You might also like
- Holy Week Labyrinth GuideDocument4 pagesHoly Week Labyrinth GuideEileen Campbell-Reed100% (1)
- Avelino Vs Cuenco (Case Digest)Document8 pagesAvelino Vs Cuenco (Case Digest)Christopher Dale WeigelNo ratings yet
- LP Science WeatheringDocument4 pagesLP Science WeatheringHazel L Ibarra100% (1)
- How Can I Have Faith - Discussion GuideDocument6 pagesHow Can I Have Faith - Discussion GuideFrank Edwin VedamNo ratings yet
- Types of Passenger CoaDifferent Services - VDocument46 pagesTypes of Passenger CoaDifferent Services - Vsugantha priyanNo ratings yet
- Brake Binding Causes and SolutionsDocument59 pagesBrake Binding Causes and SolutionsShishir ChandrashekharNo ratings yet
- As SystemDocument18 pagesAs Systemkr_abhijeet72356587No ratings yet
- 1367482635621-Vacuum Air BrakeDocument31 pages1367482635621-Vacuum Air BrakeEr Rajesh BuraNo ratings yet
- 2 - Revised Draft Schedule of Standard Examination of 1400HP DEMU - Report No. MP-MISC-157 - Rev-03 - Oct-2018Document51 pages2 - Revised Draft Schedule of Standard Examination of 1400HP DEMU - Report No. MP-MISC-157 - Rev-03 - Oct-2018MD AZHAR KAZMINo ratings yet
- Brake Van Equipment ChecklistDocument1 pageBrake Van Equipment ChecklistAbednago JennepoguNo ratings yet
- Operating Structure of Bhusaval Railway DivisionDocument11 pagesOperating Structure of Bhusaval Railway Divisionnav1278No ratings yet
- NW Railway Technical Guide for Mechanical SupervisorsDocument189 pagesNW Railway Technical Guide for Mechanical SupervisorsRah MliNo ratings yet
- RS522 Iss 2Document28 pagesRS522 Iss 2anujsharma77No ratings yet
- Guidelines to deal with enroute air brake failures in LHB coachesDocument3 pagesGuidelines to deal with enroute air brake failures in LHB coachesdiiiiipsNo ratings yet
- Monitoring Equipment Failures to Improve Railway PerformanceDocument18 pagesMonitoring Equipment Failures to Improve Railway PerformancePushpender Kumar Singh100% (1)
- Train Detention Particulars Observations: Train. No 17612 AWB-RU Detained at NKDO On 17/8/19 For 10"Document8 pagesTrain Detention Particulars Observations: Train. No 17612 AWB-RU Detained at NKDO On 17/8/19 For 10"frenz2kiranNo ratings yet
- Bangalore Metro Rolling Stock OverviewDocument39 pagesBangalore Metro Rolling Stock OverviewAvinash KumarNo ratings yet
- Jli NotesDocument107 pagesJli NotesHanuma Reddy100% (1)
- Delhi Metro Working ReportDocument30 pagesDelhi Metro Working ReportShubham Tyagi0% (1)
- S5 - Passing Signals at Danger Issue 2Document44 pagesS5 - Passing Signals at Danger Issue 2gleno09No ratings yet
- HHP Locomotive's BogiesDocument47 pagesHHP Locomotive's BogiesSAI KRISHNAN LNo ratings yet
- BCNHL DoorsDocument12 pagesBCNHL DoorsRakesh JainwalNo ratings yet
- Fire Management PPT July 2018Document80 pagesFire Management PPT July 2018Rakesh JainwalNo ratings yet
- Safety UnusualsDocument3 pagesSafety Unusualspower controlNo ratings yet
- H Type CouplerDocument10 pagesH Type CouplerSantosh Sharma50% (2)
- Derailment of Bikaner-Guwahati ExpressDocument17 pagesDerailment of Bikaner-Guwahati ExpressAbhishek BhartiNo ratings yet
- Summer Training DMRCDocument56 pagesSummer Training DMRCdivyarai12345No ratings yet
