You might also like
- Welding Consumable Receiving LogDocument11 pagesWelding Consumable Receiving LogKandula Raju100% (1)
- Welding Consumables Control RegisterDocument5 pagesWelding Consumables Control RegisterAli Mhaskar100% (2)
- KON 8.2 QA PRO 0020 C1 Welding Control ProcedureDocument15 pagesKON 8.2 QA PRO 0020 C1 Welding Control ProcedureAlizamin Salmanov100% (1)
- Approved Welding Procedures List RegioDocument2 pagesApproved Welding Procedures List Regiogabriel__regio100% (1)
- Procedure - Fit-Up & AssemblyDocument8 pagesProcedure - Fit-Up & AssemblyRakesh RanjanNo ratings yet
- Procedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)Document8 pagesProcedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)dee1985100% (2)
- Welding Consumable and Storage ProcedureDocument10 pagesWelding Consumable and Storage Procedurehasan_676489616100% (1)
- Fabrication Division QMDDocument11 pagesFabrication Division QMDRakesh RanjanNo ratings yet
- Visual Weld InspectionDocument7 pagesVisual Weld InspectioninsiderrNo ratings yet
- Welder TrainingDocument13 pagesWelder Trainingויליאם סן מרמיגיוסNo ratings yet
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- Welding Parameter Record SheetDocument2 pagesWelding Parameter Record SheetPravin Patil100% (1)
- QCP For Control of Welding ConsumablesDocument9 pagesQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordDocument1 pageExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalNo ratings yet
- Welding Consumable Control Procedure 1Document9 pagesWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Welding Control ProcedureDocument9 pagesWelding Control ProcedureRomi Abdul RahmanNo ratings yet
- Welding Inspector Job and ResponsilbilitiesDocument5 pagesWelding Inspector Job and ResponsilbilitiesFelix GomintongNo ratings yet
- Inspection Test Plan For FabricationDocument4 pagesInspection Test Plan For FabricationAshwani Dogra100% (9)
- Welding Inspection ProcedureDocument7 pagesWelding Inspection ProcedureVaradaraj CkNo ratings yet
- Q.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteDocument5 pagesQ.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteAws Mohamed100% (1)
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument11 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJaveed A. Khan100% (1)
- WELDING QualityPlanSampleDocument20 pagesWELDING QualityPlanSamplemullanji100% (3)
- QC Sample Manual GenericDocument34 pagesQC Sample Manual GenericIan Stewart PorterNo ratings yet
- Welding Consumables Handling Procedure.Document5 pagesWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- Electrode Handling Procedure - Simple - SMAWDocument7 pagesElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- Welding Procedure SpecificationDocument5 pagesWelding Procedure SpecificationFranklin londono0% (1)
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- The Welding Inspection Services Are Define in Three Stages As BelowDocument9 pagesThe Welding Inspection Services Are Define in Three Stages As BelowdeliNo ratings yet
- Tack Welding Method Welding Sequence For Carbon SteelDocument6 pagesTack Welding Method Welding Sequence For Carbon SteelansarALLAAHNo ratings yet
- Welding Repair Procedure for Diesel Fuel TankDocument4 pagesWelding Repair Procedure for Diesel Fuel Tankgstketut100% (2)
