You might also like
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNo ratings yet
- Welding DefectDocument33 pagesWelding DefectabdoNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Hydrogen CrackingDocument9 pagesHydrogen CrackingMuhammed SulfeekNo ratings yet
- Welding Defects: Their Causes and PreventionDocument18 pagesWelding Defects: Their Causes and PreventionsanjaykumarmauryaNo ratings yet
- Defects in WeldsDocument6 pagesDefects in WeldsSaran KumarNo ratings yet
- Types of Welding Defects PDFDocument12 pagesTypes of Welding Defects PDFDhiab Mohamed AliNo ratings yet
- Ultrasonic Testing HandbookDocument29 pagesUltrasonic Testing HandbookRafael HernandezNo ratings yet
- Welding DefectsDocument30 pagesWelding DefectsSane ShajanNo ratings yet
- Welding Defects On ShipsDocument3 pagesWelding Defects On Shipssaurabh pratapNo ratings yet
- Hydrogen Cracks in Steels - IdentificationDocument4 pagesHydrogen Cracks in Steels - IdentificationFsNo ratings yet
- WeldingDocument41 pagesWeldinggigiphiNo ratings yet
- Gas Welding Defects AnalysisDocument4 pagesGas Welding Defects AnalysisSheikh Aasi AasiNo ratings yet
- REQUIRME_ASSIGNMENT3Document4 pagesREQUIRME_ASSIGNMENT3Cyber RoseNo ratings yet
- Welding Discontinuities and Their CausesDocument2 pagesWelding Discontinuities and Their Causeszarif73% (15)
- Welding Eithout Cold CracingDocument7 pagesWelding Eithout Cold CracingJanno RubenNo ratings yet
- Questions and Answers on Welding Processes, Defects, and StandardsDocument12 pagesQuestions and Answers on Welding Processes, Defects, and StandardspremNo ratings yet
- 7691IV - 4th Semester - Metallurgical and Materials EngineeringDocument18 pages7691IV - 4th Semester - Metallurgical and Materials EngineeringankNo ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- Defects Hydrogen Cracks IdentificationDocument5 pagesDefects Hydrogen Cracks Identificationarif maulanafNo ratings yet
- Hydrogen CrackinDocument5 pagesHydrogen CrackinrezaNo ratings yet
- Defects - HICC 01Document6 pagesDefects - HICC 01VISHAL SHARMANo ratings yet
- Learning ObjectivesDocument19 pagesLearning Objectivesfred gallardoNo ratings yet
- Cracks in WeldsDocument19 pagesCracks in Weldsjesycuban100% (1)
- Introduction & Classification of WeldingDocument3 pagesIntroduction & Classification of WeldingZaky MuzaffarNo ratings yet
- Welding Defects Part 4Document56 pagesWelding Defects Part 4Nanang Cesc UttaNo ratings yet
- Solid State Welding Processes ExplainedDocument21 pagesSolid State Welding Processes ExplainedAshutosh PandeyNo ratings yet
- Cold Cracks: Causes and Cures: Low Ductility of The Weld, Residual Stress and Diffusible Hydrogen in The WeldDocument4 pagesCold Cracks: Causes and Cures: Low Ductility of The Weld, Residual Stress and Diffusible Hydrogen in The WeldSharad ValviNo ratings yet
- Factors Governing the Weldability of Structural SteelsDocument23 pagesFactors Governing the Weldability of Structural Steelso2megotNo ratings yet
- Welding Technology - Pre and Post Weld Heat TreatDocument19 pagesWelding Technology - Pre and Post Weld Heat TreatNowsherwan MazariNo ratings yet
- Welding Interview Questions and Answers PDFDocument11 pagesWelding Interview Questions and Answers PDFMOHANNo ratings yet
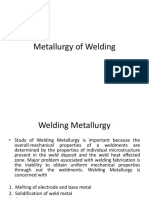
- Welding MetallurgyDocument17 pagesWelding Metallurgydanish moinNo ratings yet
