You might also like
- Chapter 5 - Equipment Sizing and CostingDocument21 pagesChapter 5 - Equipment Sizing and CostingHaiqal AzizNo ratings yet
- Chemical Engineering Review QuestionsDocument19 pagesChemical Engineering Review QuestionsMarcela Godoy100% (16)
- Chemical Engg Plant DesignDocument464 pagesChemical Engg Plant DesignjanandcpclNo ratings yet
- Chemical Engineering Equipment DesignDocument55 pagesChemical Engineering Equipment Designabdo magdy100% (1)
- CHEMICAL ENGINEERING INSTRUMENTATION AND PROCESS CONTROL PROBLEMSDocument4 pagesCHEMICAL ENGINEERING INSTRUMENTATION AND PROCESS CONTROL PROBLEMSMarco SarmientoNo ratings yet
- Series Parallel PumpsDocument4 pagesSeries Parallel PumpsMarieRafaelBlanca0% (1)
- Pump Sizing and Selection Made Easy - Chemical Engineering - Page 1Document9 pagesPump Sizing and Selection Made Easy - Chemical Engineering - Page 1Guy LoopersNo ratings yet
- Chapter 4 - StudentDocument69 pagesChapter 4 - Studenteja70No ratings yet
- CCN2252 Environmental and Energy Engineering T08 Water PollutionDocument3 pagesCCN2252 Environmental and Energy Engineering T08 Water PollutionfelixNo ratings yet
- 2017 PE Chemical 11 30 2017Document2 pages2017 PE Chemical 11 30 2017reza khNo ratings yet
- Chemical Engineering Questions and AnswersDocument28 pagesChemical Engineering Questions and AnswersbabulubalaNo ratings yet
- gd2 PMDocument14 pagesgd2 PMKevin DacreNo ratings yet
- Board Exam Scope Dr. Ofelia BulaongDocument3 pagesBoard Exam Scope Dr. Ofelia BulaongJorellie PetalverNo ratings yet
- Centrifugal Pumps CurveDocument3 pagesCentrifugal Pumps Curvesevero97No ratings yet
- Heat TransferDocument39 pagesHeat TransferAnonymous 0zrCNQNo ratings yet
- 5.4.3. Power Requirements For Pumping Liquids: 5.4. Pumps and CompressorsDocument3 pages5.4.3. Power Requirements For Pumping Liquids: 5.4. Pumps and Compressorsamir885No ratings yet
- PSV-Tag No.: K K CFDocument3 pagesPSV-Tag No.: K K CFoas217No ratings yet
- Process Equipment Design (Pinoy Edition)Document40 pagesProcess Equipment Design (Pinoy Edition)Rachel HechanovaNo ratings yet
- Mass Transfer Ans KeyDocument110 pagesMass Transfer Ans KeyZoren Del MundoNo ratings yet
- Che CHM QuestionsDocument82 pagesChe CHM QuestionsErik WeeksNo ratings yet
- Guide to Filtration Equipment and TheoryDocument37 pagesGuide to Filtration Equipment and TheoryGeorge Isaac McQuilesNo ratings yet
- Process Design For Chemical EngineersDocument170 pagesProcess Design For Chemical EngineersSilas Onyekwe100% (5)
- Reaction Kinetics Sample ProblemsDocument9 pagesReaction Kinetics Sample ProblemsMiguel Magat Joves100% (1)
- Section 17 - Fluid Flow and PipingDocument11 pagesSection 17 - Fluid Flow and PipingCHANADASNo ratings yet
- CMTD Excel PDFDocument3 pagesCMTD Excel PDFJesús Alejandro González CañasNo ratings yet
- Lecture 2 - Chapter 1-Mole BalanceDocument40 pagesLecture 2 - Chapter 1-Mole BalanceNizam JumadiNo ratings yet
- Calculate Heat-Cool Time - Batch ReactorDocument2 pagesCalculate Heat-Cool Time - Batch ReactorGargiulo Anita100% (1)
- Chemical Engineering Principles and Calculations Chapter I - Introduction To Chemical ...Document175 pagesChemical Engineering Principles and Calculations Chapter I - Introduction To Chemical ...Alex RomeroNo ratings yet
- Design of Distillation ColumnDocument21 pagesDesign of Distillation Columnusmanafzal246100% (1)
- Soal No 20Document2 pagesSoal No 20Asmi Ramadhani0% (1)
- Chapter 8 McCabeDocument65 pagesChapter 8 McCabeConrad MonterolaNo ratings yet
- Emergency Scrubber DesignDocument36 pagesEmergency Scrubber DesignSurajit das0% (1)
- MAPÚA UNIVERSITY Piping and Instrumentation Diagram of Calaca Batangas Algal Biofuel PlantDocument14 pagesMAPÚA UNIVERSITY Piping and Instrumentation Diagram of Calaca Batangas Algal Biofuel PlantRalph Carlo Evidente100% (1)
