You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 04 - (2011) HVAC Manual (S16053) PDFDocument151 pages04 - (2011) HVAC Manual (S16053) PDFluis eduardo corzo enriquezNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Secop Compressors CatalogueDocument180 pagesSecop Compressors CatalogueBraian Cabañas Visca BarçaNo ratings yet
- Topic 2 - Vapor Compression and Air, Refrigeration CyclesDocument77 pagesTopic 2 - Vapor Compression and Air, Refrigeration CyclesOk SokNo ratings yet
- Guidance For Fungus Avoidance in Healthcare Facilities PDFDocument60 pagesGuidance For Fungus Avoidance in Healthcare Facilities PDFSyukri ImranNo ratings yet
- Technical Standards for Luxury HotelsDocument173 pagesTechnical Standards for Luxury HotelsHoangDung LeNo ratings yet
- Stulz Cyberair 3 DX 17 0811 enDocument63 pagesStulz Cyberair 3 DX 17 0811 enlroserpu80% (5)
- SAUDCO ID/PID FORM REV 1 - 010109 Chilled Water SystemDocument3 pagesSAUDCO ID/PID FORM REV 1 - 010109 Chilled Water Systemimrankhan220% (1)
- Product Range Alfa LavalDocument13 pagesProduct Range Alfa LavalSoficu DanielNo ratings yet
- 1981 HHLDocument206 pages1981 HHLm.khurana093425No ratings yet
- Census of India 1971: FertilityDocument203 pagesCensus of India 1971: Fertilitym.khurana093425No ratings yet
- Census of India' 1: Series - 20Document75 pagesCensus of India' 1: Series - 20m.khurana093425No ratings yet
- 1971 CenDocument279 pages1971 Cenm.khurana093425No ratings yet
- Census of India 1971: FertilityDocument203 pagesCensus of India 1971: Fertilitym.khurana093425No ratings yet
- Ciensljjs of Dndia: PunjabDocument19 pagesCiensljjs of Dndia: Punjabm.khurana093425No ratings yet
- 1991 GPTDocument668 pages1991 GPTm.khurana093425No ratings yet
- 1971 CenDocument279 pages1971 Cenm.khurana093425No ratings yet
- Ciensljjs of Dndia: PunjabDocument19 pagesCiensljjs of Dndia: Punjabm.khurana093425No ratings yet
- CURRENT ACCOUNT SCHARGESDocument3 pagesCURRENT ACCOUNT SCHARGESm.khurana093425No ratings yet
- 1981 GPTDocument402 pages1981 GPTm.khurana093425No ratings yet
- PDFDocument2 pagesPDFm.khurana093425No ratings yet
- TR 10-2003 - Preview PDFDocument7 pagesTR 10-2003 - Preview PDFm.khurana093425No ratings yet
- TR 10-2003 - Preview PDFDocument7 pagesTR 10-2003 - Preview PDFm.khurana093425No ratings yet
- DCP NcovDocument5 pagesDCP NcovNicoleta MNo ratings yet
- PDFDocument2 pagesPDFm.khurana093425No ratings yet
- PDFDocument2 pagesPDFm.khurana093425No ratings yet
- Energy Performance of 30 Commercial BuildingsDocument34 pagesEnergy Performance of 30 Commercial Buildingsm.khurana093425No ratings yet
- PDFDocument2 pagesPDFm.khurana093425No ratings yet
- PDFDocument37 pagesPDFm.khurana093425No ratings yet
- PDFDocument2 pagesPDFm.khurana093425No ratings yet
- B10T Plate Heat Exchanger Product SheetDocument2 pagesB10T Plate Heat Exchanger Product Sheetm.khurana093425No ratings yet
- Inventory of Phase Change Materials PCM PDFDocument34 pagesInventory of Phase Change Materials PCM PDFm.khurana093425No ratings yet
- Aqsoa 1210eDocument4 pagesAqsoa 1210em.khurana093425No ratings yet
- Sereda Et Al-2019-Cochrane Database of Systematic Reviews PDFDocument17 pagesSereda Et Al-2019-Cochrane Database of Systematic Reviews PDFm.khurana093425No ratings yet
- InvestorPresentation Jan2019 Distribution 20190114 PDFDocument40 pagesInvestorPresentation Jan2019 Distribution 20190114 PDFm.khurana093425No ratings yet
- PDFDocument2 pagesPDFm.khurana093425No ratings yet
- India PredictiDocument33 pagesIndia PredictiRubal DandotiaNo ratings yet
- Honeywell Wi-Fi 9000 Touchscreen Thermostat Installation ManualDocument36 pagesHoneywell Wi-Fi 9000 Touchscreen Thermostat Installation Manualtexastig2347No ratings yet
- Compresor 1 3HP R134a 110V 1190BTU H Baja Media Alta FFI12HBX EmbracoDocument5 pagesCompresor 1 3HP R134a 110V 1190BTU H Baja Media Alta FFI12HBX EmbracoAntonioNo ratings yet
- Refrigeration and Air ConditioningDocument3 pagesRefrigeration and Air ConditioningParamvir GuliaNo ratings yet
- Victrix OmniaDocument2 pagesVictrix OmniaAdmin TestNo ratings yet
- Paquete Landmark KCA 2-7.5Document60 pagesPaquete Landmark KCA 2-7.5Carlos EafNo ratings yet
- Mac0312043c3 PDFDocument66 pagesMac0312043c3 PDFViktor ReznovNo ratings yet
- Kashikoi 5200X HPDocument3 pagesKashikoi 5200X HPSiddhartha BasuNo ratings yet
- Warranty guarantee highlights climate-friendly refrigerantDocument23 pagesWarranty guarantee highlights climate-friendly refrigerantLRHENGNo ratings yet
- How Submarines WorkDocument8 pagesHow Submarines Workagmibrahim50550% (1)
- Dry Bulb Temperature - TDocument3 pagesDry Bulb Temperature - TAlFred NeñuraNo ratings yet
- Coolant Filter and InspectionDocument2 pagesCoolant Filter and InspectionLazarus GutaNo ratings yet
- Minichiller CatalogDocument18 pagesMinichiller CataloghungNo ratings yet
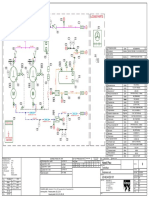
- Anexo 4.2 Diagrama Del Conexionado de La Central FigorificaDocument1 pageAnexo 4.2 Diagrama Del Conexionado de La Central FigorificaGustavo HidalgoNo ratings yet
- Proba RevitDocument5 pagesProba RevitIgor SpirovNo ratings yet
- Cooling System The Necessity of Cooling System in EngineDocument7 pagesCooling System The Necessity of Cooling System in Enginesuwito_abcNo ratings yet
- Service Manual: Refrigeration Arg 774 IxDocument9 pagesService Manual: Refrigeration Arg 774 IxChris AntoniouNo ratings yet
- Adsorption Chiller Brochure 1 PDFDocument3 pagesAdsorption Chiller Brochure 1 PDFUilson FigueiraNo ratings yet
- 210 Performance Measurement of Steam Jet Ejectors EN PDFDocument9 pages210 Performance Measurement of Steam Jet Ejectors EN PDFAditya SinghNo ratings yet
- Air Conditioning ProcessesDocument3 pagesAir Conditioning ProcessesJaqueLou LaugoNo ratings yet
- Quatra Experience List Up To 2019Document4 pagesQuatra Experience List Up To 2019absahkahNo ratings yet
- Unit-Cooler in enDocument8 pagesUnit-Cooler in enWarren VingnoNo ratings yet