- Weldability of SteelsDocument5 pagesWeldability of SteelsKhalid El Masry100% (1)
- What Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?Document4 pagesWhat Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?behzad mohammadiNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- Weld Imperfections 01Document34 pagesWeld Imperfections 01Ahmad NazmiNo ratings yet
- Cracks in Welds: Paper PresentationDocument19 pagesCracks in Welds: Paper PresentationJigar Mevada100% (1)
- LABORATORY REPORT 3 - Workshop Theory and PracticeDocument11 pagesLABORATORY REPORT 3 - Workshop Theory and Practice22-03844No ratings yet
- Welding Is A Fabrication Process Which Is Used To Join MaterialsDocument23 pagesWelding Is A Fabrication Process Which Is Used To Join Materialsjagadish madiwalarNo ratings yet
- Welding Process ClassificationDocument10 pagesWelding Process ClassificationanilthedonNo ratings yet
- Welding Present A Ion 1Document87 pagesWelding Present A Ion 1Vishnu KumarNo ratings yet
- SMAW Welding GuideDocument13 pagesSMAW Welding GuideCheng Yee71% (7)
- Weld Failures A CompendiaryDocument3 pagesWeld Failures A CompendiaryTC Capulcu Mustafa MNo ratings yet
- Ultrasonic Testing HandbookDocument29 pagesUltrasonic Testing HandbookP A KumarNo ratings yet
- Welding DefectsDocument4 pagesWelding Defectsrohini nilajkar0% (1)
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolDocument3 pagesControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangNo ratings yet
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- Types & Causes of Welding DefectsDocument9 pagesTypes & Causes of Welding DefectsshankarNo ratings yet
- Teknologi Dan Rekayasa: Mengelas Tingkat Lanjut Dengan Proses Las Busur ManualDocument24 pagesTeknologi Dan Rekayasa: Mengelas Tingkat Lanjut Dengan Proses Las Busur ManualNur CholisNo ratings yet
- Identify welding defects, causes and remediesDocument11 pagesIdentify welding defects, causes and remediesJerome A. Gomez100% (2)
- Litreview FinalDocument12 pagesLitreview Finalapi-283946578No ratings yet
- On "Analysis of Defects Caused by Heat Treatment: A Project ReportDocument105 pagesOn "Analysis of Defects Caused by Heat Treatment: A Project ReportYusuf BagewadiNo ratings yet
- Hydrogen Cracking: Causes and Identification of Cracks in Welded JointsDocument3 pagesHydrogen Cracking: Causes and Identification of Cracks in Welded JointsAgustine SetiawanNo ratings yet
- Welding Metallurgy 2Document12 pagesWelding Metallurgy 2mmr315No ratings yet
- NDT Discontinuities - World of NDTDocument51 pagesNDT Discontinuities - World of NDTHòa NguyễnNo ratings yet
- Welding DefectsDocument5 pagesWelding DefectsDEEPAKNo ratings yet
- Need For WeldingDocument5 pagesNeed For Weldingvijayanandan thekkethodikayilNo ratings yet
- Welding of Ductile Iron: Welding Metallurgy Equipment and Filler MaterialsDocument2 pagesWelding of Ductile Iron: Welding Metallurgy Equipment and Filler Materialshrk100No ratings yet
- Need of Pre Heating When WeldingDocument10 pagesNeed of Pre Heating When WeldingRishi oberaiNo ratings yet
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionnanivenkatgauravNo ratings yet
- Butt Fusion Procedure - r201505 PDFDocument15 pagesButt Fusion Procedure - r201505 PDFTsihatesfaNo ratings yet
