You might also like
- Very High Speed Cutting of Titanium Alloy Changes Chip FormationDocument7 pagesVery High Speed Cutting of Titanium Alloy Changes Chip FormationDev RajNo ratings yet
- Ijaerv13n6spl 35Document6 pagesIjaerv13n6spl 35Subhachandan Kanti MohakudNo ratings yet
- Edge Trimming of CFRP With Diamond Interlocking Tools: SAE Technical Papers September 2006Document11 pagesEdge Trimming of CFRP With Diamond Interlocking Tools: SAE Technical Papers September 2006Anggi NandaniNo ratings yet
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDocument24 pagesMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalNo ratings yet
- Liu2004 1Document8 pagesLiu2004 1rjmanahan1223No ratings yet
- CAT I - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeDocument14 pagesCAT I - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeCharles OndiekiNo ratings yet
- IJAME JournalDocument15 pagesIJAME JournalmurthyNo ratings yet
- Mohammad Hafizuddin MokhtarDocument24 pagesMohammad Hafizuddin MokhtarGabryel BogdanNo ratings yet
- Wear Behavior of Superalloy FXS-414 and Cutting Tool Coated TiNDocument7 pagesWear Behavior of Superalloy FXS-414 and Cutting Tool Coated TiNWalid BenaziNo ratings yet
- Influence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool SteelDocument4 pagesInfluence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool Steelirinuca12No ratings yet
- Mechanics of boring processes—Part I modeling cutting forces and chip geometryDocument15 pagesMechanics of boring processes—Part I modeling cutting forces and chip geometryhunter lawsonNo ratings yet
- Wear Analysis of Multi Point Milling Cutter using FEADocument8 pagesWear Analysis of Multi Point Milling Cutter using FEAAravindkumarNo ratings yet
- Wire Surface Roughness As Possible Criteria For Evaluation of Dies WearDocument6 pagesWire Surface Roughness As Possible Criteria For Evaluation of Dies WearNguyen Thanh TrungNo ratings yet
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDocument5 pagesImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- Study of factors affecting burr formation in sheet metal cuttingDocument7 pagesStudy of factors affecting burr formation in sheet metal cuttingniteshNo ratings yet
- Characterising the Effect of Springback on Mechanically Formed SteelDocument4 pagesCharacterising the Effect of Springback on Mechanically Formed SteelpuneethudupiNo ratings yet
- Mohd Zaim Bin Mohd ZukeriDocument36 pagesMohd Zaim Bin Mohd Zukerisaded05No ratings yet
- The International Journal of Engineering and Science (The IJES)Document6 pagesThe International Journal of Engineering and Science (The IJES)theijesNo ratings yet
- Theoretical Cutting Force Prediction and Analysis of Boring Process Using MathcadDocument5 pagesTheoretical Cutting Force Prediction and Analysis of Boring Process Using Mathcadjanaaidaas1996No ratings yet
- Effects of Tool Setting On Tool Cutting Angle On Turning OperationDocument5 pagesEffects of Tool Setting On Tool Cutting Angle On Turning OperationAlexNo ratings yet
- Paper 9Document10 pagesPaper 9RakeshconclaveNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- 54 Ijmperddec201754Document8 pages54 Ijmperddec201754TJPRC PublicationsNo ratings yet
- Surface roughness prediction using chip morphology and fuzzy logicDocument6 pagesSurface roughness prediction using chip morphology and fuzzy logicJuan Pratama AnandikaNo ratings yet
- Effect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysDocument7 pagesEffect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysgudukumarNo ratings yet
