Mohamed Taher FechkeurNo ratings yet
- Chapter 12 (WTA) - Horizontal Well Test Analysis (D. Tiab)Document158 pagesChapter 12 (WTA) - Horizontal Well Test Analysis (D. Tiab)qwertyNo ratings yet
- SPEDocument16 pagesSPEPablo Tapia100% (1)
- SPE102378 Jetting Structural Casing in DeepwaterDocument15 pagesSPE102378 Jetting Structural Casing in DeepwaterKarime VegaNo ratings yet
- Akers, T. J. (2006) - Jetting of Structural Casing in Deepwater Environments. Job Design and Operational Practices. SPE, 102378.Document12 pagesAkers, T. J. (2006) - Jetting of Structural Casing in Deepwater Environments. Job Design and Operational Practices. SPE, 102378.Eslam MaoudNo ratings yet
- Underground Mining Equipment HandbookDocument223 pagesUnderground Mining Equipment Handbookjayman1980.11.10No ratings yet
- Multi-stage fracturing enabled by open-hole completion systemDocument3 pagesMulti-stage fracturing enabled by open-hole completion systemVGNo ratings yet
- Drilling: Distinguished Author SeriesDocument4 pagesDrilling: Distinguished Author Seriesjohan1321No ratings yet
- Spe 102658 MS PDFDocument8 pagesSpe 102658 MS PDFxavierNo ratings yet
- (57459) Coiled Tubing Ultrashort-Radius Horizontal Drilling in A Gas Storage ResDocument6 pages(57459) Coiled Tubing Ultrashort-Radius Horizontal Drilling in A Gas Storage RessamanNo ratings yet
- Balanced Drilling With Coiled TubingDocument9 pagesBalanced Drilling With Coiled TubingMin Thant MaungNo ratings yet
- Cutting Transport 1999Document5 pagesCutting Transport 1999Dicky PratamaNo ratings yet
- Introduction EssayDocument5 pagesIntroduction EssayAbd Elbaki FerdiNo ratings yet
- Oe Pipelines1Document3 pagesOe Pipelines1babakNo ratings yet
- IADC/SPE 59209 A New Selective Lateral Re-Entry SystemDocument6 pagesIADC/SPE 59209 A New Selective Lateral Re-Entry SystemJorge FernandoNo ratings yet
- Directional Drilling With Casing SPE-IADC-79914 PDFDocument10 pagesDirectional Drilling With Casing SPE-IADC-79914 PDFWailin Phyo397No ratings yet
- Hazard Avoidance and Completion Optimization by Integration of Reservoir Navigation Services and Deep Shear Wave ImagingDocument14 pagesHazard Avoidance and Completion Optimization by Integration of Reservoir Navigation Services and Deep Shear Wave ImagingAli ChouayaNo ratings yet
- Horizontal Cleanning Paper SPEDocument9 pagesHorizontal Cleanning Paper SPEManuel PerdomoNo ratings yet
- Lessons Learned in Open Hole Horizontal Gravel Packs Deepwater BrazilDocument11 pagesLessons Learned in Open Hole Horizontal Gravel Packs Deepwater BrazilMoharaNo ratings yet
- Pesca de TuberiaDocument7 pagesPesca de TuberiaHolger PinzonNo ratings yet
- SPE 90836 Well-Completion Techniques and Methodologies For Maintaining Underbalanced Conditions Throughout Initial and Subsequent Well InterventionsDocument15 pagesSPE 90836 Well-Completion Techniques and Methodologies For Maintaining Underbalanced Conditions Throughout Initial and Subsequent Well Interventionskoroko SinseiNo ratings yet
- 2003 - Well Intervention Using Rigless Techniques - UnlockedDocument13 pages2003 - Well Intervention Using Rigless Techniques - UnlockedEsteban santamaria ovalleNo ratings yet
- Drilling and BlastingDocument2 pagesDrilling and BlastingAbdul Bari ZiaNo ratings yet
- Aade-07-Ntce-11 1Document1 pageAade-07-Ntce-11 1javad rezaeianNo ratings yet