- G&SR 2020 Digital Copy CRDocument973 pagesG&SR 2020 Digital Copy CRAvinash ArjunNo ratings yet
- LVPH BPC ValidityDocument4 pagesLVPH BPC ValidityJeetendra Singh ChauhanNo ratings yet
- Maintenance of RF-361 Draft GearDocument3 pagesMaintenance of RF-361 Draft GearAnonymous rwtdNjaZNo ratings yet
- General&SubsidiaryRules PDFDocument577 pagesGeneral&SubsidiaryRules PDFjeelaniNo ratings yet
- ICF Bogie OverhaulingDocument10 pagesICF Bogie OverhaulingSaptarshi PalNo ratings yet
- Specification No. MP-0.41.00.03 SIDE BUFFERDocument12 pagesSpecification No. MP-0.41.00.03 SIDE BUFFERnasirzeal990No ratings yet
- TrainingDocument31 pagesTrainingAyush Goyal100% (2)
- Revision - 0Document21 pagesRevision - 0Vishal RajNo ratings yet
- WDS6 (AC-DC) Vol IDocument55 pagesWDS6 (AC-DC) Vol Iraju sankarNo ratings yet
- Quality Audit of Bogie OverhaulDocument24 pagesQuality Audit of Bogie OverhaulEnd End100% (1)
- Brake2 PDFDocument59 pagesBrake2 PDFPushpendra RawatNo ratings yet
- Troubleshooting Directory For 25 KV AC EMU-MEMUDocument80 pagesTroubleshooting Directory For 25 KV AC EMU-MEMUGopal Dixit100% (1)
- Coach Care Complex Jaipur PPT 1 638 (19 Files Merged)Document19 pagesCoach Care Complex Jaipur PPT 1 638 (19 Files Merged)Dharamveer singhNo ratings yet
- Conventional Loco Item Review January 2010Document118 pagesConventional Loco Item Review January 2010sumitshyamalNo ratings yet
- Report Vocational TrainingDocument43 pagesReport Vocational Traininghbyubuybiu ubbhybNo ratings yet
- GDR Check TimeDocument12 pagesGDR Check TimeMurali KrishnanNo ratings yet
- MTR Handout 03.07.18Document8 pagesMTR Handout 03.07.18Lokesh KuppiliNo ratings yet
- General Rules: Eastern RailwayDocument343 pagesGeneral Rules: Eastern RailwayMunish KumarNo ratings yet
- MP.0.24.00.45 (Rev03) Sep16 For Spec-3Phase-DEMU-1600HPDocument26 pagesMP.0.24.00.45 (Rev03) Sep16 For Spec-3Phase-DEMU-1600HPLove TodkarNo ratings yet
- Presentation on GM/EMD Locomotives Layout and ComponentsDocument72 pagesPresentation on GM/EMD Locomotives Layout and ComponentsSAI KRISHNAN LNo ratings yet
- My EMU BASIC, Power & Aux CKTDocument102 pagesMy EMU BASIC, Power & Aux CKTGame RajNo ratings yet
- ESC Minutes of Meeting of 61st ESCDocument62 pagesESC Minutes of Meeting of 61st ESCpradeeepgargNo ratings yet
- BPC Form For Coaching TrainsDocument2 pagesBPC Form For Coaching TrainsHakuna100% (1)
- Final-Draft Spec of AC-AC System For HHP LocosDocument101 pagesFinal-Draft Spec of AC-AC System For HHP LocosRahul KumarNo ratings yet
- Fortaleza Metro's 3-car Articulated VehicleDocument2 pagesFortaleza Metro's 3-car Articulated VehicleRodrigo SampaioNo ratings yet
- Lrta MarketingDocument20 pagesLrta MarketingCamille SalvadorNo ratings yet
- Ballast Cleanig MachineDocument25 pagesBallast Cleanig MachineNipun NarayanNo ratings yet
- Railsim 8-1 BrochureDocument7 pagesRailsim 8-1 BrochureAlper KoçerNo ratings yet
- Wild Presentation - 09052020Document46 pagesWild Presentation - 09052020Dasari RamamohanaNo ratings yet
- Details of Train 18 in HindiDocument83 pagesDetails of Train 18 in HindiSantosh BhutnarNo ratings yet
- (Question & Answer Format) : Zrti/S.E.Railway/SiniDocument257 pages(Question & Answer Format) : Zrti/S.E.Railway/SiniAvinash Arjun100% (1)
