You might also like
- On-Site Installation Guide - Hebeish GroupDocument3 pagesOn-Site Installation Guide - Hebeish Groupkarim hilalNo ratings yet
- Solblutech Sol SSCP T Sol Scjiss TDocument2 pagesSolblutech Sol SSCP T Sol Scjiss TSony CNo ratings yet
- Installation Instructions: For Stacked Washers and DryersDocument24 pagesInstallation Instructions: For Stacked Washers and DryersMircea FrantNo ratings yet
- Install and maintain check valvesDocument6 pagesInstall and maintain check valvesHimanshu PatilNo ratings yet
- 1063 Forged Brass Spring Check ValveDocument5 pages1063 Forged Brass Spring Check ValveSyed FazluNo ratings yet
- EN-FR-008_Rev-L-VRV-VRVH-VRVHI-VRVR-VRVS-User-InstructionsDocument1 pageEN-FR-008_Rev-L-VRV-VRVH-VRVHI-VRVR-VRVS-User-Instructionsoscar garciaNo ratings yet
- Rotametro KeyDocument2 pagesRotametro Keydocumentos.envirotestNo ratings yet
- Standard Pipe Welding ProceduresDocument15 pagesStandard Pipe Welding ProceduresViraci100% (1)
- Spears - Solvent Cementing & Threaded Joints SOLV-3P-1006 - 0218 - WebDocument32 pagesSpears - Solvent Cementing & Threaded Joints SOLV-3P-1006 - 0218 - WebSatees KrishnanNo ratings yet
- Sulfinert Treated Sample CylinderDocument4 pagesSulfinert Treated Sample Cylindervipequi50No ratings yet
- Install and maintain gate, globe valvesDocument4 pagesInstall and maintain gate, globe valvesModassir ZaheenNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- Variable Area Flow Meter Engineering Data SheetDocument2 pagesVariable Area Flow Meter Engineering Data SheetPablo Angel ToiaNo ratings yet
- Termoswtche Fenwal 1700Document8 pagesTermoswtche Fenwal 1700Joakin RamirezNo ratings yet
- Victaulic Piping Guide PDFDocument8 pagesVictaulic Piping Guide PDFkumar123rajuNo ratings yet
- Weld On Solvent CemetingDocument1 pageWeld On Solvent Cemetingsasi kumarNo ratings yet
- Invalco Product GuideDocument24 pagesInvalco Product GuideyeisonNo ratings yet
- Accesorios 2Document96 pagesAccesorios 2Angs TazNo ratings yet
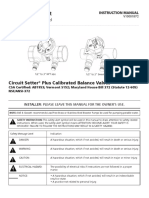
- Circuit Setter Bell & GrossetDocument6 pagesCircuit Setter Bell & GrossetKevinCostasCaceresNo ratings yet
- инструкция ssa--m86-090-pDocument6 pagesинструкция ssa--m86-090-pДмитрий ЕфремовNo ratings yet
- DisposDocument8 pagesDisposjohnny wartNo ratings yet
- Buttfusion OperationDocument8 pagesButtfusion OperationIan lawrenz LeeNo ratings yet
- Stop and Check ValvesDocument24 pagesStop and Check ValvesRahul PatilNo ratings yet
- Iron Balancing Valves IOM For Hattersley ColourDocument8 pagesIron Balancing Valves IOM For Hattersley ColourMuhammad ElbarbaryNo ratings yet
- Válvula DurcoDocument12 pagesVálvula DurcoJames Henrry López EspejoNo ratings yet
- 6 Way InstructionsDocument2 pages6 Way InstructionsFercho NoriegaNo ratings yet
- Install ShowerDocument5 pagesInstall ShowerCửu Vân LongNo ratings yet
- Effast Solvent Jointing Guide 0 0Document6 pagesEffast Solvent Jointing Guide 0 0MeNo ratings yet
- Manual Rotámetro - 0.02 - 1.2 LPM Key InstrumentsDocument2 pagesManual Rotámetro - 0.02 - 1.2 LPM Key InstrumentsMax SdNo ratings yet
- Sur-Flo Products Control Valve Liquid Turbine Meter RunDocument40 pagesSur-Flo Products Control Valve Liquid Turbine Meter RunCheng HuangNo ratings yet
- sch80c July12019Document12 pagessch80c July12019alif suryantoNo ratings yet
- PVC & CPVC Basket Strainers: Installation & Maintenance Service InstructionsDocument2 pagesPVC & CPVC Basket Strainers: Installation & Maintenance Service InstructionsTheresa NguyenNo ratings yet
- Fabrication Instructions For Split Repair Couplings: Electrical SpecificationsDocument2 pagesFabrication Instructions For Split Repair Couplings: Electrical SpecificationsMai Thế ToanNo ratings yet
- Rotary valves and airlocks guideDocument6 pagesRotary valves and airlocks guidegallowdrNo ratings yet
- Water Softeners Residential 6700XTR Upflow Valve Softeners Canadian ENGLISH ManualDocument12 pagesWater Softeners Residential 6700XTR Upflow Valve Softeners Canadian ENGLISH ManualPromagEnviro.comNo ratings yet
- Inside Sales For Valves Part 3Document6 pagesInside Sales For Valves Part 3niket honnalliNo ratings yet
- 19 Series - Safety Valve: Installation, Operation, & MaintenanceDocument6 pages19 Series - Safety Valve: Installation, Operation, & MaintenanceADAN CESSANo ratings yet
- Serbco WP Training Manual For PPR Pipes and FittingsDocument16 pagesSerbco WP Training Manual For PPR Pipes and FittingsDewald Tjatjarag BurzynskiNo ratings yet
- Loctite Innovations: Loctite Primers Properties ChartDocument1 pageLoctite Innovations: Loctite Primers Properties Chartzombiehunter247No ratings yet
- Hydraulic Shock & Sway SuppressorDocument8 pagesHydraulic Shock & Sway SuppressorjulianpirahNo ratings yet
- Prosedur Pengelasan Pipa HDPE-SHDS 160SDocument10 pagesProsedur Pengelasan Pipa HDPE-SHDS 160SIJEN GEOTHERMALNo ratings yet
- Redflex BrochureDocument24 pagesRedflex BrochuremecarrascogNo ratings yet
- Quick Couplers Mechanical Hydraulic 068700 PDFDocument26 pagesQuick Couplers Mechanical Hydraulic 068700 PDFSTEVHEN MARTHINNo ratings yet
- MAR - GI Pipes & Fittings - 02.08.22Document107 pagesMAR - GI Pipes & Fittings - 02.08.22Ansaf AskyNo ratings yet
- Floating Flange Rubber Expansion Joints: Series 980Document8 pagesFloating Flange Rubber Expansion Joints: Series 980Roland Bon IntudNo ratings yet
- Installation Manual Heavy Duty Submersible Effluent/Dewatering PumpsDocument30 pagesInstallation Manual Heavy Duty Submersible Effluent/Dewatering PumpsJULY151989No ratings yet
- Hose Technic DataDocument28 pagesHose Technic Dataerol_ay98No ratings yet
- Manual Del Usuario Serie TBDocument56 pagesManual Del Usuario Serie TBrogerpfr100% (1)
- Forbes Marshall Safety Relief Valve Brochure FM PDFDocument6 pagesForbes Marshall Safety Relief Valve Brochure FM PDFmehdipoor50% (2)
- General Specifications: PI Components Remote Diaphragm Seals For Pressure TransmittersDocument22 pagesGeneral Specifications: PI Components Remote Diaphragm Seals For Pressure TransmittersSithu ZawNo ratings yet
- Relief Valve 500 ES1196-1Document5 pagesRelief Valve 500 ES1196-1Jhon GuerreroNo ratings yet
- Pocket Installation Manual ForDocument24 pagesPocket Installation Manual ForNeilton JuniorNo ratings yet
- Gilmont RotameterDocument8 pagesGilmont RotameterDavid Enrique Velásquez RiosNo ratings yet
- 011 035Document2 pages011 035Kyle S JonesNo ratings yet
- Gasket Selection GuideDocument0 pagesGasket Selection Guiderizviabbas2012No ratings yet
- WeldOn SetCure TimeTableDocument1 pageWeldOn SetCure TimeTableJosé Domingo García GarcíaNo ratings yet
- Gs-Flange SystemDocument188 pagesGs-Flange SystemMarcin MarcinkiewiczNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Grundfos IRO BrochureDocument2 pagesGrundfos IRO BrochureBenjamin MillerNo ratings yet
- LMI C Series ManualDocument2 pagesLMI C Series ManualBenjamin MillerNo ratings yet
- Lowara SV BrochureDocument15 pagesLowara SV BrochureBenjamin MillerNo ratings yet
- Milton Roy SERIES-GD-MANUALDocument44 pagesMilton Roy SERIES-GD-MANUALBenjamin MillerNo ratings yet
- De Nora - Maintenece ChecklistDocument6 pagesDe Nora - Maintenece ChecklistBenjamin MillerNo ratings yet
- SWRO Chemical CalculationsDocument38 pagesSWRO Chemical CalculationsBenjamin MillerNo ratings yet
- Iwaki Chemical ResistanceDocument16 pagesIwaki Chemical ResistanceBenjamin MillerNo ratings yet
- Ge e Cell MK 3 LDocument1 pageGe e Cell MK 3 LBenjamin MillerNo ratings yet
- "For Sediment Filtration That Makes The Grade.": Hyper Filtration Media Water SavingsDocument2 pages"For Sediment Filtration That Makes The Grade.": Hyper Filtration Media Water SavingsBenjamin MillerNo ratings yet
- SWC5-LD Membrane Spec SheetDocument1 pageSWC5-LD Membrane Spec SheetBenjamin MillerNo ratings yet
- GF Signet and Ultrasonic Flow Sensor BrochureDocument16 pagesGF Signet and Ultrasonic Flow Sensor BrochureBenjamin MillerNo ratings yet
- BM, BMB: Booster Modules 4", 6", and 8" 60 HZ and 50 HZDocument2 pagesBM, BMB: Booster Modules 4", 6", and 8" 60 HZ and 50 HZBenjamin MillerNo ratings yet
- Leo Pumps AJm75S PDFDocument1 pageLeo Pumps AJm75S PDFBenjamin MillerNo ratings yet
- e-SH 316 Stainless Steel End Suction Centrifugal Pump (60 HZ)Document8 pagese-SH 316 Stainless Steel End Suction Centrifugal Pump (60 HZ)IngMatusNo ratings yet
- Piedmont StyleDDocument1 pagePiedmont StyleDBenjamin MillerNo ratings yet
- Water Hammer 4Document1 pageWater Hammer 4Rafael FurquimNo ratings yet
- Water Filtration and Treatment Wholesale Products Catalog: - Residential - Commercial - IndustrialDocument100 pagesWater Filtration and Treatment Wholesale Products Catalog: - Residential - Commercial - Industrialhahaer77No ratings yet
- Diseño-Aire Comprimido PDFDocument52 pagesDiseño-Aire Comprimido PDFArturo MuñozNo ratings yet
- Hayward - 3 Way Valve IOM Manual PDFDocument2 pagesHayward - 3 Way Valve IOM Manual PDFBenjamin MillerNo ratings yet
- Vontron - Technical Manual For RO and NF MembranesDocument56 pagesVontron - Technical Manual For RO and NF MembranesBenjamin MillerNo ratings yet
- Leo Pumps AJm75S PDFDocument1 pageLeo Pumps AJm75S PDFBenjamin MillerNo ratings yet
- AB Powerflex 400 Quick StartDocument196 pagesAB Powerflex 400 Quick StartBenjamin MillerNo ratings yet
- Columbian TecTank Potable Water Industry DatasheetDocument2 pagesColumbian TecTank Potable Water Industry DatasheetBenjamin MillerNo ratings yet
- NEXED EDR Service Training Master OEM 2017Document112 pagesNEXED EDR Service Training Master OEM 2017Benjamin MillerNo ratings yet
- Grundfos CR1 Pump User ManualDocument84 pagesGrundfos CR1 Pump User ManualSmital50% (2)
- Allen Bradley - PowerFlex 400Document28 pagesAllen Bradley - PowerFlex 400Marcos José Nuñez YsseleNo ratings yet
- Positive Displacement PumpsDocument6 pagesPositive Displacement Pumpsyaser201xNo ratings yet
- Hayward - Conversion Factors PDFDocument1 pageHayward - Conversion Factors PDFBenjamin MillerNo ratings yet
- Suez ZeeweedDocument2 pagesSuez ZeeweedBenjamin MillerNo ratings yet
- DDDDDDDocument10 pagesDDDDDDZardarHussainNo ratings yet
- Draft Specification of Various Items of TunnelsDocument29 pagesDraft Specification of Various Items of TunnelsDEBASIS BARMANNo ratings yet
- Overview GTC Seamless - Gulf Tubing Company - GTCDocument2 pagesOverview GTC Seamless - Gulf Tubing Company - GTCMFNo ratings yet
- Crack Width CheckDocument2 pagesCrack Width CheckJitendra SinghNo ratings yet
- Metal Fabrication Solutions for Safety, Efficiency and ProductivityDocument8 pagesMetal Fabrication Solutions for Safety, Efficiency and ProductivityKOMATSU SHOVELNo ratings yet
- Pre-Engineered Buildings PDFDocument21 pagesPre-Engineered Buildings PDFlakshmidileepNo ratings yet
- Handbook of Construction Tolerances (Tolerancias)Document385 pagesHandbook of Construction Tolerances (Tolerancias)FaRS100% (1)
- How To Build A Bomb Shelter-1Document9 pagesHow To Build A Bomb Shelter-1dmac27100% (1)
- Cold Finished Stainless Steel Tube Technology Flow ChartDocument13 pagesCold Finished Stainless Steel Tube Technology Flow ChartGonzalo MazaNo ratings yet
- Design and construction details for attaching span wires and ground wires to concrete and strain polesDocument1 pageDesign and construction details for attaching span wires and ground wires to concrete and strain polesrifkynetNo ratings yet
- Tes SylineDocument40 pagesTes SylineBima SetiajiNo ratings yet
- Adhesive Classification and Properties: Chapter TwoDocument46 pagesAdhesive Classification and Properties: Chapter TwoFrancisco Javier Salamanca BorreroNo ratings yet
- 5.method Statement Shuttering and Form WorkDocument4 pages5.method Statement Shuttering and Form Workشاز إياس100% (1)
- Megas Architectural Services Pvt. LTD.: Civil WorkDocument5 pagesMegas Architectural Services Pvt. LTD.: Civil WorkSarin100% (1)
- Thecnology Unit 3: The Wood (1º ESO)Document4 pagesThecnology Unit 3: The Wood (1º ESO)recursosesoNo ratings yet
- Overview of Iron and Steel MakingDocument24 pagesOverview of Iron and Steel MakingAryan MishraNo ratings yet
- Milwaukee Press Tool Compatibility MatrixDocument3 pagesMilwaukee Press Tool Compatibility MatrixRaul MelendezNo ratings yet
- Anson Forged Manifold FittingsDocument2 pagesAnson Forged Manifold FittingsEduardo RateikeNo ratings yet
- Reinforcing Steel Bars Price List: Structural (Astm Grade 33)Document1 pageReinforcing Steel Bars Price List: Structural (Astm Grade 33)killerhAPPyNo ratings yet
- EN 14399-5 (2015eDocument9 pagesEN 14399-5 (2015eBogdan IulianNo ratings yet
- Weld Symbols On DrawingsDocument25 pagesWeld Symbols On Drawingshombre.muerto5959100% (2)
- Laporan Perhitungan Gambar IsometriDocument3 pagesLaporan Perhitungan Gambar IsometriAlfin ArdiansyahNo ratings yet
- Copper and Copper Alloys EN Standards For Copper AlloysDocument4 pagesCopper and Copper Alloys EN Standards For Copper AlloysAttef BedaweNo ratings yet
- Hamilton Metals Inspection CertificateDocument1 pageHamilton Metals Inspection CertificateColinNo ratings yet
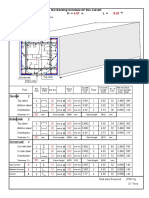
- Bar Bending Schedule of Box CulvertDocument1 pageBar Bending Schedule of Box CulvertSureshKumarNo ratings yet
- Rondo Ceiling SystemsDocument56 pagesRondo Ceiling Systemsredfred1No ratings yet
- Hassas Döküm Genel HatlarıDocument56 pagesHassas Döküm Genel HatlarıUgur KayaNo ratings yet
- TDS - QuickMix QuickPlast (399,397) - 2020Document3 pagesTDS - QuickMix QuickPlast (399,397) - 2020sychanNo ratings yet
- Construction Practices SequenceDocument61 pagesConstruction Practices SequenceiploguNo ratings yet
- Materials Properties and Types for WatchmakingDocument6 pagesMaterials Properties and Types for WatchmakingRaul BerrellezaNo ratings yet