- Monobore Completions For Slim-Hole WellsDocument6 pagesMonobore Completions For Slim-Hole WellsApukiNo ratings yet
- j2 CoiledDocument3 pagesj2 CoiledNOBODYNo ratings yet
- By A. Rowland, M. Bester, M. Boland, C. Cintolesi, and J. DowlingDocument6 pagesBy A. Rowland, M. Bester, M. Boland, C. Cintolesi, and J. DowlingetsimoNo ratings yet
- SPE-59201-MS Development of An Open Hole Sidetracking SystemDocument4 pagesSPE-59201-MS Development of An Open Hole Sidetracking SystemarlenNo ratings yet
- Spe 56444 MS PDFDocument13 pagesSpe 56444 MS PDFАлександр ГераськинNo ratings yet
- SPE 101727 Reliable and Effective Downhole Cleaning System For Debris and Junk RemovalDocument9 pagesSPE 101727 Reliable and Effective Downhole Cleaning System For Debris and Junk RemovalCoolProphetNo ratings yet
- SA Journal of Tech 2016Document90 pagesSA Journal of Tech 2016mack_eausNo ratings yet
- New Frontiers in Directional Drilling: Latest Methods and TechnologiesDocument10 pagesNew Frontiers in Directional Drilling: Latest Methods and Technologiesbagus yosan setiawanNo ratings yet
- SPE/IADC 92289 Deepwater Batchset Operations Through The Magnolia Shallow Water Flow SandDocument20 pagesSPE/IADC 92289 Deepwater Batchset Operations Through The Magnolia Shallow Water Flow SandEslam MaoudNo ratings yet
- SPE 100495 MsDocument11 pagesSPE 100495 Msamithnair078426No ratings yet
- 用定向井技术实现油藏目标 Reservoir Targets Reached With Directional DrillingDocument2 pages用定向井技术实现油藏目标 Reservoir Targets Reached With Directional Drilling叶芊No ratings yet
- Small Dams - Cap 6,7 - Earthfill and Rockfill DamsDocument127 pagesSmall Dams - Cap 6,7 - Earthfill and Rockfill Damsina_cri0% (1)
- The Time Has Come To Develop Riserless Mud Recovery Technology's Deepwater CapabilitiesDocument5 pagesThe Time Has Come To Develop Riserless Mud Recovery Technology's Deepwater Capabilitiesthelisabeth27No ratings yet
- Error Reduction of Tracking Planned Trajectory in A Thin Oil Layer Drilling Using Smart Rotary Steerable SystemDocument9 pagesError Reduction of Tracking Planned Trajectory in A Thin Oil Layer Drilling Using Smart Rotary Steerable Systemliwenji.1988No ratings yet
- Output Rates: Future Trends in Mining 29Document1 pageOutput Rates: Future Trends in Mining 29YeimsNo ratings yet
- Disadvantages and Benefits of Horizontal Wells: T.K. Akhmedzhanov, I. B. Igembaev, D.K. Baiseit, A. S. Abd ElmaksoudDocument4 pagesDisadvantages and Benefits of Horizontal Wells: T.K. Akhmedzhanov, I. B. Igembaev, D.K. Baiseit, A. S. Abd Elmaksoudbagus1313No ratings yet
- Linear Programming for Block Cave Draw ControlDocument8 pagesLinear Programming for Block Cave Draw ControlgertvanhoutNo ratings yet
- 1 s2.0 S2405656118301329 Main PDFDocument12 pages1 s2.0 S2405656118301329 Main PDFDheeraj VooraNo ratings yet
- Planning Extended Reach Wells For Deep Water: February 2002Document5 pagesPlanning Extended Reach Wells For Deep Water: February 2002Александр ГераськинNo ratings yet
- Dr. Jack R. Nelson, SPEDocument6 pagesDr. Jack R. Nelson, SPEJorge FernandoNo ratings yet
- OTC - Optimized Platform Placement To Cover All Geological Targets in Baronia FieldDocument12 pagesOTC - Optimized Platform Placement To Cover All Geological Targets in Baronia Fieldshaumeng9292No ratings yet
