You might also like
- Harmonics in Power System A Harmonic IsDocument102 pagesHarmonics in Power System A Harmonic Isvelisbar71% (7)
- Automatic Voltage RegulatorDocument27 pagesAutomatic Voltage RegulatorAnonymous BBX2E87aHNo ratings yet
- Excitation SystemDocument59 pagesExcitation SystemVenkat Cherukuri100% (2)
- Substation AutomationDocument76 pagesSubstation AutomationModisa TsamaaseNo ratings yet
- NTPC Thermal Power Plant Training ReportDocument63 pagesNTPC Thermal Power Plant Training ReportTARUN KUMARNo ratings yet
- Electro HydraulicsDocument21 pagesElectro Hydraulicssandeep5No ratings yet
- Switchgear Detail Design AH04Document38 pagesSwitchgear Detail Design AH04Mohammed AltafNo ratings yet
- RJH3047 MOSFET DatasheetDocument82 pagesRJH3047 MOSFET DatasheetAlfredo Valencia Rodriguez50% (4)
- Softstartere Catalog EatonDocument91 pagesSoftstartere Catalog EatonamdatiNo ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetNo ratings yet
- Excitation SystemDocument38 pagesExcitation SystemRaja Ramachandran100% (1)
- Critical Spares FormetDocument12 pagesCritical Spares FormetpernetiNo ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetRating: 2 out of 5 stars2/5 (1)
- Componding Excitation System - SeimensDocument12 pagesComponding Excitation System - SeimensBalu M100% (2)
- Excitation Control of The Synchronous Generator PDFDocument7 pagesExcitation Control of The Synchronous Generator PDFvelasquuez1993100% (1)
- Static Excitation SystemDocument36 pagesStatic Excitation Systemlrpatra100% (1)
- Modelling Excitation & Speed Control SystemsDocument73 pagesModelling Excitation & Speed Control Systemshabte gebreial shrashrNo ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Over and Under Voltage Protection RelayDocument44 pagesOver and Under Voltage Protection RelaySeven Hills100% (3)
- A Review On Various Transformer Testing SystemsDocument4 pagesA Review On Various Transformer Testing Systemsijsret100% (1)
- Power Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlFrom EverandPower Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlRating: 5 out of 5 stars5/5 (1)
- Design and Analysis of 2.4 GHZ Low-Noise, High-Gain 0.18 M Cmos Cascode Low-Noise Amplifier For Irnss ApplicationsDocument12 pagesDesign and Analysis of 2.4 GHZ Low-Noise, High-Gain 0.18 M Cmos Cascode Low-Noise Amplifier For Irnss ApplicationsRami Reddy100% (1)
- Power SystemsDocument54 pagesPower SystemsShyam VimalKumarNo ratings yet
- Power ElectronicsDocument3 pagesPower ElectronicspanjiNo ratings yet
- A Low Cost High Efficiency Inverter For Photovoltaic ApplicationsDocument6 pagesA Low Cost High Efficiency Inverter For Photovoltaic ApplicationsbpchimeraNo ratings yet
- ON-OFF Temperature Control System Using MicroprocessorDocument4 pagesON-OFF Temperature Control System Using Microprocessorsoach123No ratings yet
- SynopsisDocument13 pagesSynopsisPooja GNo ratings yet
- EE Curs ScurtDocument325 pagesEE Curs ScurtAnca IonitzaNo ratings yet
- Maximum Power Point Tracking of DC To DC Boost Converter Using Sliding Mode ControlDocument6 pagesMaximum Power Point Tracking of DC To DC Boost Converter Using Sliding Mode ControlInternational Organization of Scientific Research (IOSR)No ratings yet
- High Voltage Power Supplies for Electrostatic ApplicationsDocument6 pagesHigh Voltage Power Supplies for Electrostatic ApplicationsjulNo ratings yet
- Distribution System Relay: Term Paper Report (Ee382)Document7 pagesDistribution System Relay: Term Paper Report (Ee382)Andrew RaniNo ratings yet
- Articol 1Document6 pagesArticol 1Pan De LaNo ratings yet
- Design and Implementation of New Converter Topology For Electrosurgical UnitsDocument9 pagesDesign and Implementation of New Converter Topology For Electrosurgical UnitsFut FatalNo ratings yet
- Unit - 5 NotesDocument31 pagesUnit - 5 NotesSujit KumarNo ratings yet