- Welding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Document2 pagesWelding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Go MocNo ratings yet
- 038-Pro Welding Consumable Control Procedure PDFDocument20 pages038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocument31 pagesALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNo ratings yet
- Control of Welding Consumables ProcedureDocument16 pagesControl of Welding Consumables Procedureimran100% (1)
- Procedure For Material Identification & Traceability (Rev.0)Document27 pagesProcedure For Material Identification & Traceability (Rev.0)jishnunelliparambil100% (3)
- Weld Repair Procedure Rev0Document2 pagesWeld Repair Procedure Rev0aszliza100% (1)
- Qualification of Welding Procedure Specification FCDocument14 pagesQualification of Welding Procedure Specification FCmister pogi100% (4)
- Welding QA Quidelines For FabricationDocument12 pagesWelding QA Quidelines For FabricationRyan Vizcarra FerrerNo ratings yet
- Welding Consumables ProcedureDocument7 pagesWelding Consumables ProcedureSenthil Kumaran100% (1)
- Structural Steel Procedure.Document9 pagesStructural Steel Procedure.Janardhan Surya100% (1)
- WI Dimensional Control Sign1Document6 pagesWI Dimensional Control Sign1gusyahri001No ratings yet
- Fabrication Procedure for Structural SteelDocument14 pagesFabrication Procedure for Structural SteelDanang Edi Prasetyo70% (10)
- Welding Procedures and Welding Qualiy Control For PipingDocument18 pagesWelding Procedures and Welding Qualiy Control For PipingImam BuchairiNo ratings yet
- Fabrication ProcedureDocument17 pagesFabrication ProcedureThi Pham100% (9)
- Method Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Document4 pagesMethod Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Nigin Parambath50% (2)
- Electrode Baking RegisterDocument1 pageElectrode Baking RegisterSuresh Rathod100% (4)
- Welding QA/QC Manual SampleDocument18 pagesWelding QA/QC Manual SampleDanem Halas100% (1)
- Weld Map & NDE Extent of Pressure VesselDocument32 pagesWeld Map & NDE Extent of Pressure VesselMahesh Kumar100% (2)
- Fabrication ProcedurDocument7 pagesFabrication ProcedurHarry PangestuNo ratings yet
- Fabrication Inspection ProcedureDocument11 pagesFabrication Inspection Procedurewill_herry100% (6)
- 04 - Product Traceability Procedure - Asf-Qc-Ptp-001Document5 pages04 - Product Traceability Procedure - Asf-Qc-Ptp-001Sherif Yehia0% (1)
- 02 - Calibration Procedure - Asf-Qc-Cal-001Document7 pages02 - Calibration Procedure - Asf-Qc-Cal-001Sherif YehiaNo ratings yet
- 02 - Calibration Procedure - Asf-Qc-Cal-001Document7 pages02 - Calibration Procedure - Asf-Qc-Cal-001Sherif YehiaNo ratings yet
- UGFC-PQCP-49, Rev01 March 01Document7 pagesUGFC-PQCP-49, Rev01 March 01Mahaboob PashaNo ratings yet
- 04 - Material Receiving Inspection Procedure - Asf-Qc-Mri-001Document8 pages04 - Material Receiving Inspection Procedure - Asf-Qc-Mri-001Sherif YehiaNo ratings yet
- A-Qac-Pro-730-38928 Rev ADocument10 pagesA-Qac-Pro-730-38928 Rev ARamzi ZoghlamiNo ratings yet
- Welder and Wps Qualification Control ProcedureDocument24 pagesWelder and Wps Qualification Control ProcedurejhuliocessarsNo ratings yet
- NSH-SAOMPP-CMS-PI-004-tie in WorksDocument11 pagesNSH-SAOMPP-CMS-PI-004-tie in WorksNeil JavierNo ratings yet
- NSH-SAOMPP-CMS-PI-001 Piping FabricationDocument13 pagesNSH-SAOMPP-CMS-PI-001 Piping FabricationNeil JavierNo ratings yet
- Duplex Stainless Steels Welding Guidelines EN Juin 2019 WebDocument56 pagesDuplex Stainless Steels Welding Guidelines EN Juin 2019 WebMohamed YousufNo ratings yet
- Duplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryDocument4 pagesDuplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryshojiNo ratings yet
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- Din 7168-91 PDFDocument7 pagesDin 7168-91 PDFAndres Afanador MuñozNo ratings yet
- 1 Dec2008Document9 pages1 Dec2008el_sharkawy2011No ratings yet
- Welding of Duplex Stainless SteelDocument7 pagesWelding of Duplex Stainless Steelel_sharkawy2011No ratings yet
- Welding Guidelines For Duplex, Super Duplex and Hyper Duplex Stainless SteelsDocument8 pagesWelding Guidelines For Duplex, Super Duplex and Hyper Duplex Stainless Steelsel_sharkawy2011No ratings yet
- OpTransactionHistoryUX522-08-2022 23 - 27 - 53Document1 pageOpTransactionHistoryUX522-08-2022 23 - 27 - 53el_sharkawy2011No ratings yet
- As Run Sheet PQR 051 PDF FreeDocument14 pagesAs Run Sheet PQR 051 PDF Freeel_sharkawy2011No ratings yet
- Humidity and Temperature FormDocument6 pagesHumidity and Temperature Formel_sharkawy2011No ratings yet
- PWPS Eksperimen Super DuplexDocument33 pagesPWPS Eksperimen Super Duplexryan.sNo ratings yet
- Detecting Harmful Phases in Duplex SteelDocument9 pagesDetecting Harmful Phases in Duplex SteelutreshwarmiskinNo ratings yet
- A Avesta-2507-P100 Ss en 5Document1 pageA Avesta-2507-P100 Ss en 5el_sharkawy2011No ratings yet
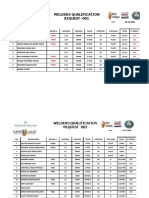
- Welders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJDocument3 pagesWelders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJel_sharkawy2011No ratings yet
- Humidity and Temperature FormDocument6 pagesHumidity and Temperature Formel_sharkawy2011No ratings yet
- PCP Workshop Special Items List Fainal 001 QuotedDocument17 pagesPCP Workshop Special Items List Fainal 001 Quotedel_sharkawy2011No ratings yet
- Working IsoDocument2 pagesWorking Isoel_sharkawy2011No ratings yet
- Eslam Abdelhameed Asme Ix IdDocument1 pageEslam Abdelhameed Asme Ix Idel_sharkawy2011No ratings yet
- PCP Workshop Special Items List Fainal 001 QuotedDocument17 pagesPCP Workshop Special Items List Fainal 001 Quotedel_sharkawy2011No ratings yet
- Measuring and Testing Equipment List: Page 1 of 2Document2 pagesMeasuring and Testing Equipment List: Page 1 of 2el_sharkawy2011No ratings yet
- Calibration Wekding EquipmentsDocument4 pagesCalibration Wekding Equipmentsel_sharkawy2011No ratings yet
- Liquid Penetrant Report: SER Iso No SH# SP# Joint No Joint Type DIA Welder Stamp Evaluation Remarks 1 2 3 4 5 6 7 8 9 10Document1 pageLiquid Penetrant Report: SER Iso No SH# SP# Joint No Joint Type DIA Welder Stamp Evaluation Remarks 1 2 3 4 5 6 7 8 9 10el_sharkawy2011No ratings yet
- RFE For Unit 42HA - 41HA - 32HA - 31HA 22HA - 21HA - 12HA - 11HA 2015 - 21-SAG-PSP-T-000886 2016-09-20Document1 pageRFE For Unit 42HA - 41HA - 32HA - 31HA 22HA - 21HA - 12HA - 11HA 2015 - 21-SAG-PSP-T-000886 2016-09-20el_sharkawy2011No ratings yet
- Weld Consumable CalculatorDocument7 pagesWeld Consumable Calculatormed chabaneNo ratings yet
- Corregation Test Sample #1Document2 pagesCorregation Test Sample #1el_sharkawy2011No ratings yet
- 7-Material ASME VIIIDocument23 pages7-Material ASME VIIIel_sharkawy2011No ratings yet
- Iso PDFDocument1 pageIso PDFel_sharkawy2011No ratings yet
- Tanks RT REQUESTDocument4 pagesTanks RT REQUESTel_sharkawy2011No ratings yet
- MT ReportDocument11 pagesMT Reportel_sharkawy2011100% (1)
- RT Request-003-1&-2Document2 pagesRT Request-003-1&-2el_sharkawy2011No ratings yet
- Standard ECDIS Requirements PDFDocument16 pagesStandard ECDIS Requirements PDFBright Okunkpolor100% (2)
- Lotus Domino Mock Test - AdministrationDocument10 pagesLotus Domino Mock Test - AdministrationLotusLearnsNo ratings yet
- V3300-E & V3800-DI-E Engine ManualDocument36 pagesV3300-E & V3800-DI-E Engine ManualcommorilNo ratings yet
- Casing Head Casing HeadDocument3 pagesCasing Head Casing HeadMohsin AwanNo ratings yet
- VIQ 7.17 Revised - Annex 13-100 (D5) Contractor's FamiliarizationDocument3 pagesVIQ 7.17 Revised - Annex 13-100 (D5) Contractor's FamiliarizationHtet lynnNo ratings yet
- NZM Catalog 02 2012 enDocument234 pagesNZM Catalog 02 2012 enengenhariamaccari100% (2)
- Plcwxu30 PDFDocument130 pagesPlcwxu30 PDFСергей КапустянNo ratings yet
- FAG Tapered Roller BearingDocument56 pagesFAG Tapered Roller Bearingpassword100% (1)
- Red JacketDocument8 pagesRed JacketTok NazriNo ratings yet
- resume-Business-Presentation-Specialist-(Trainee)-BengaluruDocument1 pageresume-Business-Presentation-Specialist-(Trainee)-BengaluruDakshesh SoodNo ratings yet
- drf400 450 Brochure PDFDocument20 pagesdrf400 450 Brochure PDFCharles Callahan100% (1)
- PLDTDocument3 pagesPLDTKirk Kervin OrpillaNo ratings yet
- Data Sheet - Air Compressor - Atlas CopcoDocument3 pagesData Sheet - Air Compressor - Atlas CopcoMaaz JunaidiNo ratings yet
- Pre Inspection MeetingDocument6 pagesPre Inspection Meetingwendypost73100% (1)
- Security Manager Technical TrainingDocument26 pagesSecurity Manager Technical TrainingdimitriclNo ratings yet
- Lab Manual Web EngineeringDocument44 pagesLab Manual Web Engineeringvijay ghagreNo ratings yet
- Bts Site Installation Involve Many StagesDocument47 pagesBts Site Installation Involve Many StagesAvinash Kumar SinghNo ratings yet
- DNV 1-503-1 - 2009Document7 pagesDNV 1-503-1 - 2009hadiNo ratings yet
- Python IteratorsDocument8 pagesPython Iteratorssaad_plivo0% (1)
- Finance Focus: Basic Excel TrainingDocument30 pagesFinance Focus: Basic Excel Trainingrajeshaisdu009No ratings yet
- PID CONTROLLER COMMUNICATIONDocument28 pagesPID CONTROLLER COMMUNICATIONgovardhan50No ratings yet
- Onibus 174 o FilmeDocument3 pagesOnibus 174 o Filmeanon-978291No ratings yet
- Tavant Selenium FrameworkDocument6 pagesTavant Selenium Frameworkgirivprasad7721No ratings yet
- Decrypt STOPDjvu v.1.0.0.1Document1,265 pagesDecrypt STOPDjvu v.1.0.0.1Marheni RifaiNo ratings yet
- Eskom Rotek Industries: Providing Critical Engineering ServicesDocument4 pagesEskom Rotek Industries: Providing Critical Engineering Serviceszwanesbu1No ratings yet
- Thytronic Manual Na016-2017Document70 pagesThytronic Manual Na016-2017Ricardo Astocondor Rabanal100% (1)
- Telilabs 8605sr RouterDocument3 pagesTelilabs 8605sr RouterZeebraaAttireNo ratings yet
- Commissioning and Decommissioning of Installations For Dry Chlorine Gas and LiquidDocument18 pagesCommissioning and Decommissioning of Installations For Dry Chlorine Gas and LiquidKimberly ConleyNo ratings yet
- Angus Hi-Vol SystemsDocument12 pagesAngus Hi-Vol Systemszelda1022No ratings yet
- ABB Motors for Hazardous AreasDocument65 pagesABB Motors for Hazardous Areaslaem269No ratings yet