You might also like
- Installing and Maintaining Drill LinesDocument1 pageInstalling and Maintaining Drill LineslacariaNo ratings yet
- Hazardous Area MotorsDocument8 pagesHazardous Area MotorsRamanathan AthappaNo ratings yet
- How To Effectively Implement ISA 99 / IEC 62443Document24 pagesHow To Effectively Implement ISA 99 / IEC 62443AmmarGhazaliNo ratings yet
- Ewcat PDFDocument22 pagesEwcat PDFMohsen YavariNo ratings yet
- Pre-Read Well Control CourseDocument20 pagesPre-Read Well Control CourseWilliamNo ratings yet
- Equipment Numbering Code - 16 Jun 13Document136 pagesEquipment Numbering Code - 16 Jun 13krishnsgkNo ratings yet
- Introduction To Esp Cable: Modular Design Many OptionsDocument12 pagesIntroduction To Esp Cable: Modular Design Many OptionsAnthony SiuNo ratings yet
- Hoist Inspection - SOWDocument10 pagesHoist Inspection - SOWAbdallah AbdelrehimNo ratings yet
- 07 CBM RigsDocument5 pages07 CBM RigsRahesa Wahyu NalendraNo ratings yet
- Glamox - Techninca Lighting 2013 NewDocument216 pagesGlamox - Techninca Lighting 2013 NewmyothantamtNo ratings yet
- Manual 752 RB3 PartDocument10 pagesManual 752 RB3 PartLee NaidooNo ratings yet
- ABB Motors for Hazardous AreasDocument65 pagesABB Motors for Hazardous Areaslaem269No ratings yet
- Rite Naming Convention PDFDocument6 pagesRite Naming Convention PDFKamelFaizeenAbdullahNo ratings yet
- ABS Drops Guide E-Sept17Document85 pagesABS Drops Guide E-Sept17Max BeeksNo ratings yet
- Acceleration Levels of Dropped Objects PDFDocument7 pagesAcceleration Levels of Dropped Objects PDFnotonectal100% (1)
- Daily Drilling Report: The Gold DiggersDocument3 pagesDaily Drilling Report: The Gold DiggerscodigocarnetNo ratings yet
- Norshore Atlantic SpecificationsDocument4 pagesNorshore Atlantic SpecificationsWawan Nur CahyoNo ratings yet
- SPE 128477 MS P 20ksi Bop StackDocument4 pagesSPE 128477 MS P 20ksi Bop Stacknjava1978No ratings yet
- Dhirubhai Deepwater KG2 Storage CapacitiesDocument2 pagesDhirubhai Deepwater KG2 Storage CapacitiesTim ClarkeNo ratings yet
- Safety-Alert-Crown Saver Function Testing PDFDocument2 pagesSafety-Alert-Crown Saver Function Testing PDF孔超No ratings yet
- Operating Instructions: User Manual No.: T4854-Z-Ma-001, Rev. 0 Equipment: Hydraracker X-Y 1 of 89Document89 pagesOperating Instructions: User Manual No.: T4854-Z-Ma-001, Rev. 0 Equipment: Hydraracker X-Y 1 of 89ayhamNo ratings yet
- TR Design BookDocument9 pagesTR Design BookMohammed JassimNo ratings yet
- TD MPI Inspection StandardDocument97 pagesTD MPI Inspection StandardMohamed BadranNo ratings yet
- 1.8.1.1.11.2.3 Titan C Service Manual (NEW)Document70 pages1.8.1.1.11.2.3 Titan C Service Manual (NEW)WayneNo ratings yet
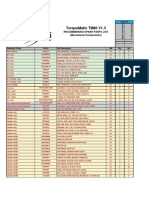
- TM80 V1.3 Recommended Spare Parts ListDocument2 pagesTM80 V1.3 Recommended Spare Parts ListAlejandra Noguera GiraldoNo ratings yet
- Drilling MotorsDocument6 pagesDrilling MotorsBassim Hato100% (2)
- CREW: Department of Defense: Department of The Air Force: Regarding Perchlorate: Scanned Perchlorate October 2008 YDocument200 pagesCREW: Department of Defense: Department of The Air Force: Regarding Perchlorate: Scanned Perchlorate October 2008 YCREWNo ratings yet
- RIN PartC 2014-11 PDFDocument220 pagesRIN PartC 2014-11 PDFJuniorJavier Olivo FarreraNo ratings yet
- Temporary Liquid Mud PlantDocument117 pagesTemporary Liquid Mud PlantAhmedNo ratings yet
- DNV, TIFF TIN For Case-Hardened GearsDocument6 pagesDNV, TIFF TIN For Case-Hardened GearsPeter Carden100% (1)
- Wellsite Gas Watch - Wireless Portable Monitor 100Document50 pagesWellsite Gas Watch - Wireless Portable Monitor 100YoshizatoNo ratings yet