- Reliance Industries Limited Line History Sheet For Low Alloy Steel PipingDocument2 pagesReliance Industries Limited Line History Sheet For Low Alloy Steel PipingRavi ShankarNo ratings yet
- 002 Ref HSE-S-205-F - Procedure For Everyday Flame Resistant Work Apparel Rev 01 Aug 2012Document15 pages002 Ref HSE-S-205-F - Procedure For Everyday Flame Resistant Work Apparel Rev 01 Aug 2012Ravi ShankarNo ratings yet
- 3.1. - Column Tray Manway ChecklistDocument1 page3.1. - Column Tray Manway ChecklistRavi ShankarNo ratings yet
- Doand Dontsfor Polyethylene JointingDocument17 pagesDoand Dontsfor Polyethylene JointingarkadjyothiprakashNo ratings yet
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTDocument1 pageReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarNo ratings yet
- Reliance Industries Limited Line History Sheet For Low Alloy Steel PipingDocument2 pagesReliance Industries Limited Line History Sheet For Low Alloy Steel PipingRavi ShankarNo ratings yet
- Ansi Pipe ScheduleDocument1 pageAnsi Pipe ScheduleRameshBMNo ratings yet
- DPPR 220519 Utility+etpDocument1 pageDPPR 220519 Utility+etpRavi ShankarNo ratings yet
- PLANT DAILY MAINTENANCE SCHEDULEDocument1 pagePLANT DAILY MAINTENANCE SCHEDULERavi ShankarNo ratings yet
- DPPR 210519 Utility+etpDocument1 pageDPPR 210519 Utility+etpRavi ShankarNo ratings yet
- % Manpower Planned VS UtilizedDocument1 page% Manpower Planned VS UtilizedRavi ShankarNo ratings yet
- Itp Ec14epDocument1 pageItp Ec14epRavi ShankarNo ratings yet
- Section 4.01 Reliance Dta Refinery Central Planning Manual RJN/CES/CP/4001Document2 pagesSection 4.01 Reliance Dta Refinery Central Planning Manual RJN/CES/CP/4001Ravi ShankarNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- DPPR 200519 Utility+etpDocument1 pageDPPR 200519 Utility+etpRavi ShankarNo ratings yet
- Ansi Pipe ScheduleDocument1 pageAnsi Pipe ScheduleRameshBMNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- Maintaining Plant OperationsDocument1 pageMaintaining Plant OperationsRavi ShankarNo ratings yet
- % Manpower Planned VS UtilizedDocument1 page% Manpower Planned VS UtilizedRavi ShankarNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- % Manpower Planned VS Utilized: HT ST RT IN SCDocument1 page% Manpower Planned VS Utilized: HT ST RT IN SCRavi ShankarNo ratings yet
- % Manpower Planned VS UtilizedDocument1 page% Manpower Planned VS UtilizedRavi ShankarNo ratings yet
- Daily plant maintenance schedule and manpower reportDocument1 pageDaily plant maintenance schedule and manpower reportRavi ShankarNo ratings yet
- PLANT DAILY MAINTENANCE SCHEDULEDocument1 pagePLANT DAILY MAINTENANCE SCHEDULERavi ShankarNo ratings yet
- Aalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Document3 pagesAalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Goran DjuricNo ratings yet
- Pipe and fittings document layout guideDocument28 pagesPipe and fittings document layout guidemhreteabNo ratings yet
- Greyloc InstructionsDocument16 pagesGreyloc InstructionsDan ClarkeNo ratings yet
- TS-1PR X 1.5MMDocument1 pageTS-1PR X 1.5MMmohd darusNo ratings yet
- GI-Specs For HandbookDocument1 pageGI-Specs For HandbookNrjNo ratings yet
- Class PS 46 Polyvinyl Chloride (PVC) Pipe: Standard Specification ForDocument4 pagesClass PS 46 Polyvinyl Chloride (PVC) Pipe: Standard Specification ForFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Method Statement of Road Construction Works - MBPJDocument6 pagesMethod Statement of Road Construction Works - MBPJUmaira ZainalNo ratings yet
- Slow Sand Filter DesignDocument4 pagesSlow Sand Filter Designvisali garikapatiNo ratings yet
- Material Calculator (Building)Document7 pagesMaterial Calculator (Building)Kumbie MadzekeNo ratings yet
- New CRC Tables 2011-06-30 Rev 00Document161 pagesNew CRC Tables 2011-06-30 Rev 00SJSZCGRDHS100% (1)
- 1 PB PDFDocument6 pages1 PB PDFSantoshNo ratings yet
- Chemistry One Liner Questions PDFDocument10 pagesChemistry One Liner Questions PDFHacker Mudu0% (1)
- Pyinnyar Dagon Private SchoolDocument2 pagesPyinnyar Dagon Private SchoolYamin AungNo ratings yet
- Sika Viscocrete 1003 Pds enDocument3 pagesSika Viscocrete 1003 Pds enNugi AsmiNo ratings yet
- EC6595A Biocide: Product Benefits General DescriptionDocument2 pagesEC6595A Biocide: Product Benefits General DescriptionHenny CasanovaNo ratings yet
- Industrial Arts 6: Week 1Document9 pagesIndustrial Arts 6: Week 1arielle domingoNo ratings yet
- TDS Penguard Pro JotunDocument5 pagesTDS Penguard Pro JotunLuka BornaNo ratings yet
- Transmix ProcessingDocument4 pagesTransmix ProcessingChem.Engg100% (3)
- (MAKALE) A Review On Carbon-Based Self-Sensing Cementitious CompositesDocument14 pages(MAKALE) A Review On Carbon-Based Self-Sensing Cementitious CompositesİMİRZA OKAY ALTUNTAŞNo ratings yet
- Unit-3: POLYMERS AND OPTICAL MEMSDocument10 pagesUnit-3: POLYMERS AND OPTICAL MEMSMs.Ezhilarasi ICE DepartmentNo ratings yet
- PDS-POLYKEN-1039 PrimerDocument2 pagesPDS-POLYKEN-1039 PrimerSenthilkumar NarayananNo ratings yet
- User S Manual Synthetic Mooring TailsDocument13 pagesUser S Manual Synthetic Mooring TailsGökhan UlukuzNo ratings yet
- Crown 7007 CGC93 PDFDocument1 pageCrown 7007 CGC93 PDFLinnie McleodNo ratings yet
- The Stabilization of L-Ascorbic Acid in Aqueous Solution and Water-In-Oil-In-Water Double Emulsion by Controlling PH and Electrolyte ConcentrationDocument12 pagesThe Stabilization of L-Ascorbic Acid in Aqueous Solution and Water-In-Oil-In-Water Double Emulsion by Controlling PH and Electrolyte ConcentrationTi MaNo ratings yet
- What Causes Foaming in A Distillation ColumnDocument3 pagesWhat Causes Foaming in A Distillation ColumnArief HidayatNo ratings yet
- Estimate PlasteringDocument11 pagesEstimate PlasteringJohnNo ratings yet
- Alumina - Aluminium Oxide - Al2O3 - A Refractory Ceramic OxideDocument6 pagesAlumina - Aluminium Oxide - Al2O3 - A Refractory Ceramic OxideZvonimir OpicNo ratings yet
- Tyfo RR Standard Concrete Gray Data SheetDocument1 pageTyfo RR Standard Concrete Gray Data SheetPE EngNo ratings yet
- MWBE List For Mill Creek Peaks Branch State-Thomas Drainage TunnelDocument332 pagesMWBE List For Mill Creek Peaks Branch State-Thomas Drainage TunnelRohanNo ratings yet
- Microstructure and Fatigue Resistance of Carburized Steels PDFDocument10 pagesMicrostructure and Fatigue Resistance of Carburized Steels PDFyh1.yuNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Taking Back Eden: Eight Environmental Cases that Changed the WorldFrom EverandTaking Back Eden: Eight Environmental Cases that Changed the WorldRating: 4 out of 5 stars4/5 (2)
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- Stand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailFrom EverandStand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailRating: 3 out of 5 stars3/5 (3)