You might also like
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- WS Ii BoltsDocument115 pagesWS Ii BoltsRicha LalwaniNo ratings yet
- Boeing FastenersDocument40 pagesBoeing FastenersnajibNo ratings yet
- Aircraft HardwareDocument36 pagesAircraft HardwareUmar HasanNo ratings yet
- ++A330 ATA Chap 51 Structures PDFDocument408 pages++A330 ATA Chap 51 Structures PDFAnonymous mq0U43UsPNo ratings yet
- 51-47-00 - Description - FASTENER PITCH AND EDGE DISTANCE DATADocument18 pages51-47-00 - Description - FASTENER PITCH AND EDGE DISTANCE DATAlibrolibro1No ratings yet
- August 16, 2021 Hardware Specifications Highlighted Updated Specification Rev. TitleDocument8 pagesAugust 16, 2021 Hardware Specifications Highlighted Updated Specification Rev. TitleTony C.No ratings yet
- NDT - Thrust Rev V Groove Outer InspectionDocument5 pagesNDT - Thrust Rev V Groove Outer InspectionDavid OwenNo ratings yet
- Aerospace Products BrochureDocument15 pagesAerospace Products BrochurejesszeusNo ratings yet
- 51-49-00 - Description - Standard Torque ValuesDocument14 pages51-49-00 - Description - Standard Torque ValuesMarijaNo ratings yet
- Aircraft HardwareDocument103 pagesAircraft HardwareJuly Tade100% (1)
- Fabrication ReportDocument6 pagesFabrication ReportAliff FazzNo ratings yet
- Airbus Composite Structures PDFDocument43 pagesAirbus Composite Structures PDFAnonymous mq0U43UsPNo ratings yet
- EASA Mod 13 BK 44 Landing GearDocument42 pagesEASA Mod 13 BK 44 Landing GearDavid OwenNo ratings yet
- MODULE 6.5 FastenersDocument12 pagesMODULE 6.5 FastenerssreeramNo ratings yet
- ATA - Spec2200 - Graphic Style-Aircraft Orientation - p507Document1 pageATA - Spec2200 - Graphic Style-Aircraft Orientation - p507Fred0% (1)
- Staineless Steel Wire Flux Cored WireDocument6 pagesStaineless Steel Wire Flux Cored Wiregazwang478No ratings yet
- SRM 57-21-11-101Document56 pagesSRM 57-21-11-101Ahmet Serdar GOKNo ratings yet
- Aircraft MaterialsDocument16 pagesAircraft MaterialsManicharanNo ratings yet
- ASNA2041Document18 pagesASNA2041BorjaNo ratings yet
- PERMASWAGE System Presentation (NXPowerLite)Document16 pagesPERMASWAGE System Presentation (NXPowerLite)Edwar ZulmiNo ratings yet
- Aircraft Maintenance Practices 01A Handling SafetyDocument46 pagesAircraft Maintenance Practices 01A Handling SafetyMohammed HamidNo ratings yet
- ASNA2536-collars CortaduraDocument6 pagesASNA2536-collars CortaduraCurro Espadafor Fernandez AmigoNo ratings yet
- Ancra Aircraft-Catalog403Document28 pagesAncra Aircraft-Catalog403Robert FlorezNo ratings yet
- Tube Joining: Seal Hold Flex Mate (For Separables)Document39 pagesTube Joining: Seal Hold Flex Mate (For Separables)Edwar Zulmi100% (1)
- Aisc 20Document11 pagesAisc 20Deny SitorusNo ratings yet
- A Thesaurus of MechanismsDocument30 pagesA Thesaurus of Mechanismsafit666100% (1)
- Bonding, Grounding or EarthingDocument9 pagesBonding, Grounding or EarthingpannNo ratings yet
- Bedpan Washer BP 100 H E BP100HAE: Instructions Manual Operating ManualDocument27 pagesBedpan Washer BP 100 H E BP100HAE: Instructions Manual Operating ManualLuther QuispeNo ratings yet