- Puntos Debiles Actualizados 25 Junio2018Document261 pagesPuntos Debiles Actualizados 25 Junio2018Jose Antonio AcostaNo ratings yet
- WT3553 MsdsDocument17 pagesWT3553 Msdspitrer123100% (1)
- BS en 1089-3 - 2011Document20 pagesBS en 1089-3 - 2011Luís Silva100% (1)
- Pages From PS 21 NOVDocument1 pagePages From PS 21 NOVHanyNo ratings yet
- Spare Parts and Life Cycle CostsDocument6 pagesSpare Parts and Life Cycle CostsorlandoduranNo ratings yet
- HiSIDE Inline Mixing Unit Manual PDFDocument28 pagesHiSIDE Inline Mixing Unit Manual PDFbruce lianNo ratings yet
- Depreciation Drilling Rigs Esv2008Document108 pagesDepreciation Drilling Rigs Esv2008corsini999No ratings yet
- Case Study VR Lubricator ToolDocument2 pagesCase Study VR Lubricator ToolVictorNo ratings yet
- Modu Code 2009Document128 pagesModu Code 2009RAZORMWNo ratings yet
- Har-Bach Marketing, Inc. Padeye Evaluation Safety Warnings/Instructions Project 21721Document12 pagesHar-Bach Marketing, Inc. Padeye Evaluation Safety Warnings/Instructions Project 21721Damar Budi LaksonoNo ratings yet
- Silo Weigh PDFDocument7 pagesSilo Weigh PDFOleg AndrisanNo ratings yet
- Pad EyesDocument2 pagesPad Eyesberry habNo ratings yet
- Welldata/Real Time (RT) 18: Operator ManualDocument140 pagesWelldata/Real Time (RT) 18: Operator ManualMaulik MakwanaNo ratings yet
- OTC-28011-MS - WSOG and Emergency DisconnectDocument19 pagesOTC-28011-MS - WSOG and Emergency Disconnectwpechie_66286825No ratings yet
- SLP STD 28 CHIKSANDocument20 pagesSLP STD 28 CHIKSANmashanghNo ratings yet
- Fac RuleDocument240 pagesFac RulematheusNo ratings yet
- General Piping - Process and Utility Field Pressure TestingDocument20 pagesGeneral Piping - Process and Utility Field Pressure TestingJanuar GhifaryNo ratings yet
- NOV Anson - M95 Plug ValvesDocument23 pagesNOV Anson - M95 Plug ValvesRafael Perez100% (1)
- Dimension Transport Skid For 13 58 BOPDocument2 pagesDimension Transport Skid For 13 58 BOPAdhie WaelacxhNo ratings yet
- Brass Shear Screws Data PDFDocument2 pagesBrass Shear Screws Data PDFBella cedricNo ratings yet
- Intervention/decommissioningDocument15 pagesIntervention/decommissioningAnonymous ZO1piE3VNo ratings yet
- D392004720 MKT 001 PDFDocument28 pagesD392004720 MKT 001 PDFsorangel_123No ratings yet
- Encoder: Technical Manual 222115-001 40223723-SeriesDocument34 pagesEncoder: Technical Manual 222115-001 40223723-SeriesAndres NavarroNo ratings yet
- 091 Preventing Crown CollisionsDocument5 pages091 Preventing Crown CollisionsalduwaikiNo ratings yet
- PB DDM 026Document3 pagesPB DDM 026Jim SharpNo ratings yet
- Supplementary Specification To API 17D Subsea Trees: DecemberDocument42 pagesSupplementary Specification To API 17D Subsea Trees: DecemberAlejandro Sánchez LópezNo ratings yet
- HPT Stage 1 Blades and Duct SegmentsDocument28 pagesHPT Stage 1 Blades and Duct SegmentsArabyAbdel Hamed SadekNo ratings yet
- 407-19-23 July 2019Document9 pages407-19-23 July 2019turboshaftNo ratings yet
- 206-19-42 July 2019Document9 pages206-19-42 July 2019turboshaftNo ratings yet
- Cargo Handling TechnologiesDocument147 pagesCargo Handling Technologiesjess jeruster100% (1)
- Weekly Racking Inspection Checklist: N/A Yes No CommentsDocument1 pageWeekly Racking Inspection Checklist: N/A Yes No CommentsAfzaalUmairNo ratings yet
- BPC ProductCatalogDocument14 pagesBPC ProductCatalogwahyu sinawangNo ratings yet
- What Is ASME B30.30, and How Does It Apply To Wire Rope InspectionDocument22 pagesWhat Is ASME B30.30, and How Does It Apply To Wire Rope InspectionAfzaalUmairNo ratings yet
- Rig Components: Well DrillingDocument129 pagesRig Components: Well DrillingAfzaalUmairNo ratings yet
- Iso 4306-3-2016Document20 pagesIso 4306-3-2016AfzaalUmair100% (2)
- Overhead Bridge Crane Operating SpeedsDocument3 pagesOverhead Bridge Crane Operating SpeedsMontoya SantiagoNo ratings yet
- Rig Component: Guide To Oil Well DrillingDocument181 pagesRig Component: Guide To Oil Well DrillingAfzaalUmairNo ratings yet
- ISO 10245-4-2004 Cor1-2006Document1 pageISO 10245-4-2004 Cor1-2006AfzaalUmairNo ratings yet
- Pad Eyes Procedure Rev 0Document7 pagesPad Eyes Procedure Rev 0AfzaalUmair100% (2)
- Iso 10972-4 - 2007Document10 pagesIso 10972-4 - 2007AfzaalUmairNo ratings yet
- Engineering Encyclopedia: Classifying Compressors by TypeDocument45 pagesEngineering Encyclopedia: Classifying Compressors by TypeAfzaalUmair100% (1)
- 44 172 Boom (Power Pinned Fly) : Ft. - FTDocument4 pages44 172 Boom (Power Pinned Fly) : Ft. - FTAfzaalUmairNo ratings yet
- Yalelift - YLITG ATEX Operating and Maintenance Manual 13Document1 pageYalelift - YLITG ATEX Operating and Maintenance Manual 13AfzaalUmairNo ratings yet
- T 500 Series: Truck CraneDocument14 pagesT 500 Series: Truck CraneAfzaalUmairNo ratings yet
- Guide to safe cranesDocument17 pagesGuide to safe cranesThupten Gedun Kelvin Ong100% (1)
- Crane Safety and Awareness: Internal Use OnlyDocument99 pagesCrane Safety and Awareness: Internal Use Onlydsn_sarmaNo ratings yet
- Engineering Encyclopedia: Compressor Performance CharacteristicsDocument60 pagesEngineering Encyclopedia: Compressor Performance CharacteristicsAfzaalUmair100% (1)
- Leaf Chain Pre InstallationDocument4 pagesLeaf Chain Pre InstallationAfzaalUmairNo ratings yet
- ANSI AWP Whitepaper (Skyjack)Document6 pagesANSI AWP Whitepaper (Skyjack)j24maybe5963No ratings yet
- Material For HEDocument36 pagesMaterial For HEMohd Idris MohiuddinNo ratings yet
- Engineering Encyclopedia: Fabrication, Inspection, and Testing of Heat ExchangersDocument31 pagesEngineering Encyclopedia: Fabrication, Inspection, and Testing of Heat ExchangersAfzaalUmair100% (1)
- Engineering Encyclopedia: Evaluating The Material Requirements of Compressor Mechanical ComponentsDocument126 pagesEngineering Encyclopedia: Evaluating The Material Requirements of Compressor Mechanical ComponentsAfzaalUmair100% (1)
- Crane Girder CamberDocument6 pagesCrane Girder CamberGary J. Davis, P. E.100% (1)
- Engineering Encyclopedia: Maintenance and Repair of Heat ExchangersDocument69 pagesEngineering Encyclopedia: Maintenance and Repair of Heat ExchangersAfzaalUmairNo ratings yet
- Engr Encyclopedia AramcoHeatExchangers PDFDocument51 pagesEngr Encyclopedia AramcoHeatExchangers PDFhelden50229881100% (4)
- Engineering Encyclopedia: Completing Safety Instruction Sheets For Storage TanksDocument6 pagesEngineering Encyclopedia: Completing Safety Instruction Sheets For Storage TanksAfzaalUmairNo ratings yet
- Maintenance and Repair of Pressure VesselsDocument81 pagesMaintenance and Repair of Pressure Vesselsjishnunelliparambil100% (3)
- Specifying Design Requirements For Heat Ex ChangersDocument89 pagesSpecifying Design Requirements For Heat Ex Changersrahul11129100% (4)
- Engineering Encyclopedia: Determining Acceptability of Materials For Storage TanksDocument25 pagesEngineering Encyclopedia: Determining Acceptability of Materials For Storage TanksAfzaalUmairNo ratings yet
- Duty of Care Breaches in ASIC v Vines 2006Document8 pagesDuty of Care Breaches in ASIC v Vines 2006sawani mendisNo ratings yet
- Seismic Performance of Large RC Circular Hollow Columns: Giulio RANZO and M J N PriestleyDocument8 pagesSeismic Performance of Large RC Circular Hollow Columns: Giulio RANZO and M J N PriestleyAnonymous 66uWhphVNo ratings yet
- Free-Range Chicken Farming PDFDocument138 pagesFree-Range Chicken Farming PDFDennis MacedoNo ratings yet
- Daily Lesson Plan Year 4 Subject Year Day / Date Time DurationDocument4 pagesDaily Lesson Plan Year 4 Subject Year Day / Date Time DurationINDRA DEVI A/P MANIAM MoeNo ratings yet
- Comparative ResearchDocument22 pagesComparative Researchtshiringtmg7No ratings yet
- Archaeology - The Telltale ArtDocument15 pagesArchaeology - The Telltale ArtShubha PujariNo ratings yet
- English Proficiency TrainingDocument21 pagesEnglish Proficiency TrainingDayang GNo ratings yet
- Document listing students' names, student IDs and contact detailsDocument12 pagesDocument listing students' names, student IDs and contact detailsTholut 188No ratings yet
- Final Merit List of FCPS II Subspecialty Med Allied and Surgery Allied Induction January 2024 1Document5 pagesFinal Merit List of FCPS II Subspecialty Med Allied and Surgery Allied Induction January 2024 1javedkakajNo ratings yet
- Restrict Group Access in QV 9 Using ADDocument7 pagesRestrict Group Access in QV 9 Using ADBea BoocNo ratings yet
- A. Two Subsequences: Codeforces Round #751 (Div. 2)Document4 pagesA. Two Subsequences: Codeforces Round #751 (Div. 2)Trần Nhật KhánhNo ratings yet
- Vegetarian and Vegan Diets in Type 2 Diabetes ManagementDocument3 pagesVegetarian and Vegan Diets in Type 2 Diabetes Managementapi-259343531No ratings yet
- 100 Awesome Chess Moves by Eric Schiller PDFDocument290 pages100 Awesome Chess Moves by Eric Schiller PDFAbhilasha0% (1)
- Paragraph WritingDocument22 pagesParagraph WritingarvindranganathanNo ratings yet
- Chapter 2Document16 pagesChapter 2ChuYumNo ratings yet
- The Brothers KaramazovDocument8 pagesThe Brothers KaramazovAnonymous sao1siUbNo ratings yet
- 9696 Geography Example Candidate Responses 2011 WEBDocument313 pages9696 Geography Example Candidate Responses 2011 WEBAsma Merchant67% (3)
- Blooms Taxonomy and Costas Level of QuestioningDocument6 pagesBlooms Taxonomy and Costas Level of QuestioningChris Tine100% (1)
- De Onde Eu Te VejoDocument2 pagesDe Onde Eu Te VejoBianca Oliveira CoelhoNo ratings yet
- How To Answer A Problematic Question??? Key Points: Topic + I R A C 1) Topic / Scope of DiscussionDocument5 pagesHow To Answer A Problematic Question??? Key Points: Topic + I R A C 1) Topic / Scope of Discussionsyahiir syauqii100% (2)
- Tu Cuerpo Habla Enric CorberaDocument70 pagesTu Cuerpo Habla Enric CorberaJohn Freddy Villa CastroNo ratings yet
- 206841Document1 page206841VinceOnikaa PerryGermanottaNo ratings yet
- Experimental and Numerical Investigation of Rotating Bladed Disk Forced Response Using Under-Platform Friction DampersDocument11 pagesExperimental and Numerical Investigation of Rotating Bladed Disk Forced Response Using Under-Platform Friction DamperssenthilNo ratings yet
- Arts 7 Lesson PlanDocument10 pagesArts 7 Lesson PlanShamaica SurigaoNo ratings yet
- Assessing ViolenceDocument6 pagesAssessing ViolenceKarlo Jose Dao-ayanNo ratings yet
- Tañada v. Angara Case DigestDocument12 pagesTañada v. Angara Case DigestKatrina PerezNo ratings yet
- 3 Affect Regulation, Mentalization, and The Development of The Self (Peter Fonagy, Gyorgy Gergely, Elliot L. Jurist Etc.) - 211-259Document49 pages3 Affect Regulation, Mentalization, and The Development of The Self (Peter Fonagy, Gyorgy Gergely, Elliot L. Jurist Etc.) - 211-259Sergio Andres Rico AvendanoNo ratings yet
- Rasa Theory and Its Application in TranslationDocument36 pagesRasa Theory and Its Application in TranslationKamal JajoriyaNo ratings yet
- EN22307194-Ranathunga R.A.S.S-Tensile Testing of Metals.Document16 pagesEN22307194-Ranathunga R.A.S.S-Tensile Testing of Metals.Nipun DinushaNo ratings yet
- Theater and Visual Arts ElementsDocument62 pagesTheater and Visual Arts ElementsLab LabNo ratings yet