- ICME07-AM-38: N. R. Dhar, N. Sarmin, K. Paul, N. Nahar and D. AlamDocument6 pagesICME07-AM-38: N. R. Dhar, N. Sarmin, K. Paul, N. Nahar and D. AlamArnab AzadNo ratings yet
- Friction Stir WeldingDocument12 pagesFriction Stir WeldingelmardaNo ratings yet
- Prediction of Shape Defects Over Length of Cold Rolled Sheet Using Artificial Neural NetworksDocument12 pagesPrediction of Shape Defects Over Length of Cold Rolled Sheet Using Artificial Neural Networksdvr019 filesNo ratings yet
- Optimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesDocument10 pagesOptimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesMatheus William CesarNo ratings yet
- Good 3Document7 pagesGood 318P202 - AJAY SIVARAMAN ANo ratings yet
- A Review of The Chip Breaking Methods For Continuous Chips in TurningDocument20 pagesA Review of The Chip Breaking Methods For Continuous Chips in TurningFernando Spanholi TelesNo ratings yet
- Investigation of The Influence of Coating and The Tapered Entry in The Internal Forming Tapping ProcessDocument13 pagesInvestigation of The Influence of Coating and The Tapered Entry in The Internal Forming Tapping ProcessLincoln BrandãoNo ratings yet
- Ijamt - 2013Document13 pagesIjamt - 2013Robson Bruno Dutra PereiraNo ratings yet
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Document7 pagesMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANNo ratings yet
- 08 - Chapter 3Document6 pages08 - Chapter 3AashishNo ratings yet
- Edge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingDocument6 pagesEdge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingJo marNo ratings yet
- Surface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardDocument10 pagesSurface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardHeri SetiawanNo ratings yet
- Paper 1Document7 pagesPaper 1Akeel WannasNo ratings yet
- Ti 3Document9 pagesTi 3Dr. U. Shrinivas BalrajNo ratings yet
- Gu2005 PDFDocument5 pagesGu2005 PDFamd mhmNo ratings yet
- Automated Pneumatic Sheet Metal Cutting MachineDocument6 pagesAutomated Pneumatic Sheet Metal Cutting MachineRushikesh PatilNo ratings yet
- E8/8#) .8/8F-5&G$ (-G56: Gh&i@'7jklm'ij@Document6 pagesE8/8#) .8/8F-5&G$ (-G56: Gh&i@'7jklm'ij@Adarsh KumarNo ratings yet
- FORGINGDocument55 pagesFORGINGhadiNo ratings yet
- Bertsche2012.pdf An Analytical Model of Rotary Ultrasonic MillingDocument16 pagesBertsche2012.pdf An Analytical Model of Rotary Ultrasonic Millingmoharb996No ratings yet
- An Investigation On The Effect of Dimensional Differences in Friction Welding of AISI 1040 SpecimensDocument10 pagesAn Investigation On The Effect of Dimensional Differences in Friction Welding of AISI 1040 SpecimensBosco BeloNo ratings yet
- Shang2018 Article ModellingOfCuttingForcesAndResDocument12 pagesShang2018 Article ModellingOfCuttingForcesAndResJosé Veríssimo ToledoNo ratings yet
- Analyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Document7 pagesAnalyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Mohammed EndrisNo ratings yet
- Parametric Analysis of Gear Hobbing Process by Using Tin and Alcrn Coated M 35 HobDocument7 pagesParametric Analysis of Gear Hobbing Process by Using Tin and Alcrn Coated M 35 HobpruthvirajNo ratings yet
- Me Assim Regen ChatterDocument6 pagesMe Assim Regen Chatterkndprasad01No ratings yet
- Ytu Jame 2020 1 1.16061Document9 pagesYtu Jame 2020 1 1.16061alecandro_90No ratings yet