- Coiled Tubing in Horizontal Wells: by R.E. Cooper, PT. Dowell Schlumberger IndonesiaDocument12 pagesCoiled Tubing in Horizontal Wells: by R.E. Cooper, PT. Dowell Schlumberger IndonesiaDaniel SalaNo ratings yet
- Peck - 1969Document57 pagesPeck - 1969Alexey NagibinNo ratings yet
- Optimization of Mining Method and EquipmentDocument6 pagesOptimization of Mining Method and EquipmentkullieNo ratings yet
- Well Intervention and ControlDocument10 pagesWell Intervention and ControlAry RachmanNo ratings yet
- JPT August 2016 180017Document2 pagesJPT August 2016 180017RahmanAshenaNo ratings yet
- Igoe&Gavin2020 - Investigation of Cyclic Loading of Aged Piles in SandDocument12 pagesIgoe&Gavin2020 - Investigation of Cyclic Loading of Aged Piles in SanddigoeNo ratings yet
- Foam and Aerated Mud PDFDocument12 pagesFoam and Aerated Mud PDFAdri SyawalNo ratings yet
- Spe/Iadc 79915 Gyrostab Project: The Missing Link Azimuth and Inclination Mastered With New Principles For Standard Rotary BhasDocument11 pagesSpe/Iadc 79915 Gyrostab Project: The Missing Link Azimuth and Inclination Mastered With New Principles For Standard Rotary BhasJohnSmithNo ratings yet
- Formation Damage and Horizontal WellsDocument14 pagesFormation Damage and Horizontal WellsAdhi100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Pore Pressure Prediction From Well Log - Earth Sci Rev - 2011Document33 pagesPore Pressure Prediction From Well Log - Earth Sci Rev - 2011srpadronNo ratings yet
- Managed Pressure Drilling (MPD) Technology OverviewDocument28 pagesManaged Pressure Drilling (MPD) Technology Overviewzouke2002No ratings yet
- In-Depth Investigation of Casing-Cement System Failure Modes in Geothermal Wells ConsideringDocument8 pagesIn-Depth Investigation of Casing-Cement System Failure Modes in Geothermal Wells Consideringzouke2002No ratings yet
- Surface BOP Kill SheetDocument12 pagesSurface BOP Kill Sheetzouke2002No ratings yet
- 哈里伯顿钻井水力学培训 PDFDocument17 pages哈里伯顿钻井水力学培训 PDFzouke2002No ratings yet
- EP (Extreme Pressure) Lubricity Tester Model 212 Instruction ManualDocument43 pagesEP (Extreme Pressure) Lubricity Tester Model 212 Instruction Manualzouke2002No ratings yet
- Paper - 4.expansion of Tubular With Elastomers in Multilateral WellDocument9 pagesPaper - 4.expansion of Tubular With Elastomers in Multilateral Wellzouke2002No ratings yet
- 5587-11853-2-PB - Productivity Prediction For Stacked Multilateral Horizontal Well Under OpenDocument6 pages5587-11853-2-PB - Productivity Prediction For Stacked Multilateral Horizontal Well Under Openzouke2002No ratings yet
- Paper - 4.expansion of Tubular With Elastomers in Multilateral WellDocument9 pagesPaper - 4.expansion of Tubular With Elastomers in Multilateral Wellzouke2002No ratings yet
- M3-Schlumberger - World's First Level 6 Intelligent Completion DrilledDocument2 pagesM3-Schlumberger - World's First Level 6 Intelligent Completion Drilledzouke2002No ratings yet
- SPE-123955-MS.an Overview to Applicability of Multilateral Drilling in the Middle East Fields (好)Document11 pagesSPE-123955-MS.an Overview to Applicability of Multilateral Drilling in the Middle East Fields (好)zouke2002No ratings yet
- NG2-5 AndApplication and Needs For Advanced Multilateral TechnologiesDocument9 pagesNG2-5 AndApplication and Needs For Advanced Multilateral Technologieszouke2002No ratings yet
