You might also like
- Injection Moulding ProcessDocument5 pagesInjection Moulding ProcessSteven ChengNo ratings yet
- Aerodynamics Formula OverviewDocument2 pagesAerodynamics Formula Overviewnanduslns07No ratings yet
- Technical Data NRL 02301Document8 pagesTechnical Data NRL 02301Attiq Ahmad ChoudhryNo ratings yet
- ZA0-2 35,0ae-03 00Document15 pagesZA0-2 35,0ae-03 00Marcos Dos Santos VieiraNo ratings yet
- Technical Specification: GID-PIP-TS-630 - (E)Document41 pagesTechnical Specification: GID-PIP-TS-630 - (E)santiagoNo ratings yet
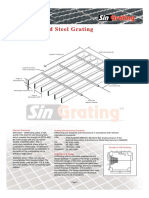
- Catalog Steel Grating Type 2016-10-01Document12 pagesCatalog Steel Grating Type 2016-10-01Kho Chin NganNo ratings yet
- Aogc 036 Pi Ess 001 (B1)Document19 pagesAogc 036 Pi Ess 001 (B1)amini_mohiNo ratings yet
- Technical Standards For Insulation-Mineral Wool-RockwoolDocument2 pagesTechnical Standards For Insulation-Mineral Wool-RockwooljaganNo ratings yet
- Butterfly ValvesDocument28 pagesButterfly ValvesLAWRENCENo ratings yet
- Thread Types and UsesDocument1 pageThread Types and UsesJDPNetoNo ratings yet
- What TitleDocument17 pagesWhat TitleBernathTurnipNo ratings yet
- 03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantDocument40 pages03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantmahmoudNo ratings yet
- Baking ProcedureDocument2 pagesBaking Proceduregopuvinu4uNo ratings yet
- Sulphate Resisting Cement ManufactureDocument3 pagesSulphate Resisting Cement ManufactureshaayashanmugaNo ratings yet
- Weld Restoration of Disk - Example of Elliott Repair TechnologyDocument49 pagesWeld Restoration of Disk - Example of Elliott Repair TechnologyMachineryengNo ratings yet
- Slewing Bearing Slewing Ring Slewing Gear Swing CircleDocument15 pagesSlewing Bearing Slewing Ring Slewing Gear Swing Circlezczc32z5No ratings yet
- Ducting QAP R02 080822Document2 pagesDucting QAP R02 080822Pavul RajNo ratings yet
- Pt. Adiprotek Envirodunia Pt. Pdpde Gas: Epcc Usm Metering Station at Simpang Abadi JambiDocument8 pagesPt. Adiprotek Envirodunia Pt. Pdpde Gas: Epcc Usm Metering Station at Simpang Abadi JambiAdhya RazanNo ratings yet
- Shell Corena S3 R 68: Performance, Features & BenefitsDocument3 pagesShell Corena S3 R 68: Performance, Features & BenefitsjkamraNo ratings yet
- PU P ROA02164227803 DE ME DTA 001 01 B - Tank - 200m3 - R5 PDFDocument8 pagesPU P ROA02164227803 DE ME DTA 001 01 B - Tank - 200m3 - R5 PDFDDA7No ratings yet
- 8 UPVc Pressure Pipes and FittingsDocument8 pages8 UPVc Pressure Pipes and FittingsNikita KadamNo ratings yet
- Marine Painting CourseDocument57 pagesMarine Painting CourseMin SoeNo ratings yet
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- 30 1 Static Equipment Horizontal ErectionDocument2 pages30 1 Static Equipment Horizontal Erectionpunitg_2No ratings yet
- NR494 - R01 Classification For Buoy PDFDocument36 pagesNR494 - R01 Classification For Buoy PDFEsapermana RiyanNo ratings yet
- Ingress Protection (IP)Document2 pagesIngress Protection (IP)nileshb1985No ratings yet
- Engg & Material STD G-Me-245 PDFDocument31 pagesEngg & Material STD G-Me-245 PDFpipinguserNo ratings yet
- H2/CO2 Cylinder Unloading and Loading ChecklistDocument6 pagesH2/CO2 Cylinder Unloading and Loading ChecklistNANDAGOPALNo ratings yet
- G I Drawing For Droplet SeperatorDocument4 pagesG I Drawing For Droplet SeperatorPerumal KumarNo ratings yet
- Purchase Spec. For Nozzles Swage (Sa106b)Document4 pagesPurchase Spec. For Nozzles Swage (Sa106b)Daison PaulNo ratings yet
- Datasheet Wear PadDocument3 pagesDatasheet Wear PadGILBERTO YOSHIDANo ratings yet
- Denso Valve Flange Tape Wrapping SpecDocument3 pagesDenso Valve Flange Tape Wrapping SpecNaufal Firmansyah100% (1)
- Catalog Swivel Joints PDFDocument24 pagesCatalog Swivel Joints PDFluiggi19970530No ratings yet
- Nord Lock Washers InfoDocument8 pagesNord Lock Washers InfoMaclean ArthurNo ratings yet
- Datasheets For Bucket Type StrainerDocument2 pagesDatasheets For Bucket Type StrainerbecpavanNo ratings yet
- Bharat Petroleum Bid With UOP SpecificationDocument395 pagesBharat Petroleum Bid With UOP SpecificationBilal RasheedNo ratings yet
- Tube Expander-Tools PDFDocument120 pagesTube Expander-Tools PDFmarceilinus devaluantoNo ratings yet
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Document14 pagesExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggNo ratings yet
- Kitz Butterfly Valve Catalog PDFDocument28 pagesKitz Butterfly Valve Catalog PDFlyguyenquocduyNo ratings yet
- Tube Bundle DrawingDocument1 pageTube Bundle DrawingVeera ManiNo ratings yet
- Hy 19580Document6 pagesHy 19580kompany_dNo ratings yet
- FOR Construction: Specifications For Identification of Piping MaterialDocument12 pagesFOR Construction: Specifications For Identification of Piping MaterialajmainNo ratings yet
- TechnicalspecificationsofheatexchangeralongwithSOI 20200314062818.362 XDocument78 pagesTechnicalspecificationsofheatexchangeralongwithSOI 20200314062818.362 XAvinash ShuklaNo ratings yet
- Process Industry Practices Coatings: PIP CTCE1000 External Coating System Selection CriteriaDocument27 pagesProcess Industry Practices Coatings: PIP CTCE1000 External Coating System Selection CriteriaCarlos Maldonado SalazarNo ratings yet
- 3 2 Purchase Material SpecificationDocument1 page3 2 Purchase Material Specificationanon_376696588No ratings yet
- Cooler Drawin API-23 Seal PlanDocument5 pagesCooler Drawin API-23 Seal PlankishorsinghNo ratings yet
- Notes:: TAG# SV-01Document1 pageNotes:: TAG# SV-01omarNo ratings yet
- SVDN CPP I 0031 D01 0001 Rev.01 General Arrangement DrawingsDocument7 pagesSVDN CPP I 0031 D01 0001 Rev.01 General Arrangement DrawingsjfdlksaNo ratings yet
- QAQC Requirement - O&U EPC PackageDocument34 pagesQAQC Requirement - O&U EPC Packageanjas_tsNo ratings yet
- Valve and Speciality ListDocument4 pagesValve and Speciality Listbandithaguru6338No ratings yet
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- A2001-0003 - Rev.f - Condensate Filter GA DrawingDocument4 pagesA2001-0003 - Rev.f - Condensate Filter GA DrawingvamcodongNo ratings yet
- 7-12-0018 Rev 5Document1 page7-12-0018 Rev 5cynideNo ratings yet
- Butterfly ValveDocument6 pagesButterfly ValveRomisamomNo ratings yet
- 528 - Tank Weighing System - 0Document4 pages528 - Tank Weighing System - 0Nikhil KarkeraNo ratings yet
- Erification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectDocument2 pagesErification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectLê Đức ThiệnNo ratings yet
- P1064-00-M05-123-R1-Check ValveDocument10 pagesP1064-00-M05-123-R1-Check ValveNarayana MugalurNo ratings yet
- ABO Ball ValveDocument6 pagesABO Ball ValveSunil BajpaiNo ratings yet
- Cryogenic Standard Tanks LITS 2 - Linde EngineeringDocument16 pagesCryogenic Standard Tanks LITS 2 - Linde EngineeringHendra Kasih100% (2)
- 6-15-0006 Rev 4Document7 pages6-15-0006 Rev 4cynideNo ratings yet
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Document32 pagesT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiNo ratings yet
- Technical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsDocument11 pagesTechnical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsMunish100% (1)
- Thermal EMF Test of Single Thermoelement Materials by Comparison With A Reference Thermoelement of Similar EMF-Temperature PropertiesDocument7 pagesThermal EMF Test of Single Thermoelement Materials by Comparison With A Reference Thermoelement of Similar EMF-Temperature PropertiesQualityNo ratings yet
- Mineral-Insulated, Metal-Sheathed Base Metal Thermocouples: Standard Specification ForDocument8 pagesMineral-Insulated, Metal-Sheathed Base Metal Thermocouples: Standard Specification ForQualityNo ratings yet