- Finite Element Analysis and Opmization of Weld Distortion ChassisDocument6 pagesFinite Element Analysis and Opmization of Weld Distortion ChassisJuan Sebastian CameroNo ratings yet
- Shear Localization Sensitivity Analysis For Johnson-Cookconstitutive Parameters On Serrated Chips in High Speedmachining of Ti6Al4VDocument14 pagesShear Localization Sensitivity Analysis For Johnson-Cookconstitutive Parameters On Serrated Chips in High Speedmachining of Ti6Al4VAbhishek BihariNo ratings yet
- The Effect of Die Casting Machine Parameters On Porosity of Aluminium Die CastingsDocument9 pagesThe Effect of Die Casting Machine Parameters On Porosity of Aluminium Die CastingsSatis MrtNo ratings yet
- Hard Machining GuideDocument51 pagesHard Machining GuideMuthu KumarNo ratings yet
- Thesis On Metal CuttingDocument7 pagesThesis On Metal Cuttingaflodtsecumyed100% (1)
- A Parametric Analysis of Deformation of Workpiece, in Closed Die ForgingDocument8 pagesA Parametric Analysis of Deformation of Workpiece, in Closed Die ForgingTJPRC PublicationsNo ratings yet
- Shoe Centreless PaperDocument9 pagesShoe Centreless PaperNimesh SinghNo ratings yet
- PVD Coatings For Thread Tapping of Austempered Ductile Iron PDFDocument10 pagesPVD Coatings For Thread Tapping of Austempered Ductile Iron PDFFlorin MilasNo ratings yet
- Evaluating Cutting Forces in Thread MachiningDocument12 pagesEvaluating Cutting Forces in Thread MachiningFlorin MilasNo ratings yet
- PVD Coatings For Thread Tapping of Austempered Ductile Iron PDFDocument10 pagesPVD Coatings For Thread Tapping of Austempered Ductile Iron PDFFlorin MilasNo ratings yet
- A Case Study in Technological Quality Assurance of A Metric Screw ThreadDocument10 pagesA Case Study in Technological Quality Assurance of A Metric Screw ThreadFlorin Milas100% (1)
- JMPT 186 SpanbildungHSC SimulationDocument11 pagesJMPT 186 SpanbildungHSC SimulationFlorin MilasNo ratings yet
- IJMTM 47 63 HochleistungsbohrenTitanlegierungDocument12 pagesIJMTM 47 63 HochleistungsbohrenTitanlegierungFlorin Milas100% (1)
- Finite Element ModelingDocument8 pagesFinite Element ModelingFlorin MilasNo ratings yet
- IJMTM 56 1 UltraHSC-C45Document9 pagesIJMTM 56 1 UltraHSC-C45Florin MilasNo ratings yet
- IJMTM 56 1 UltraHSC-C45Document9 pagesIJMTM 56 1 UltraHSC-C45Florin MilasNo ratings yet
- Ultra-Met Ultra-Met Ultra-Met Ultra-Met: Hardness Comparison ChartDocument1 pageUltra-Met Ultra-Met Ultra-Met Ultra-Met: Hardness Comparison ChartFlorin MilasNo ratings yet
- Sect.1. Gears & GearingDocument14 pagesSect.1. Gears & GearingSky VladNo ratings yet
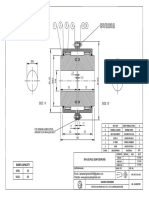
- 6 Nos Ø13 Holes On 155 PCD Equispaced.: Bore CapacityDocument1 page6 Nos Ø13 Holes On 155 PCD Equispaced.: Bore CapacityShyam J VyasNo ratings yet
- Piaggio Beverly Tourer 300 I.E. (En)Document333 pagesPiaggio Beverly Tourer 300 I.E. (En)Manualles75% (4)
- Study On The Phase Angle Effect For Alpha Type Stirling Engine Thermodynamics BehaviorDocument5 pagesStudy On The Phase Angle Effect For Alpha Type Stirling Engine Thermodynamics BehaviorEfe TurkyılmazNo ratings yet
- 應力環設計與模具破壞預測Document96 pages應力環設計與模具破壞預測cchuangNo ratings yet
- Extra Wide Flange Beams - HL and HLZ: Section Properties - Dimensions and PropertiesDocument2 pagesExtra Wide Flange Beams - HL and HLZ: Section Properties - Dimensions and PropertiesdependNo ratings yet
- Manual For Design of Concrete Structures ICE 2002 PDFDocument95 pagesManual For Design of Concrete Structures ICE 2002 PDFsitheeqNo ratings yet
