You might also like
- Vacuum ContactorDocument4 pagesVacuum ContactorArun Kumar0% (1)
- ER 04-SoS Standard For Electricity Distribution System v3Document30 pagesER 04-SoS Standard For Electricity Distribution System v3abdur.rehmanNo ratings yet
- ABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edDocument60 pagesABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edAndré LuizNo ratings yet
- Schedule of Charges and Procedure PDFDocument58 pagesSchedule of Charges and Procedure PDFabhi...No ratings yet
- Joints and Terminations for LV and MV CablesDocument24 pagesJoints and Terminations for LV and MV CablesMonish KrishnaNo ratings yet
- Low Voltage Power Cable SpecificationDocument16 pagesLow Voltage Power Cable SpecificationEngineering ServiceNo ratings yet
- Grid Interconnection of Embedded Generators Not For BiddingDocument31 pagesGrid Interconnection of Embedded Generators Not For BiddingkrcdewanewNo ratings yet
- Factory Acceptance Test Procedure For DCS - Page 5Document2 pagesFactory Acceptance Test Procedure For DCS - Page 5kapsarcNo ratings yet
- Is 14494 1998Document37 pagesIs 14494 1998Anand Agrawal100% (1)
- 35-sdms-01 Rev.01Document14 pages35-sdms-01 Rev.01Mohammad FathiNo ratings yet
- Chloride FP 40r Ds en GL 0616 Rev6Document2 pagesChloride FP 40r Ds en GL 0616 Rev6Tanveer Ahmed100% (1)
- Sdmo V500C2Document5 pagesSdmo V500C2ChristopheNo ratings yet
- Shahnawaz Report PrintDocument71 pagesShahnawaz Report PrintFahad Amjad100% (1)
- Air Circuit Breakers Technical SpecsDocument28 pagesAir Circuit Breakers Technical SpecsDerargh100% (1)
- Slip Ring Motor Liquid Resistor Soft Starting System (HV-LRS) PDFDocument4 pagesSlip Ring Motor Liquid Resistor Soft Starting System (HV-LRS) PDFLouie FernandezNo ratings yet
- 1376 Rekaguide To Usefor52 145kvDocument26 pages1376 Rekaguide To Usefor52 145kvparthaNo ratings yet
- ZLAC8015 Servo Driver ManualDocument9 pagesZLAC8015 Servo Driver ManualTHANAWATNo ratings yet
- MDB Specs PDFDocument9 pagesMDB Specs PDFAbdElrahman AhmedNo ratings yet
- E09-X02 - 0 Medium Voltage Motor Control Center Data SheetDocument3 pagesE09-X02 - 0 Medium Voltage Motor Control Center Data SheetMuhammad IrfanNo ratings yet
- Earthing Protection SpecificationDocument5 pagesEarthing Protection SpecificationNi ReNo ratings yet
- Materials System SpecificationDocument12 pagesMaterials System SpecificationFlorante NoblezaNo ratings yet
- ConduitsDocument10 pagesConduitsSiddiqui Abdul KhaliqNo ratings yet
- 389 1996Document81 pages389 1996Marisa Cabrera100% (1)
- Protection Application Philosophy GuideDocument11 pagesProtection Application Philosophy GuideRichman MakwiramitiNo ratings yet
- Appendix-12 Spare Parts For Standared SubstaionsDocument47 pagesAppendix-12 Spare Parts For Standared Substaionssahil4INDNo ratings yet
- How To Read A Motor NameplateDocument8 pagesHow To Read A Motor Nameplateabdulyunus_amirNo ratings yet
- Up 2210 R PDFDocument18 pagesUp 2210 R PDFkggganiNo ratings yet
- 20-Sdms-02 (Overhead Line Accessories) Rev01Document15 pages20-Sdms-02 (Overhead Line Accessories) Rev01Haytham BafoNo ratings yet
- Container Transformer Substations 2022Document100 pagesContainer Transformer Substations 2022Joshua CooperNo ratings yet
- Essential Parts of SubstationDocument22 pagesEssential Parts of Substationlalatendupanda100% (2)
- Assembly VerificationDocument22 pagesAssembly Verificationmaster9137No ratings yet
- 46TMSS04R0 Valve Regulated Lead Acid (VRLA) Stationary Battery BankDocument15 pages46TMSS04R0 Valve Regulated Lead Acid (VRLA) Stationary Battery BankMohamed NasrNo ratings yet
- 1212-02-15kV Delta Delta Padmount TransformerDocument11 pages1212-02-15kV Delta Delta Padmount TransformerpraveenniteenNo ratings yet
- CA - HD4 - IEC-GOST (EN) E - 1VCP000245 - 10.2017 - Ok PDFDocument70 pagesCA - HD4 - IEC-GOST (EN) E - 1VCP000245 - 10.2017 - Ok PDFpowerbullNo ratings yet