- Modeling Flow in Geometrically Complex Reservoirs Using Hexahedral Multiblock Grids - Jenny - 2002 - Chevron-UStanfordDocument9 pagesModeling Flow in Geometrically Complex Reservoirs Using Hexahedral Multiblock Grids - Jenny - 2002 - Chevron-UStanfordzouke2002No ratings yet
- Ijita21-02-p05.Wireless Data Transmission Options in Rotary In-Drilling Alignment (R-Ida) Setups For Multilateral Oil Drilling ApplicationsDocument8 pagesIjita21-02-p05.Wireless Data Transmission Options in Rotary In-Drilling Alignment (R-Ida) Setups For Multilateral Oil Drilling Applicationszouke2002No ratings yet
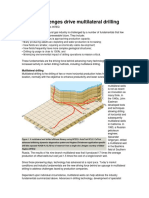
- Global Challenges Drive Multilateral DrillingDocument4 pagesGlobal Challenges Drive Multilateral Drillingzouke2002No ratings yet
- 1.new Method of Productivity Equation For Multibranch Horizontal Well in Three-Dimensional Anisotropic Oil ReservoirsDocument5 pages1.new Method of Productivity Equation For Multibranch Horizontal Well in Three-Dimensional Anisotropic Oil Reservoirszouke2002No ratings yet
- 分支井构型对临界生产压差Effect of the Multilateral Well Configuration on the Critical Production Drawdown Pressure in Loose Sandstone ReservoirsDocument5 pages分支井构型对临界生产压差Effect of the Multilateral Well Configuration on the Critical Production Drawdown Pressure in Loose Sandstone Reservoirszouke2002No ratings yet
- Costs, Requirements & Deadlines for Studying in Calgary SchoolsDocument5 pagesCosts, Requirements & Deadlines for Studying in Calgary Schoolszouke2002No ratings yet
- EDM Reporting User ManualDocument63 pagesEDM Reporting User Manualzouke2002No ratings yet
- Fishbone Multilateral Well Productivity in A Five Spot PatternDocument7 pagesFishbone Multilateral Well Productivity in A Five Spot Patternzouke2002No ratings yet
- Costs, Requirements & Deadlines for Studying in Calgary SchoolsDocument5 pagesCosts, Requirements & Deadlines for Studying in Calgary Schoolszouke2002No ratings yet
- DavisDocument8 pagesDavisHendi RofiansyahNo ratings yet
- New BatDocument1 pageNew Batzouke2002No ratings yet
- SPE 142622 Achieving Excellence in Well Completion Projects in Iraq's South Oil FieldsDocument9 pagesSPE 142622 Achieving Excellence in Well Completion Projects in Iraq's South Oil Fieldszouke2002No ratings yet
- Logging AbrDocument1 pageLogging Abrzouke2002No ratings yet
- Wellpath For CS-FTDocument5 pagesWellpath For CS-FTzouke2002No ratings yet
- 3 Monday Iraq Service ContractsDocument5 pages3 Monday Iraq Service Contractszouke2002No ratings yet
- Protobuf Lite LICENSEDocument1 pageProtobuf Lite LICENSEzouke2002No ratings yet
- Ajdustment of K0397H1Document7 pagesAjdustment of K0397H1zouke2002No ratings yet
- Reservoir SimulationDocument487 pagesReservoir SimulationAbhinav Shahi100% (2)
- Directional DrillingDocument26 pagesDirectional Drillingroaa ahmed100% (1)
- Offshore Drilling: By: Thomas Schmidt, Edwin Fiscal, Tiffany Spencer and Puja GohilDocument29 pagesOffshore Drilling: By: Thomas Schmidt, Edwin Fiscal, Tiffany Spencer and Puja Gohilegy pureNo ratings yet
- Basic Petroleum EngineeringDocument2 pagesBasic Petroleum EngineeringNovandri KusumaNo ratings yet
- A Guide To Coal Bed Methane OperationsDocument377 pagesA Guide To Coal Bed Methane Operationssaladinayubi1234100% (1)
- Snubbing Practice Irp15 - Final - 2007Document149 pagesSnubbing Practice Irp15 - Final - 2007jadkins57100% (2)