- Mechanical Design and Parameters for Chemical ReactorsDocument121 pagesMechanical Design and Parameters for Chemical ReactorsohoreyNo ratings yet
- Chapter 4 Reactor DesignDocument16 pagesChapter 4 Reactor DesignAli AhsanNo ratings yet
- Double Pipe Heat Exchanger: Experiment 9Document6 pagesDouble Pipe Heat Exchanger: Experiment 9Jelain HumarangNo ratings yet
- Performance of Heat ExchangersDocument10 pagesPerformance of Heat ExchangersJusztinAquinoNo ratings yet
- 6 Multicomponent Distillation Shortcut Method - CompleteDocument30 pages6 Multicomponent Distillation Shortcut Method - CompleteFadilla RahmiNo ratings yet
- PhyChem NotesDocument146 pagesPhyChem NotesHina OdaNo ratings yet
- Plug Flow ReactorDocument6 pagesPlug Flow Reactormattgrisewood100% (11)
- GATE Chemical Engineering Solved Paper 2014Document24 pagesGATE Chemical Engineering Solved Paper 2014Robert DelfinNo ratings yet
- CHE201ch12Document25 pagesCHE201ch12chandro57No ratings yet
- Gas - Liquid Mixing Impeller of New GenerationDocument8 pagesGas - Liquid Mixing Impeller of New GenerationscranderiNo ratings yet
- Pumping TrapsDocument36 pagesPumping TrapsjonathanyflorenciaNo ratings yet
- Separation Process Engineering Includes Mass Transfer Analysis 3rd Edition Wankat Solutions ManualDocument28 pagesSeparation Process Engineering Includes Mass Transfer Analysis 3rd Edition Wankat Solutions ManualJasmine0% (2)
- Helical Coil Heat Transfer CoefficientsDocument4 pagesHelical Coil Heat Transfer Coefficientsjokish100% (1)
- Chemical Reaction Engineering Test 1: Activation Energy, Reaction Order, Rate LawsDocument2 pagesChemical Reaction Engineering Test 1: Activation Energy, Reaction Order, Rate LawsANOOP S S67% (3)
- Flash DesignDocument14 pagesFlash Designdavoin_88No ratings yet
- Chemical Plant Design: Process & Equipment Engineering FundamentalsDocument43 pagesChemical Plant Design: Process & Equipment Engineering FundamentalsGua HantuNo ratings yet
- Nature of Design 2: Key Steps and Considerations in Chemical Process DesignDocument53 pagesNature of Design 2: Key Steps and Considerations in Chemical Process DesignSihan LiuNo ratings yet
- University of Engineering and Technology LahoreDocument16 pagesUniversity of Engineering and Technology LahorezeeshanNo ratings yet
- Plant Design and Economics For Chemical Engineers: 4 Credit-Hour Core CourseDocument35 pagesPlant Design and Economics For Chemical Engineers: 4 Credit-Hour Core CoursemohammedNo ratings yet
- Process Design and Development: Introduction To Chemical Engineering Plant DesignDocument10 pagesProcess Design and Development: Introduction To Chemical Engineering Plant DesignCenter of KnowledgeNo ratings yet
- Unit - 1Document45 pagesUnit - 1neel3745No ratings yet
- 1.4 Mechanical System DesignDocument13 pages1.4 Mechanical System DesignBen MusimaneNo ratings yet
- Plant Design & Economics (2020-CH-243)Document28 pagesPlant Design & Economics (2020-CH-243)Hassan Bashir100% (1)
- Project EngineeringewdfDocument23 pagesProject EngineeringewdfKripasindhu SamantaNo ratings yet
- 02 Overview of Plant DesignDocument37 pages02 Overview of Plant DesignNadiaNo ratings yet
- Comparative Analysis of HVAC Systems Based on Life Cycle CostDocument4 pagesComparative Analysis of HVAC Systems Based on Life Cycle CostPulak MandalNo ratings yet
- Thermal Power Plant: Pre-Operational ActivitiesFrom EverandThermal Power Plant: Pre-Operational ActivitiesRating: 4 out of 5 stars4/5 (4)
- Atomic Structure Theory 2017Document45 pagesAtomic Structure Theory 2017joseph dave pregonerNo ratings yet
- Isotopes and Their UsesDocument13 pagesIsotopes and Their UsesJonnah Faye MojaresNo ratings yet
- Science: Third Quarter - Module 6 Heat TransferDocument42 pagesScience: Third Quarter - Module 6 Heat TransferJonnah Faye Mojares100% (1)
- Lesson PlanDocument14 pagesLesson PlanJonnah Faye MojaresNo ratings yet
- English Practice TestDocument5 pagesEnglish Practice TestJonnah Faye MojaresNo ratings yet
- g7 Science Q3 M3Document43 pagesg7 Science Q3 M3Jonnah Faye MojaresNo ratings yet
- Prayerwelcome Song Grad Song LyricsDocument1 pagePrayerwelcome Song Grad Song LyricsJonnah Faye MojaresNo ratings yet
- Ict Module 5Document10 pagesIct Module 5Jonnah Faye MojaresNo ratings yet
- Science: First Quarter - Module 4B Saturated SolutionsDocument20 pagesScience: First Quarter - Module 4B Saturated SolutionsJonnah Faye MojaresNo ratings yet
- Least Learned Competencies (Consolidated) Elementary and Secondary LevelDocument72 pagesLeast Learned Competencies (Consolidated) Elementary and Secondary LevelJonnah Faye MojaresNo ratings yet
- 4A and 4B Science7Document29 pages4A and 4B Science7Jonnah Faye MojaresNo ratings yet
- Philippine Teacher's Weekly Work ReportDocument5 pagesPhilippine Teacher's Weekly Work ReportJonnah Faye MojaresNo ratings yet
- Science: Third Quarter - Module 4A Characteristics of WavesDocument41 pagesScience: Third Quarter - Module 4A Characteristics of WavesJonnah Faye MojaresNo ratings yet
- Distance and Displacement ModuleDocument129 pagesDistance and Displacement ModuleJonnah Faye Mojares100% (2)
- Science: First Quarter - Module 1E Scientific INVESTIGATION: Analyzing DataDocument29 pagesScience: First Quarter - Module 1E Scientific INVESTIGATION: Analyzing DataJonnah Faye MojaresNo ratings yet
- Module2a Science7 (Q1)Document12 pagesModule2a Science7 (Q1)Jonnah Faye MojaresNo ratings yet
- Drying: Chemical Engineering SeriesDocument54 pagesDrying: Chemical Engineering Serieskmrosario67% (21)
- Science: First Quarter - Module 1B Scientific Investigation: Identifying Problems An Making ObservationsDocument15 pagesScience: First Quarter - Module 1B Scientific Investigation: Identifying Problems An Making ObservationsJonnah Faye MojaresNo ratings yet
- PHYSICAL SCIENCE MODULE 1-EditedDocument12 pagesPHYSICAL SCIENCE MODULE 1-EditedJonnah Faye MojaresNo ratings yet
- Science: The Periodic Table of ElementsDocument14 pagesScience: The Periodic Table of ElementsJonnah Faye MojaresNo ratings yet
- Science: First Quarter - Module 1A Scientific Investigation: Introduction To Scientific InvestigationDocument13 pagesScience: First Quarter - Module 1A Scientific Investigation: Introduction To Scientific InvestigationJonnah Faye MojaresNo ratings yet
- Vol3no11 10 PDFDocument11 pagesVol3no11 10 PDFJonnah Faye MojaresNo ratings yet
- Vol3no11 10 PDFDocument11 pagesVol3no11 10 PDFJonnah Faye MojaresNo ratings yet
- Strength of Materials ProblemsDocument2 pagesStrength of Materials ProblemsJonnah Faye MojaresNo ratings yet
- Pressure Vessel Design Shell ThicknessDocument14 pagesPressure Vessel Design Shell ThicknessEng Mohammed100% (1)
- November 2012 ChE Board Exam QuestionsDocument9 pagesNovember 2012 ChE Board Exam Questionstina pixieNo ratings yet
- 0104 6632 Bjce 33 04 0897 PDFDocument10 pages0104 6632 Bjce 33 04 0897 PDFJonnah Faye MojaresNo ratings yet
- Chemical Engineering Fluid Flow ReviewDocument32 pagesChemical Engineering Fluid Flow ReviewJohn P. BandoquilloNo ratings yet
- Engineering Thermodynamics Solutions ManualDocument32 pagesEngineering Thermodynamics Solutions ManualMahesh NadarNo ratings yet
- Board-Exam May2223242019Document11 pagesBoard-Exam May2223242019Jonnah Faye MojaresNo ratings yet
- Fundamentals of Petroleum Refinery EconomicsDocument2 pagesFundamentals of Petroleum Refinery EconomicsFahrizal RifkiNo ratings yet
- Phaesun-2016-ENG-Product Catalogue PDFDocument374 pagesPhaesun-2016-ENG-Product Catalogue PDFTentacleOfTheDayNo ratings yet
- 17D-28199-13 YZ250F (Sections Spanish)Document72 pages17D-28199-13 YZ250F (Sections Spanish)ceciliaNo ratings yet
- Energy Management Best Practices Guide For Commercial and Institutional BuildingsDocument49 pagesEnergy Management Best Practices Guide For Commercial and Institutional BuildingsAzizan RamlyNo ratings yet
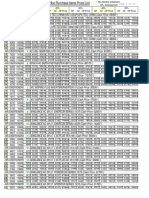
- PriceListHirePurchase Normal6thNov2019Document56 pagesPriceListHirePurchase Normal6thNov2019Jamil AhmedNo ratings yet
- McDonald's Corporation - Sustainability Scorecard 2011Document8 pagesMcDonald's Corporation - Sustainability Scorecard 2011CSRmedia.ro NetworkNo ratings yet
- VisionLED Prime Top Opening Cleanroom PDFDocument2 pagesVisionLED Prime Top Opening Cleanroom PDFPratik ThakkarNo ratings yet
- Petronet Corporate Presentation June 2011Document34 pagesPetronet Corporate Presentation June 2011veeruduNo ratings yet
- h06962 Chemical Injection SystemDocument1 pageh06962 Chemical Injection SystemkirankirkNo ratings yet
- Fiber Bed Mist Eliminators L DuPont and MDocument4 pagesFiber Bed Mist Eliminators L DuPont and MacckypenrynNo ratings yet
- A On The Organizational System and Organizational Progress of Bangalore Milk Union LTD (BAMUL)Document74 pagesA On The Organizational System and Organizational Progress of Bangalore Milk Union LTD (BAMUL)Tilak Raj100% (5)
- ProductCatalogue2011 UKEPCEN11-500 LRDocument264 pagesProductCatalogue2011 UKEPCEN11-500 LRDana LoreNo ratings yet
- OffGrid and Investors Company-Profiles - UpdatedDocument51 pagesOffGrid and Investors Company-Profiles - UpdatedkulukundunguNo ratings yet
- Diagnosis Tool Repair CaterpillarDocument14 pagesDiagnosis Tool Repair CaterpillarGuido Giovanni Franco RodriguezNo ratings yet
- TZW - Sustainability and The Waste Hierarchy (2003)Document16 pagesTZW - Sustainability and The Waste Hierarchy (2003)Valen Ramirez HNo ratings yet
- GE 9HA Gas TurbineDocument4 pagesGE 9HA Gas TurbinejparmarNo ratings yet
- Assessment of The Pico and Micro-Hydropower Market in Rwanda (2011)Document65 pagesAssessment of The Pico and Micro-Hydropower Market in Rwanda (2011)CY KangNo ratings yet
- Expert Hydropower Consultancy Firm in LaosDocument16 pagesExpert Hydropower Consultancy Firm in LaosJulianNo ratings yet
- Unit 7 - Chemical Equilibrium - SL - Paper 1 - 1.0 (Markscheme)Document20 pagesUnit 7 - Chemical Equilibrium - SL - Paper 1 - 1.0 (Markscheme)VedantNo ratings yet
- E3120 Tuv Nel Brochure July 2014Document2 pagesE3120 Tuv Nel Brochure July 2014Chris CowapNo ratings yet
- Operation and Maintenance of EHV EquipmentDocument26 pagesOperation and Maintenance of EHV Equipmentdheerajdodda1No ratings yet
- Engineering Design Services For Imadapapa Facility: Instrument PhilosophyDocument22 pagesEngineering Design Services For Imadapapa Facility: Instrument PhilosophyAtty AttyNo ratings yet
- Drying Is A Mass Transfer: Process Consisting of The Removal of Water or Another SolventDocument25 pagesDrying Is A Mass Transfer: Process Consisting of The Removal of Water or Another SolventCharlie RamirezNo ratings yet
- SAP ISU overview for utility billing and customer managementDocument11 pagesSAP ISU overview for utility billing and customer managementabhimittal007No ratings yet
- Risk Based Inspections (RBI)Document13 pagesRisk Based Inspections (RBI)Richard Koehler100% (1)
- Maersk Drilling's Rig Fleet Supports Global Oil and Gas ProductionDocument24 pagesMaersk Drilling's Rig Fleet Supports Global Oil and Gas ProductionSyed Sohaib AhmedNo ratings yet
- Manual Feed-In Approval Application Form GuideDocument16 pagesManual Feed-In Approval Application Form GuideYeit HauNo ratings yet
- Compresor Tornillo R-Series 37-45 KW 60 HZ Flyer ScreenDocument2 pagesCompresor Tornillo R-Series 37-45 KW 60 HZ Flyer ScreenErika Loayza OlidenNo ratings yet
- Mitsubishi Electric Is A World Leader in Air Conditioning Systems For ResidentialDocument3 pagesMitsubishi Electric Is A World Leader in Air Conditioning Systems For ResidentialnirajNo ratings yet
- National Grid Sample BillDocument4 pagesNational Grid Sample BillsikeNo ratings yet