- TLF Catalogue Ringmaster 135Document7 pagesTLF Catalogue Ringmaster 135Isaac VoonNo ratings yet
- IEEE Standard Performance Characteristics and Dimensions For Outdoor Apparatus BushingsDocument11 pagesIEEE Standard Performance Characteristics and Dimensions For Outdoor Apparatus BushingsSetia SianiparNo ratings yet
- Principles of MV SWG Testing 02: Functional TestsDocument6 pagesPrinciples of MV SWG Testing 02: Functional TestsAhmed Mohsen HandoussaNo ratings yet
- 110/30 kV transformer specsDocument3 pages110/30 kV transformer specsamulya00428No ratings yet
- 36kV Indoor VCB & GCB Circuit BreakersDocument2 pages36kV Indoor VCB & GCB Circuit BreakersRamesh AnanthanarayananNo ratings yet
- CL-NG-6460-002-056 Checklist For Protection Relays General Mechanical Checks - Visual Inspection Rev00Document3 pagesCL-NG-6460-002-056 Checklist For Protection Relays General Mechanical Checks - Visual Inspection Rev00VAJIRAVEL NAGALINGAMNo ratings yet
- Classifications of Low Voltage Panel SeparationDocument8 pagesClassifications of Low Voltage Panel SeparationUNNI VENUGOPAL100% (1)
- Ring Main Unit Testing and Commissioning Method StatementDocument4 pagesRing Main Unit Testing and Commissioning Method StatementAleen Gamal Al-DinjiNo ratings yet
- FEWA LV Capacitor Bank SpecificationsDocument5 pagesFEWA LV Capacitor Bank SpecificationsDEADMANNo ratings yet
- S-TR-COM-LMS (Rev.0-2009)Document7 pagesS-TR-COM-LMS (Rev.0-2009)Ashutosh SharmaNo ratings yet
- Qcs 2010 Section 21 Part 4 Motor StartersDocument6 pagesQcs 2010 Section 21 Part 4 Motor Startersbryanpastor106100% (1)
- Electrical Safety ARC FLASH ANALYSISDocument16 pagesElectrical Safety ARC FLASH ANALYSISOsha InstructorsNo ratings yet
- Abb 11kv Vd4 VCB CatalogueDocument10 pagesAbb 11kv Vd4 VCB CataloguePithoon UngnaparatNo ratings yet
- Ground Fault Circuit Interrupter (GFCI) Basics - Mike Holt-EC&M MagazineDocument2 pagesGround Fault Circuit Interrupter (GFCI) Basics - Mike Holt-EC&M MagazineJOSE LUIS FALCON CHAVEZNo ratings yet
- Panel Schedule TemplateDocument1 pagePanel Schedule TemplateJefri Yan SipahutarNo ratings yet
- TDR9000 QuickStartGuide PDFDocument2 pagesTDR9000 QuickStartGuide PDFmiamor$44No ratings yet
- REF615 Modbuspoint 756581 ENcDocument48 pagesREF615 Modbuspoint 756581 ENcharrisvasNo ratings yet
- Cable PullingDocument3 pagesCable PullingvipinrajNo ratings yet
- Actom Hve Ctb36 Outdoor Circuit Breakers Aug 2018 LRDocument6 pagesActom Hve Ctb36 Outdoor Circuit Breakers Aug 2018 LRGary FortuinNo ratings yet
- Application Edge MV Motor Acceptance TestingDocument3 pagesApplication Edge MV Motor Acceptance TestingMohamed MiraNo ratings yet
- IP-16-14-01 Standard LV Variable Frequency DrivesDocument6 pagesIP-16-14-01 Standard LV Variable Frequency DrivesHarold Gutierrez MartinezNo ratings yet
- 13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The Manufacturer - EEPDocument1 page13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The Manufacturer - EEPkakagoNo ratings yet
- Powerflex 70 Adjustable Frequency Ac Drive: Installation InstructionsDocument52 pagesPowerflex 70 Adjustable Frequency Ac Drive: Installation InstructionsTâm ĐoànNo ratings yet
- Modules For EU and UK - Wireless CertificationDocument35 pagesModules For EU and UK - Wireless CertificationJohn S.No ratings yet
- Practical Business JapaneseDocument203 pagesPractical Business JapaneseThọ NguyễnNo ratings yet
- Milestones ToolsDocument25 pagesMilestones ToolsThọ NguyễnNo ratings yet
- CM4 THD TDD CalculationDocument1 pageCM4 THD TDD CalculationSekar SankarNo ratings yet
- VFC3610 VFC5610 QSDocument68 pagesVFC3610 VFC5610 QSPilar TovarNo ratings yet
- GE - EPM 5500P UserManual PDFDocument184 pagesGE - EPM 5500P UserManual PDFSenta33% (3)
- Frn0007c2s-4u Im PDFDocument218 pagesFrn0007c2s-4u Im PDFThọ Nguyễn100% (1)