- Calibration Procedure / Calibration Schedule: Anand Seamless Tubes PVT LTDDocument1 pageCalibration Procedure / Calibration Schedule: Anand Seamless Tubes PVT LTDQualityNo ratings yet
- Jay Sir Tuv SudDocument18 pagesJay Sir Tuv SudQualityNo ratings yet
- Restaurant Evaluation FormDocument3 pagesRestaurant Evaluation FormQualityNo ratings yet
- Restaurant Evaluation FormDocument3 pagesRestaurant Evaluation FormQualityNo ratings yet
- Customer Satisfaction Survey FormDocument1 pageCustomer Satisfaction Survey FormQualityNo ratings yet
- DLP Four Subsystem of The EarthDocument5 pagesDLP Four Subsystem of The EarthJane Marry IgnacioNo ratings yet
- BRITISH CHEMICAL STANDARD CERTIFIED REFERENCE MATERIALS - Aluminium, Magnesium, Copper, Lead & Tin Base AlloysDocument1 pageBRITISH CHEMICAL STANDARD CERTIFIED REFERENCE MATERIALS - Aluminium, Magnesium, Copper, Lead & Tin Base AlloysGaurav KumarNo ratings yet
- Chemistry Project For Class 12 CBSEDocument21 pagesChemistry Project For Class 12 CBSEintustan lee50% (2)
- Fundamentals of PoroelasticityDocument96 pagesFundamentals of PoroelasticitySimon-Nicolas RothNo ratings yet
- Full TextDocument5 pagesFull TextMichiel FenauxNo ratings yet
- Investigating The Percentage of Energy Loss of Each Bounce of A Rubber BallDocument4 pagesInvestigating The Percentage of Energy Loss of Each Bounce of A Rubber BallKahfiantoro100% (1)
- MSDS Accelerator MBT 2-Mercaptobenzothiazole KemaiDocument7 pagesMSDS Accelerator MBT 2-Mercaptobenzothiazole KemaicarlosNo ratings yet
- 4.0 Using IGBT Modules 4.1 Structure and Operation of IGBT ModuleDocument27 pages4.0 Using IGBT Modules 4.1 Structure and Operation of IGBT Modulerodruren01No ratings yet
- Zeron 100 PDFDocument5 pagesZeron 100 PDFNAVANEETHNo ratings yet
- Interior Vertical Surfacing Installation-CorianDocument18 pagesInterior Vertical Surfacing Installation-CorianAbhishek SankerNo ratings yet
- BTÑ HTDS - H 10Document1 pageBTÑ HTDS - H 10Juan Pablo Sanchez MelgarejoNo ratings yet
- Avian HaematologyDocument49 pagesAvian Haematologyshendy canadyaNo ratings yet
- Learning ObjectivesDocument11 pagesLearning ObjectivesSharifur RehmanNo ratings yet
- MIL-E-16400H - General Spec For Naval Electronic EquipmentDocument90 pagesMIL-E-16400H - General Spec For Naval Electronic Equipmentsteve.rodowicz1011100% (1)
- A Comparative Study of Chromium (III) Ion-Selective Electrodes Based On N, NBis (Salicylidene) - O-Phenylenediaminatechromium (III)Document9 pagesA Comparative Study of Chromium (III) Ion-Selective Electrodes Based On N, NBis (Salicylidene) - O-Phenylenediaminatechromium (III)Amramm Amiel MejiaNo ratings yet
- 4-Nitroacetanilide (Prac 5grDocument7 pages4-Nitroacetanilide (Prac 5grDesi YusriantiNo ratings yet
- Manual Steel ConnectionsDocument174 pagesManual Steel ConnectionsFranciscaNo ratings yet
- CP of So2 So3Document11 pagesCP of So2 So3sundharNo ratings yet
- 2.6.9.2 DiDocument4 pages2.6.9.2 DiS Rizwan AhmedNo ratings yet
- CLS Aipmt 19 20 XII Che Study Package 6 Level 2 Chapter 15Document14 pagesCLS Aipmt 19 20 XII Che Study Package 6 Level 2 Chapter 15Himanshu ChhikaraNo ratings yet
- Flowmeter DEMONSTRATIONDocument20 pagesFlowmeter DEMONSTRATIONAfiq IkhwanNo ratings yet
- RTCPL Profile - CompressedDocument79 pagesRTCPL Profile - Compressedaashish patidarNo ratings yet
- Partial Weak D HAABB 2012 HandoutsDocument66 pagesPartial Weak D HAABB 2012 HandoutsDo Thanh HoanNo ratings yet
- BE184P Exercise 2.1 Chromatographic Analysis - HPLCDocument10 pagesBE184P Exercise 2.1 Chromatographic Analysis - HPLCDen CelestraNo ratings yet
- WS Services Pipe Fittings & Its Reference PDFDocument1 pageWS Services Pipe Fittings & Its Reference PDFbilal almelegyNo ratings yet
- Barrier For Ocular Drug Delivery SystemDocument15 pagesBarrier For Ocular Drug Delivery SystemVeenu ChaudharyNo ratings yet
- AeroShell Grease 33 PDFDocument2 pagesAeroShell Grease 33 PDFAnonymous oAbjbl4HNo ratings yet