- Yukon Hybrid 2011 6.0LDocument374 pagesYukon Hybrid 2011 6.0LJavikoo Javier Chicaiza MezaNo ratings yet
- CTC-224 Engine SystemsDocument317 pagesCTC-224 Engine Systemsalexdd39100% (2)
- Step N. Start Sequence Step Steps DetailsDocument4 pagesStep N. Start Sequence Step Steps DetailsAndrea CupelloNo ratings yet
- Avesta Nicrmo-3: Welding Wire TigDocument1 pageAvesta Nicrmo-3: Welding Wire TigKathir VelNo ratings yet
- B20D Parts Manual Section 2 EngineDocument76 pagesB20D Parts Manual Section 2 EngineerickbothaNo ratings yet
- Mecanica de FluidosDocument4 pagesMecanica de FluidosAlejandra FloresNo ratings yet
- Drilling HydraulicsDocument36 pagesDrilling HydraulicsSohaib RashidNo ratings yet
- Gas Law FLORESDocument1 pageGas Law FLORESJustinne May SantosNo ratings yet
- Thesis IEEE FinalDocument4 pagesThesis IEEE FinalNarayanan KakkadNo ratings yet
- Abraham Shaji: Curriculum VitaeDocument4 pagesAbraham Shaji: Curriculum VitaejbcNo ratings yet
- Cswip Appendix 03 Pipe Reports and QuestionsDocument42 pagesCswip Appendix 03 Pipe Reports and QuestionsNsidibe Michael EtimNo ratings yet
- ASME UT Procedure for Pressure Vessel InspectionDocument33 pagesASME UT Procedure for Pressure Vessel InspectionSiriepathi SeetharamanNo ratings yet
- Catalogo de Producto Precedent 3-10tr Heat PumpDocument104 pagesCatalogo de Producto Precedent 3-10tr Heat Pumpproyectoshvac1No ratings yet
- Model Number Significance ChartDocument15 pagesModel Number Significance ChartSHAKEEL ISMAIL LAMBAYNo ratings yet
- ET Diesel Locomotives DHD30 - tcm1106-2974304Document3 pagesET Diesel Locomotives DHD30 - tcm1106-2974304vivo por rossyNo ratings yet
- Design and Development of Carbon Fiber Suspension Push Rod For UTeM Formula Style Race Car - 24 PagesDocument24 pagesDesign and Development of Carbon Fiber Suspension Push Rod For UTeM Formula Style Race Car - 24 PagesLuqmanul HakimNo ratings yet
- Air Foam Chamber: Fire Fighting Equipment Data SheetDocument8 pagesAir Foam Chamber: Fire Fighting Equipment Data SheetMihir JhaNo ratings yet
- Rules For Classification: High Speed and Light CraftDocument24 pagesRules For Classification: High Speed and Light CraftAlondraNo ratings yet
- EM Wire Rope Hoist Type EH-HR Rev2 022812 PDFDocument42 pagesEM Wire Rope Hoist Type EH-HR Rev2 022812 PDFDante WilliamsNo ratings yet
- Samson Temperature RegulatorDocument6 pagesSamson Temperature RegulatorDai Gia Chan DatNo ratings yet
- Astral Wire Guard PipesDocument2 pagesAstral Wire Guard PipesKiran KumarNo ratings yet
- Is It Possible To Model Double-Pipe and Multi-Tube Hairpin Exchangers in Aspen Shell & Tube ExchangerDocument4 pagesIs It Possible To Model Double-Pipe and Multi-Tube Hairpin Exchangers in Aspen Shell & Tube Exchanger王典No ratings yet
- Bandas JasonDocument6 pagesBandas Jasonalejandro jimenezNo ratings yet
- Numerical Analysis of Ventilation For Ship E - R With CFD MethodDocument16 pagesNumerical Analysis of Ventilation For Ship E - R With CFD MethodTARIQUL EMONNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Quantum Mechanics 3: Wavefunctions, Superposition, & Virtual ParticlesFrom EverandQuantum Mechanics 3: Wavefunctions, Superposition, & Virtual ParticlesNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Zinn & the Art of Mountain Bike Maintenance: The World's Best-Selling Guide to Mountain Bike RepairFrom EverandZinn & the Art of Mountain Bike Maintenance: The World's Best-Selling Guide to Mountain Bike RepairNo ratings yet
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet