You might also like
- Inspection Manual For PipingDocument184 pagesInspection Manual For Pipingzula74No ratings yet
- Risk Based InspectionDocument66 pagesRisk Based Inspectionmurali67% (6)
- API 574 Inspection Practices While Piping System Is ShutdownDocument8 pagesAPI 574 Inspection Practices While Piping System Is ShutdownEason NgNo ratings yet
- API 578 TipsDocument3 pagesAPI 578 TipssheikmoinNo ratings yet
- Brochure API 510 (150128)Document4 pagesBrochure API 510 (150128)wisnu_bayusaktiNo ratings yet
- Inspection Techniques For Detecting Corrosion Under InsulationDocument4 pagesInspection Techniques For Detecting Corrosion Under Insulationsllim776100% (3)
- AB-505 Risk Based Inspection Programs For Pressure EquipmentDocument23 pagesAB-505 Risk Based Inspection Programs For Pressure Equipmentjeswin100% (1)
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- ASME Temporary Repairs 101410-1Document41 pagesASME Temporary Repairs 101410-1khanz88_rulz1039No ratings yet
- API 653 QuizDocument8 pagesAPI 653 Quizthedreampower100% (3)
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNo ratings yet
- CML Optimization FinalDocument31 pagesCML Optimization FinalFatemeh SaadatmandNo ratings yet
- Pressure Equipment Integrity The Keys To Success API 2011 J.reynoldsDocument22 pagesPressure Equipment Integrity The Keys To Success API 2011 J.reynoldsNabil Al-KhirdajiNo ratings yet
- Procedure For Inspection of PipingDocument2 pagesProcedure For Inspection of PipingMuhAli_100% (2)
- The Management of Mechanical Integrity Inspections at Small-SizedDocument6 pagesThe Management of Mechanical Integrity Inspections at Small-SizedTadeu SantanaNo ratings yet
- A Strategy For The Risk-Based Inspection of Pressure Safety Valves (2009) PDFDocument9 pagesA Strategy For The Risk-Based Inspection of Pressure Safety Valves (2009) PDFHabibie RahmanNo ratings yet
- Questions - VIPDocument446 pagesQuestions - VIPmajdi jerbiNo ratings yet
- Catastrophic Failure of Storage TanksDocument6 pagesCatastrophic Failure of Storage Tanksdga51No ratings yet
- ANSI - AHRI Standard 1061 (SI) - 2011Document12 pagesANSI - AHRI Standard 1061 (SI) - 2011mpwasaNo ratings yet
- Course Notes: API 570 P I P CDocument173 pagesCourse Notes: API 570 P I P CBuddharaju Kiran100% (1)
- Inspection of Unfired Pressure VesselsDocument35 pagesInspection of Unfired Pressure Vesselstbmari100% (7)
- Mechanical Integrity:: Fixed Equipment Standards & Recommended PracticesDocument36 pagesMechanical Integrity:: Fixed Equipment Standards & Recommended Practicesah1525No ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Project 4 Ethylene OxideDocument12 pagesProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- Detailed Fitness For Service Per API 579Document3 pagesDetailed Fitness For Service Per API 579Sajal KulshresthaNo ratings yet
- Section 2 Onstream and Shutdown InspectionDocument135 pagesSection 2 Onstream and Shutdown Inspectionariyamanjula2914100% (1)
- Key Changes in API 571-2020 Part 1Document66 pagesKey Changes in API 571-2020 Part 1Raghavan Venkatraman100% (4)
- API - Guide For Inspection of Refinery Equipment - Chapter XIII-Atmospheric and Low-Pressure Storage Tanks 4th Ed. Apr. 1981 - 2Document56 pagesAPI - Guide For Inspection of Refinery Equipment - Chapter XIII-Atmospheric and Low-Pressure Storage Tanks 4th Ed. Apr. 1981 - 2Huy VũNo ratings yet
- Reapir and Altertaion Section 8Document52 pagesReapir and Altertaion Section 8waqas pirachaNo ratings yet
- Cycling Tolerance - Natural Circulation Vertical HRSGSDocument10 pagesCycling Tolerance - Natural Circulation Vertical HRSGSdrainer6666No ratings yet
- RBI - A Transparent Process ?Document11 pagesRBI - A Transparent Process ?Vinícius EstevesNo ratings yet
- ASTM D887 - 08 Sampling Water - Formed DepositsDocument8 pagesASTM D887 - 08 Sampling Water - Formed DepositsBoyet GalangNo ratings yet
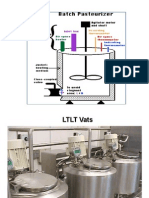
- Pasteurization IIDocument19 pagesPasteurization IIMohammad Ashraf Paul100% (1)
- 5-Mechanical Integrity Program-021317 508Document12 pages5-Mechanical Integrity Program-021317 508sarifinNo ratings yet
- Equipment Inspection Guideline For Pressure vessel-API 510Document8 pagesEquipment Inspection Guideline For Pressure vessel-API 510Ahsun HabibNo ratings yet
- API 571 Certificate PreparationDocument5 pagesAPI 571 Certificate PreparationAgnes Chong100% (2)
- 5 16259779815014437Document26 pages5 16259779815014437Hafizul Hisyam Maysih Luzifah100% (1)
- MS-HKSS-Pigging Testing Drying Rev A - YNB 16''Document64 pagesMS-HKSS-Pigging Testing Drying Rev A - YNB 16''AAISATNo ratings yet
- 00 AOC's Meridium MI Work Process Training Example SlidesDocument67 pages00 AOC's Meridium MI Work Process Training Example SlidesTommy100% (1)
- Guide Inspection Plan For CUIDocument6 pagesGuide Inspection Plan For CUIMohamed SamyNo ratings yet
- API 14C TablesDocument10 pagesAPI 14C TablessegunoyesNo ratings yet
- Lesson 21 RP-576 New2Document64 pagesLesson 21 RP-576 New2gopu100% (1)
- API 580 and 581risk Based InspectionDocument5 pagesAPI 580 and 581risk Based InspectionKmt_Ae100% (1)
- PSM Damage Mechanism RequirementsDocument26 pagesPSM Damage Mechanism RequirementsAnonymous MtzbXYe450% (2)
- (PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-IndustryDocument5 pages(PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-Industrysabari ramasamyNo ratings yet
- Api 570Document63 pagesApi 570Ramzi BEN AHMED100% (1)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- Sampling Water From Closed Conduits: Standard Practices ForDocument11 pagesSampling Water From Closed Conduits: Standard Practices ForelenitabastosNo ratings yet
- CML Port Installation ProcedureDocument2 pagesCML Port Installation Procedureviller_lpNo ratings yet
- API CatalogDocument146 pagesAPI CatalogpablodugalNo ratings yet
- Pipe Support SpacingDocument2 pagesPipe Support Spacingvenka07No ratings yet
- Pheonwj I PRC 0005 0Document54 pagesPheonwj I PRC 0005 0Iksan Adityo Mulyo100% (1)
- Shell - Corrosion FatigueDocument3 pagesShell - Corrosion FatiguexaploftNo ratings yet
- BR 170 1Document7 pagesBR 170 1Himanshu ChaturvediNo ratings yet
- API 577 Supplemental Inspection Certification Program Advanced Knowledge of Welding Inspection and MetallurgyDocument9 pagesAPI 577 Supplemental Inspection Certification Program Advanced Knowledge of Welding Inspection and Metallurgyser_qc81No ratings yet
- Amse PiDocument5 pagesAmse PiNnamdi Celestine NnamdiNo ratings yet
- Satr A 2010Document2 pagesSatr A 2010nadeem shaikhNo ratings yet
- 0301e - Guidebook For Inspectors - 2018-3Document6 pages0301e - Guidebook For Inspectors - 2018-3FranciscoNo ratings yet
- TRG Qchem Ta 2022 WQT 0001 - 3Document113 pagesTRG Qchem Ta 2022 WQT 0001 - 3Shincy FrancisNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Assignment 2 2021 FinalDocument2 pagesAssignment 2 2021 FinalRichard GrahamNo ratings yet
- Lee DissertationDocument166 pagesLee DissertationSonal Power UnlimitdNo ratings yet
- Engine Systems 1Document5 pagesEngine Systems 1anuradhaNo ratings yet
- Thermogain HeatPipesDocument2 pagesThermogain HeatPipesbhavin777No ratings yet
- Ahri Standard 410-2023 Si I-PDocument93 pagesAhri Standard 410-2023 Si I-PDalaPaulaNo ratings yet
- Chill TrainDocument8 pagesChill TrainExxuNo ratings yet
- Heatex 02 AwDocument3 pagesHeatex 02 AwyvethendoNo ratings yet
- Sona 2 Mineral Oil System - 2021Document3 pagesSona 2 Mineral Oil System - 2021faizNo ratings yet
- Steam: Power PlantDocument47 pagesSteam: Power PlantAdam HafizNo ratings yet
- ASTM Standards For Steel PipesDocument10 pagesASTM Standards For Steel Pipeseduardo ramon giron lopezNo ratings yet
- Airconditioner Energy Saver: Sooraj Raju Univ Roll No:372845Document23 pagesAirconditioner Energy Saver: Sooraj Raju Univ Roll No:372845Soorajraju_nNo ratings yet
- Equipment ListDocument5 pagesEquipment ListMirtunjay KumarNo ratings yet
- Final Mini Project ReportDocument30 pagesFinal Mini Project ReportRatheesh SNo ratings yet
- Aermec PXO-PXU-PWO-PWU Data Sheet EngDocument24 pagesAermec PXO-PXU-PWO-PWU Data Sheet EngAbdelatif BenlaghaNo ratings yet
- G-P-Pi 270 enDocument10 pagesG-P-Pi 270 endeicaNo ratings yet
- Thermal Physics Lecture 27Document8 pagesThermal Physics Lecture 27OmegaUserNo ratings yet
- TM MHS134a 2012BDocument44 pagesTM MHS134a 2012Bdata sonNo ratings yet
- Thc120e3 Rt-Prc023-En - 05162012Document236 pagesThc120e3 Rt-Prc023-En - 05162012selvamejiaNo ratings yet
- HRV (VAM-FA - VKM-GM - VKM-G) - EPCE05-44A - Catalogues - EnglishDocument24 pagesHRV (VAM-FA - VKM-GM - VKM-G) - EPCE05-44A - Catalogues - EnglishxavierNo ratings yet
- 7112.a Data SheetsDocument7 pages7112.a Data SheetsAlexis PradoNo ratings yet
- Solar Water Heating Systems For Industrial Applications.: A Tata BP Solar InitiativeDocument12 pagesSolar Water Heating Systems For Industrial Applications.: A Tata BP Solar InitiativehailemebrahtuNo ratings yet
- PS-596 DP IK-525_545 Sootblower_EuropeDocument2 pagesPS-596 DP IK-525_545 Sootblower_EuropeDidit Gencar Laksana100% (1)
- Parallel and Counter FlowDocument4 pagesParallel and Counter FlowJaiganesh100% (1)