- 6.02 - Aircraft Materials - Non FerrousDocument16 pages6.02 - Aircraft Materials - Non FerroushmaterialscienceNo ratings yet
- Katalog SIRCDocument12 pagesKatalog SIRCbambang50% (2)
- Chemistry WorksheetsDocument16 pagesChemistry Worksheetsapi-262668586100% (2)
- Supplying The Aerospace, Defense & Metal Working Industries Since 1951!Document18 pagesSupplying The Aerospace, Defense & Metal Working Industries Since 1951!Margaux RagasaNo ratings yet
- Masterseal Roof Waterproofing Guide: Durable Roofing Solutions With Liquid Resin SystemsDocument9 pagesMasterseal Roof Waterproofing Guide: Durable Roofing Solutions With Liquid Resin SystemsAmr FathallaNo ratings yet
- Nptel ReboilerDocument8 pagesNptel ReboilerGurubasavaraju T MNo ratings yet
- Rib 3Document10 pagesRib 3gygjhkjnlNo ratings yet
- Preview of Hvac Chilled Water System Installation 3 PDFDocument1 pagePreview of Hvac Chilled Water System Installation 3 PDFYoga PristlinNo ratings yet
- Coast Fab Hardware 2015 PDFDocument76 pagesCoast Fab Hardware 2015 PDFAnonymous iq5QytNo ratings yet
- Check of MLG Torque Links For Excessive PlayDocument37 pagesCheck of MLG Torque Links For Excessive PlayColin Shane MamalesNo ratings yet
- Outotec Flotation - TankCell E500Document2 pagesOutotec Flotation - TankCell E500jadetorresNo ratings yet
- Biofuels PresentationDocument9 pagesBiofuels Presentationronald100% (1)
- Airbus Approved Suppliers List July2010Document191 pagesAirbus Approved Suppliers List July20100339975No ratings yet
- 57-49-23 Wing Leading Edge Access Panels PDFDocument24 pages57-49-23 Wing Leading Edge Access Panels PDFJheremy GilNo ratings yet
- 025 - Derco C-130 TCG Briefing PDFDocument8 pages025 - Derco C-130 TCG Briefing PDFJacob Jack YoshaNo ratings yet
- AFS Europe Tooling CatalogDocument74 pagesAFS Europe Tooling CatalogANBU100% (1)
- LISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsDocument6 pagesLISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsLeandro González De CeccoNo ratings yet
- Landing Gear SystemDocument39 pagesLanding Gear Systemkipyegon esaiahNo ratings yet
- Aips01-02-015 Installation of Blind Type ThreadedDocument22 pagesAips01-02-015 Installation of Blind Type ThreadedAlberto Biedma FernándezNo ratings yet
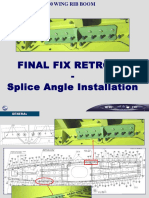
- Final Fix Retrofit - Splice Angle Installation: Exit MenuDocument23 pagesFinal Fix Retrofit - Splice Angle Installation: Exit MenugygjhkjnlNo ratings yet
- TYE Insert Cross Reference ListDocument11 pagesTYE Insert Cross Reference ListJesse KrebsNo ratings yet
- AA SM 028 Fastener FlexibilityDocument20 pagesAA SM 028 Fastener Flexibilitykrishbalu17No ratings yet
- A318/A319/A320/A321: Service BulletinDocument97 pagesA318/A319/A320/A321: Service BulletinQuyetNgoNo ratings yet
- 7.control CablesDocument136 pages7.control CablesShaun VasNo ratings yet
- AMM - VTI - A318/A319/A320/A321 REV DATE: Feb 01/2022 Tail Number - MSN - FSN: ALLDocument3 pagesAMM - VTI - A318/A319/A320/A321 REV DATE: Feb 01/2022 Tail Number - MSN - FSN: ALLkamal virkNo ratings yet
- Wire Locking & SafetyingDocument4 pagesWire Locking & SafetyingKarthikeyanNo ratings yet
- Panel Fastener Cross Refer AnceDocument5 pagesPanel Fastener Cross Refer AnceblackhawkNo ratings yet
- Asb As350-52.00.53Document11 pagesAsb As350-52.00.53anon_847285754No ratings yet
- A320 Ata 26Document18 pagesA320 Ata 26KOPHIDA AEROSPACENo ratings yet
- Finish F 69: Aerospace CoatingsDocument2 pagesFinish F 69: Aerospace CoatingsKentNo ratings yet
- Wiring: Lock, Shear and Seal: Section 2Document6 pagesWiring: Lock, Shear and Seal: Section 2sancakemreNo ratings yet
- MHICA Axial SwageDocument42 pagesMHICA Axial SwageSwampfootNo ratings yet
- Mil DTL 83723Document34 pagesMil DTL 83723Роман Дяченко100% (1)
- Lesson 2 STRUCTURE CLASSIFICATIONDocument3 pagesLesson 2 STRUCTURE CLASSIFICATIONjeevan basnyatNo ratings yet
- NAS1921 Blind RivetDocument20 pagesNAS1921 Blind Rivetacparaujo100% (1)
- Cleveland PDFDocument111 pagesCleveland PDFJuan Eduardo Salazar Zambrana100% (1)
- Hardware 1-20Document56 pagesHardware 1-20July TadeNo ratings yet
- Use of Cargo Nets For DCDocument13 pagesUse of Cargo Nets For DCDarrell ColemanNo ratings yet
- The Flight Shop Catalog Rev 7Document77 pagesThe Flight Shop Catalog Rev 7Tan Chinwei100% (1)
- AC 21-99 Aircraft Wiring and BondingDocument10 pagesAC 21-99 Aircraft Wiring and BondingmritsoudisNo ratings yet
- ATA 47 Nitrogen Generation SystemDocument6 pagesATA 47 Nitrogen Generation SystemFahad MehmoodNo ratings yet
- Kim Lighting Poles & Ballasts Brochure 1976Document20 pagesKim Lighting Poles & Ballasts Brochure 1976Alan Masters100% (1)
- Type 285: Non-Contacting Sealol Metal Bellows SealDocument6 pagesType 285: Non-Contacting Sealol Metal Bellows SealVictor Flores ResendizNo ratings yet
- Seam Clamps: Product SheetDocument6 pagesSeam Clamps: Product SheetCesar Santiago Zambrano DiazNo ratings yet
- MS24693 S27 MachineScrew MS24693S27Document2 pagesMS24693 S27 MachineScrew MS24693S27Anonymous mq0U43UsPNo ratings yet
- Info Emea Aca000Document1 pageInfo Emea Aca000Anonymous mq0U43UsPNo ratings yet
- NAS1102!06!6 FlatHeadMachineScrew NAS1102 06 6Document3 pagesNAS1102!06!6 FlatHeadMachineScrew NAS1102 06 6Anonymous mq0U43UsPNo ratings yet
- BlackMoly-MM2 - Massa LubrificanteDocument1 pageBlackMoly-MM2 - Massa LubrificanteAnonymous mq0U43UsPNo ratings yet
- 3M-Catálogo - Aerospace Surface Protection SolutionsDocument15 pages3M-Catálogo - Aerospace Surface Protection SolutionsAnonymous mq0U43UsPNo ratings yet
- Info Emea Acc1ps12Document1 pageInfo Emea Acc1ps12Anonymous mq0U43UsPNo ratings yet
- Security: Product Data SheetDocument2 pagesSecurity: Product Data SheetAnonymous mq0U43UsPNo ratings yet
- ASNA2050 - Solid Rivet - Aluminium&UniversalHead PDFDocument9 pagesASNA2050 - Solid Rivet - Aluminium&UniversalHead PDFAnonymous mq0U43UsP100% (1)
- Don VI Ap SuatDocument2 pagesDon VI Ap SuatPham ThienNo ratings yet
- 3M - E-A-R - UltraFit - X Earplugs - TD - EUDocument2 pages3M - E-A-R - UltraFit - X Earplugs - TD - EUAnonymous mq0U43UsPNo ratings yet
- 256 Pneumatic Installation Tool: 256 HUCK Installation Tool Installs The Following HUCK FastenersDocument1 page256 Pneumatic Installation Tool: 256 HUCK Installation Tool Installs The Following HUCK FastenersAnonymous mq0U43UsPNo ratings yet
- PB509 Pin Position Swage Gage IndexDocument9 pagesPB509 Pin Position Swage Gage IndexAnonymous mq0U43UsPNo ratings yet
- 3M Particulate Filter 5935 Tech Data SheetDocument3 pages3M Particulate Filter 5935 Tech Data SheetAnonymous mq0U43UsPNo ratings yet
- 2024-T3 ASM Material Data Sheet PDFDocument2 pages2024-T3 ASM Material Data Sheet PDFAnonymous mq0U43UsPNo ratings yet
- 2024-T3 ASM Material Data Sheet PDFDocument2 pages2024-T3 ASM Material Data Sheet PDFAnonymous mq0U43UsPNo ratings yet
- 3M Filter Selection SheetDocument2 pages3M Filter Selection SheetAnonymous mq0U43UsPNo ratings yet
- KCG 950G Manual EngDocument5 pagesKCG 950G Manual Engnimanima50No ratings yet
- TZ 18 NewDocument58 pagesTZ 18 NewHans LoonenNo ratings yet
- Crompton - Retrofit Solutions LED Luminaires Lamps Catalogue 10032017Document19 pagesCrompton - Retrofit Solutions LED Luminaires Lamps Catalogue 10032017srmohapatra5086No ratings yet
- Wool Scouring-Converted - Docx..bakDocument18 pagesWool Scouring-Converted - Docx..bakMd. Asiqul AlamNo ratings yet
- Materials GuideDocument1 pageMaterials GuideggudayakumarNo ratings yet
- SR21 Slotsensors Manual RevC eDocument1 pageSR21 Slotsensors Manual RevC eNandor KermeciNo ratings yet
- Swivel JointsDocument14 pagesSwivel JointsSushilNo ratings yet
- Plastic Recycling CodesDocument3 pagesPlastic Recycling CodesFreddy VackleanNo ratings yet
- Design and Fabrication of Pneumatic Sheet Metal Cutting and Pneumatic Sheet Metal Bending MachineDocument6 pagesDesign and Fabrication of Pneumatic Sheet Metal Cutting and Pneumatic Sheet Metal Bending MachineAnonymous kw8Yrp0R5rNo ratings yet
- Construction and Building Materials: Sustainable Use of Waste in Flexible Pavement: A ReviewDocument15 pagesConstruction and Building Materials: Sustainable Use of Waste in Flexible Pavement: A ReviewWilly K. CrispinNo ratings yet
- 3.0 Hvac Heating, Ventilating, Air Conditioning: 3.1 Key WordsDocument20 pages3.0 Hvac Heating, Ventilating, Air Conditioning: 3.1 Key WordsJuan Daniel RamosNo ratings yet
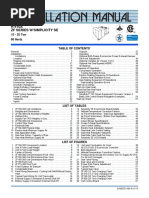
- Manual de InstalacionDocument72 pagesManual de InstalacionRafael Centeno SantanaNo ratings yet
- Uponor Radiant Cooling ManualDocument58 pagesUponor Radiant Cooling ManualGururaman Raman100% (1)
- B.Tech. 4th Year CBCS Manufacturing Technology Engg2019-20Document32 pagesB.Tech. 4th Year CBCS Manufacturing Technology Engg2019-20Mona GhunageNo ratings yet
- Speed of Concrete MixerDocument3 pagesSpeed of Concrete MixerAnonymous S94DOOkmeNo ratings yet
- Chemical Effets of El NVS TeachersDocument12 pagesChemical Effets of El NVS Teachersaashna shirbhateNo ratings yet
- Operating Instructions Refrigerated Air Dryers Models D-300 Through D-7500Document13 pagesOperating Instructions Refrigerated Air Dryers Models D-300 Through D-7500janessa ilaganNo ratings yet
- Cold Work Tool SteelsDocument3 pagesCold Work Tool SteelsLisa AsciakNo ratings yet