- 8w-Detc Maintenance ManualDocument87 pages8w-Detc Maintenance Manualarun100% (1)
- On Vocational Training Loco WorkshopDocument21 pagesOn Vocational Training Loco WorkshopAnand ShekharNo ratings yet
- Railroad Signal Specialist: Passbooks Study GuideFrom EverandRailroad Signal Specialist: Passbooks Study GuideNo ratings yet
- Ultrasonic Testing PrinciplesDocument21 pagesUltrasonic Testing PrinciplesVaraGoudNo ratings yet
- PDF of February 11, 2021 PresentationDocument60 pagesPDF of February 11, 2021 PresentationMuhammad UmairNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To InformationrajmarathiNo ratings yet
- BS 970 SteelsDocument8 pagesBS 970 SteelsTamal Guha100% (2)
- ZAF Broucher PDFDocument16 pagesZAF Broucher PDFPM LOgsNo ratings yet
- 17 06 16 FAQ On Gold BondDocument2 pages17 06 16 FAQ On Gold BondPM LOgsNo ratings yet
- Walkin Desk AddressDocument2 pagesWalkin Desk AddressPM LOgsNo ratings yet
- sd503 PDFDocument9 pagessd503 PDFtarun kaushalNo ratings yet
- HDFC Life Sanchay Plus Retail Brochure Final CTCDocument16 pagesHDFC Life Sanchay Plus Retail Brochure Final CTCPM LOgsNo ratings yet
- Surveyor Job Inspection Duties MumbaiDocument1 pageSurveyor Job Inspection Duties MumbaiPM LOgsNo ratings yet
- FormatDocument32 pagesFormatPM LOgsNo ratings yet
- Hrrect@ecil - Co.in: Page 1 of 2Document2 pagesHrrect@ecil - Co.in: Page 1 of 2Lakshmi NarayanaNo ratings yet
- 1408Document11 pages1408PM LOgsNo ratings yet
- 151 Hardox 400 Uk Data SheetDocument2 pages151 Hardox 400 Uk Data SheetArief TirtanaNo ratings yet
- 151 Hardox 400 Uk Data SheetDocument2 pages151 Hardox 400 Uk Data SheetArief TirtanaNo ratings yet
- EN ISO 9606 1 2013 E Codified PDFDocument1 pageEN ISO 9606 1 2013 E Codified PDFPM LOgsNo ratings yet
- UPDATE-1106326 TurnasureDocument17 pagesUPDATE-1106326 TurnasureRahim KhanNo ratings yet
- Annexure A: Affix A Recent Passport Size PhotographDocument5 pagesAnnexure A: Affix A Recent Passport Size PhotographanitaNo ratings yet
- DocuDocument3 pagesDocuPM LOgsNo ratings yet
- Ansi b36 10 1979Document23 pagesAnsi b36 10 1979Yaser Al NasrNo ratings yet
- 151 Hardox 400 Uk Data SheetDocument2 pages151 Hardox 400 Uk Data SheetArief TirtanaNo ratings yet
- Api STSDocument4 pagesApi STSPM LOgsNo ratings yet
- Rites Limited: (A Govt. of India Enterprise) RITES Bhawan, Plot No. 1, Sector - 29, Gurgaon - 122001Document5 pagesRites Limited: (A Govt. of India Enterprise) RITES Bhawan, Plot No. 1, Sector - 29, Gurgaon - 122001PM LOgsNo ratings yet
- Chitti UdampadiDocument4 pagesChitti UdampadiAnuna AmanullahNo ratings yet
- Surveyor Job Inspection Duties MumbaiDocument1 pageSurveyor Job Inspection Duties MumbaiPM LOgsNo ratings yet
- Excimer Laser Used As Materials Characterization Tool: Sulphide Inclusion Printing SteelDocument8 pagesExcimer Laser Used As Materials Characterization Tool: Sulphide Inclusion Printing SteelPrimawati RahmaniyahNo ratings yet
- Hrrect@ecil - Co.in: Page 1 of 2Document2 pagesHrrect@ecil - Co.in: Page 1 of 2Lakshmi NarayanaNo ratings yet
- Rites Limited: (A Govt. of India Enterprise) RITES Bhawan, Plot No. 1, Sector - 29, Gurgaon - 122001Document5 pagesRites Limited: (A Govt. of India Enterprise) RITES Bhawan, Plot No. 1, Sector - 29, Gurgaon - 122001PM LOgsNo ratings yet
- sd503 PDFDocument9 pagessd503 PDFtarun kaushalNo ratings yet
- BS 970 SteelsDocument8 pagesBS 970 SteelsTamal Guha100% (2)
- Surveyor Job Inspection Duties MumbaiDocument1 pageSurveyor Job Inspection Duties MumbaiPM LOgsNo ratings yet
- GRP 10 JV'sDocument43 pagesGRP 10 JV'sManas ChaturvediNo ratings yet
- Timetable 1Document1 pageTimetable 1sunilbijlaniNo ratings yet
- Opera Arias and Sinfonias: VivaldiDocument22 pagesOpera Arias and Sinfonias: VivaldiDardo CocettaNo ratings yet
- Endocrine System Diagnostic Text and Some DiseasesDocument3 pagesEndocrine System Diagnostic Text and Some Diseasesevangelo22656No ratings yet
- MKTM028 FathimathDocument23 pagesMKTM028 FathimathShyamly DeepuNo ratings yet
- Christopher Westra - Laws of Attraction PDFDocument3 pagesChristopher Westra - Laws of Attraction PDFZachary LeeNo ratings yet
- New Balance Case StudyDocument3 pagesNew Balance Case StudyDimas AdityaNo ratings yet
- Mobile Assisted Language Learning (MALL) Describes An Approach To Language LearningDocument7 pagesMobile Assisted Language Learning (MALL) Describes An Approach To Language Learninggusria ningsihNo ratings yet
- Overview of Research ProcessDocument31 pagesOverview of Research Processprema balusamyNo ratings yet
- PRESSURE VESSEL Handbook - Eugene F. Megyesy 12th 2001Document501 pagesPRESSURE VESSEL Handbook - Eugene F. Megyesy 12th 2001vamcodong71% (7)
- Fee Structure 2023-2024Document10 pagesFee Structure 2023-2024Emmanuel NjogellahNo ratings yet
- Horizontal Projectile MotionDocument17 pagesHorizontal Projectile MotionMark BagamaspadNo ratings yet
- Bridge Manual Retaining Walls - Section 3.62 Page 3.2-2Document1 pageBridge Manual Retaining Walls - Section 3.62 Page 3.2-2lomoscribdNo ratings yet
- What ATF - CVTF To Use For ToyotaDocument7 pagesWhat ATF - CVTF To Use For ToyotaSydneyKasongoNo ratings yet
- Allison WallaceDocument3 pagesAllison WallaceOskar KarvajalNo ratings yet
- ANNEX III-Site Components Drawings SetDocument96 pagesANNEX III-Site Components Drawings SetDenice Erika ManzanoNo ratings yet
- Guidelines SLCM BWDocument60 pagesGuidelines SLCM BWpnaarayanNo ratings yet
- ID26Document21 pagesID26Ashish BaidyanathanNo ratings yet
- 2020 Exam-Sample-Questions-Computer-ScienceDocument8 pages2020 Exam-Sample-Questions-Computer-ScienceNesrine LaradjiNo ratings yet
- Vici Line Card 2015Document14 pagesVici Line Card 2015Argel Linard Francisco MabagaNo ratings yet
- Pizza Hut Final!Document15 pagesPizza Hut Final!Alisha ParabNo ratings yet
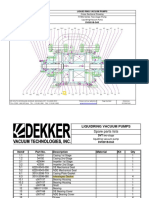
- Bomba de Vacio Part ListDocument2 pagesBomba de Vacio Part ListNayeli Zarate MNo ratings yet
- Instant Download Ebook PDF Building Construction Handbook 11th Edition PDF ScribdDocument41 pagesInstant Download Ebook PDF Building Construction Handbook 11th Edition PDF Scribdthomas.bilal255100% (38)
- 5 Tips For Faster Mental Multiplication PDFDocument3 pages5 Tips For Faster Mental Multiplication PDFGonzalo Estrán BuyoNo ratings yet
- Advanced Guide To Digital MarketingDocument43 pagesAdvanced Guide To Digital MarketingArpan KarNo ratings yet
- B.O Blog 6 (Benefits and Hacks of Using Turmeric)Document6 pagesB.O Blog 6 (Benefits and Hacks of Using Turmeric)sanaNo ratings yet