- Technical Specification 29042019FDocument41 pagesTechnical Specification 29042019FChancedaniels EmunaNo ratings yet
- Bottom Hole Analyses of Gas Kick (Inflow) and GasDocument260 pagesBottom Hole Analyses of Gas Kick (Inflow) and GasMorelia GuzmanNo ratings yet
- A Project Report On: High Pressure-High Temperature (HPHT) ChallengesDocument33 pagesA Project Report On: High Pressure-High Temperature (HPHT) Challengesgaurav guptaNo ratings yet
- SLB ArcDocument1 pageSLB Arcbangsawanarief1989No ratings yet
- Applying Sand Management for Amal FieldDocument14 pagesApplying Sand Management for Amal Fieldabdulsalam alssafi94No ratings yet
- GU-612 - v3.1 - Guidelines - Incident Investigation and Reporting v1Document190 pagesGU-612 - v3.1 - Guidelines - Incident Investigation and Reporting v1hridya dasNo ratings yet
- Daily Drilling Report for NLEX Harbor Link ProjectDocument8 pagesDaily Drilling Report for NLEX Harbor Link ProjectBojo FamaNo ratings yet
- JindalDocument44 pagesJindalnavx2vadNo ratings yet
- Geology & Geophysics: Coiled Tubing TechnologyDocument4 pagesGeology & Geophysics: Coiled Tubing TechnologyUji PanuntunNo ratings yet
- 2.1 Casing Seat SelectionDocument25 pages2.1 Casing Seat Selectionkounhetsov100% (3)
- Horizontal Directional Drilling (HDD) Pilot Bore Simulation PDFDocument14 pagesHorizontal Directional Drilling (HDD) Pilot Bore Simulation PDFMohd Khairul Azwan SirajudinNo ratings yet
- Introduction and API Standards of CasingsDocument57 pagesIntroduction and API Standards of CasingsSeyid khaledNo ratings yet
- Portable Nitrogen Generation Systems 2935 9490 00Document2 pagesPortable Nitrogen Generation Systems 2935 9490 00GuptaNo ratings yet
- TM6004 Teknik Pemboran Lanjut (English)Document3 pagesTM6004 Teknik Pemboran Lanjut (English)aciNo ratings yet
- Script GaslandDocument2 pagesScript GaslandpratiksrcNo ratings yet
- Well Planning Process and Key RolesDocument26 pagesWell Planning Process and Key RolesEbenezer Amoah-Kyei100% (1)
- 2b - APC-Drilling Fluids (Classification, Function and Selection Criteria)Document14 pages2b - APC-Drilling Fluids (Classification, Function and Selection Criteria)Hanif Budhi CundomanikNo ratings yet
- Offshore FacilitiesDocument28 pagesOffshore FacilitiesMOHD AFIQ CAIREL AHMADNo ratings yet
- The Application and Functionalities of A Wet Christmas Tree Applied in Santos Basin Pre-Salt ClusterDocument5 pagesThe Application and Functionalities of A Wet Christmas Tree Applied in Santos Basin Pre-Salt ClusterAnonymous x5IpOVqNo ratings yet
- Dog Leg Severity CalculationDocument30 pagesDog Leg Severity CalculationChristian LianNo ratings yet
- Project Assignment - CGE578 DEII - Drilling Engineering IIDocument8 pagesProject Assignment - CGE578 DEII - Drilling Engineering IINurfatini CheNo ratings yet
- Basic Petroleum Principles 3: Drilling Operations BasicsDocument4 pagesBasic Petroleum Principles 3: Drilling Operations BasicsSunil GoriahNo ratings yet
- Drilling Engineering 2 Course (1 Ed.)Document34 pagesDrilling Engineering 2 Course (1 Ed.)Aoun FatehNo ratings yet
- Fybecarb: High-Efficiency, Acid-Soluble, Single-Sack Loss-Prevention and Remedial MaterialDocument1 pageFybecarb: High-Efficiency, Acid-Soluble, Single-Sack Loss-Prevention and Remedial MaterialMr. Hein Htet SoeNo ratings yet