- Logo!: 1 2 3 4 5 6 7 8 A B C D E F ManualDocument336 pagesLogo!: 1 2 3 4 5 6 7 8 A B C D E F ManualjmtriggerzNo ratings yet
- ABB ACS880-01-065A-5 PARTS AND QUANTITIESDocument2 pagesABB ACS880-01-065A-5 PARTS AND QUANTITIESThọ NguyễnNo ratings yet
- Appendix Bizhub Pro 920Document28 pagesAppendix Bizhub Pro 920Hugo Luis Escalante80% (5)
- HVX Ags531301-01 01Document52 pagesHVX Ags531301-01 01Tuấn TrầnNo ratings yet
- Contactor BasicsDocument22 pagesContactor Basicskodandaram100% (4)
- 2017 08 16 Tut TransformerDocument14 pages2017 08 16 Tut TransformerShubham JajodiaNo ratings yet
- Honda Fit GD1/GD2 Charging SystemDocument1 pageHonda Fit GD1/GD2 Charging SystemtroublezaurNo ratings yet
- Antalex: VishayDocument12 pagesAntalex: VishaysaberNo ratings yet
- FIELD INTERFACE MODULEDocument4 pagesFIELD INTERFACE MODULELucas uvNo ratings yet
- 11 Railway SIRIUS Relays 3RP 3RS 3TX - EN PDFDocument21 pages11 Railway SIRIUS Relays 3RP 3RS 3TX - EN PDFAkhil ChoureNo ratings yet
- Capacitive Current SwitchingDocument4 pagesCapacitive Current SwitchingChandramouli RajagopalanNo ratings yet
- Operating & Maintenance Manual: Gustav Klein GMBH & Co. KG Ups 230V Ac / 60 KvaDocument11 pagesOperating & Maintenance Manual: Gustav Klein GMBH & Co. KG Ups 230V Ac / 60 KvavirgilNo ratings yet
- Bussman Fuse HoldersDocument12 pagesBussman Fuse HoldersH33DNo ratings yet
- Preventive MaintenanceDocument3 pagesPreventive MaintenanceTrilok Singh TakuliNo ratings yet
- Se250sm CeDocument38 pagesSe250sm CejaviergmarNo ratings yet
- PQL-2020-171 Test Report TUV PLL 55WDocument3 pagesPQL-2020-171 Test Report TUV PLL 55WqwertyNo ratings yet
- Transformer Fault Current Data TablesDocument1 pageTransformer Fault Current Data Tableshaiqal ghaniNo ratings yet
- Comparison of partially and fully depleted SOI transistors down to sub-50nmDocument1 pageComparison of partially and fully depleted SOI transistors down to sub-50nmNazmul HasanNo ratings yet
- 2n7002 GalaxyDocument5 pages2n7002 Galaxyd4wq3No ratings yet
- Asigurarea Calitatii Serviciului de Alimentare Cu Energie Electrica Laborator Nr. 3 Rolul Statiilor Electrice in Sistemele Electroenergetice. Statii CompacteDocument43 pagesAsigurarea Calitatii Serviciului de Alimentare Cu Energie Electrica Laborator Nr. 3 Rolul Statiilor Electrice in Sistemele Electroenergetice. Statii CompacteDragos RaducanNo ratings yet
- Filter Circuit GuideDocument9 pagesFilter Circuit GuideSuresh KumarNo ratings yet
- Electronics Workshop ManualDocument61 pagesElectronics Workshop ManualBilgaNo ratings yet
- ABB Power Transformer Test Report SummaryDocument9 pagesABB Power Transformer Test Report SummaryimuNo ratings yet
- Contactors and Contactor Assemblies: Contactors For Switching MotorsDocument10 pagesContactors and Contactor Assemblies: Contactors For Switching MotorschochoroyNo ratings yet
- LM317 (NJM317)Document26 pagesLM317 (NJM317)api-3825669No ratings yet
- Samsung CM1069 Service ManualDocument43 pagesSamsung CM1069 Service ManualKeetykat100% (1)
- C9 Engines For Motor Graders CaterpillarDocument7 pagesC9 Engines For Motor Graders Caterpillarspelz 1No ratings yet
- Multiple Choice Questions and Answers On FET - Electronics Post PDFDocument24 pagesMultiple Choice Questions and Answers On FET - Electronics Post PDFmokhalad0% (1)
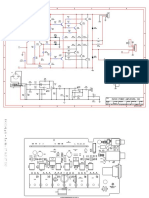
- RA500 amplifier BOM lists components for R and L audio channelsDocument29 pagesRA500 amplifier BOM lists components for R and L audio channelsCbsomNo ratings yet
- Berger Lahr sd3 Broch ENDocument4 pagesBerger Lahr sd3 Broch ENpiabNo ratings yet
- Vacuum TetrodeDocument9 pagesVacuum TetrodeAmolNo ratings yet
- Transformer and Inductor Design Handbook - Chapter - 17 PDFDocument14 pagesTransformer and Inductor Design Handbook - Chapter - 17 PDFChinnumol FrancisNo ratings yet