- Real Time Automated Load Shedding SystemDocument28 pagesReal Time Automated Load Shedding SystemSangeetha Vishwanath100% (5)
- Scet Electrical Machine Design Manual Ee-424Document81 pagesScet Electrical Machine Design Manual Ee-424Adel Handi50% (2)
- Module 6Document78 pagesModule 6JASPER PAYAPAYANo ratings yet
- 10th International Symposium on Electrical and Power EngineeringDocument4 pages10th International Symposium on Electrical and Power EngineeringMarkoMarkovicNo ratings yet
- Microcontroller Based Semiconductor Tap Changer For Power transfarmer-ROUGHDocument16 pagesMicrocontroller Based Semiconductor Tap Changer For Power transfarmer-ROUGHdattasriNo ratings yet
- Excitation CIGREA1 10Document6 pagesExcitation CIGREA1 10ucb2_ntpcNo ratings yet
- Power Factor ThesisDocument5 pagesPower Factor Thesisjessicatannershreveport100% (1)
- Instrumentation and Control Engineering GuideDocument8 pagesInstrumentation and Control Engineering Guiderazu1234No ratings yet
- Voltage Control in Power System Using Expert System Based On SCADA SystemDocument5 pagesVoltage Control in Power System Using Expert System Based On SCADA SystemFABIANCHO2210100% (1)
- Power Electronic Module - Chapter 1Document27 pagesPower Electronic Module - Chapter 1jayxcell100% (1)
- What Is The Scope of Electrical EngineeringDocument9 pagesWhat Is The Scope of Electrical EngineeringMahesh NidumoluNo ratings yet
- Department of Electronics & Communication: Aharaja Institute of Technology MysoreDocument8 pagesDepartment of Electronics & Communication: Aharaja Institute of Technology MysoreVinayaka KadampurNo ratings yet
- Chapter TwoDocument85 pagesChapter Twohabte gebreial shrashrNo ratings yet
- Design and Analysis of A Practical Three-Phase Grid-Connected Photovoltaic InverterDocument5 pagesDesign and Analysis of A Practical Three-Phase Grid-Connected Photovoltaic InverterAhmed RefaatNo ratings yet
- Advanced Mechatronics SystemsDocument13 pagesAdvanced Mechatronics Systemssaleem razaNo ratings yet
- Tap ChangerDocument6 pagesTap ChangermshahidshaukatNo ratings yet
- Ultra-Fast Acting Electronic Circuit BreakerDocument55 pagesUltra-Fast Acting Electronic Circuit Breakerpandi60% (5)
- Nov 2011 Atul1Document10 pagesNov 2011 Atul1Rajeev RawatNo ratings yet
- A Device For Improving The Immunity of AC Contactors During Voltage DipsDocument5 pagesA Device For Improving The Immunity of AC Contactors During Voltage DipsRAPRATSINNo ratings yet
- Monitoring Transformers On Voltage: The Effects of On-Load Changing StabilityDocument6 pagesMonitoring Transformers On Voltage: The Effects of On-Load Changing StabilitySaugato MondalNo ratings yet
- Arduino-Based Transformer Protection System Detects OvercurrentDocument8 pagesArduino-Based Transformer Protection System Detects OvercurrentAbdullah MdNo ratings yet
- Module 8 - : Control Systems: Review of Electronics Goals & ObjectivesDocument33 pagesModule 8 - : Control Systems: Review of Electronics Goals & Objectivess.b.v.seshagiri1407No ratings yet
- MechanicalDocument5 pagesMechanicalvaneeza ahmedNo ratings yet
- Cage RotorDocument6 pagesCage Rotordebasis250No ratings yet
- Electrical Basic and Classic ControlDocument177 pagesElectrical Basic and Classic ControlBudi BudiNo ratings yet
- Microcontroller Based Substation Monitoring and Control System With GSM ModemDocument9 pagesMicrocontroller Based Substation Monitoring and Control System With GSM Modembiruke6100% (1)
- Measurement Systems For Electrical Machine Monitoring: Mario Vrazic, Ivan Gasparac and Marinko KovacicDocument19 pagesMeasurement Systems For Electrical Machine Monitoring: Mario Vrazic, Ivan Gasparac and Marinko Kovacicpredic1No ratings yet
- Introduction To Power ElectronicsDocument7 pagesIntroduction To Power ElectronicsRajaiah JagariNo ratings yet
- A Variable Switching Frequency With Boost Power Factor Correction ConverterDocument8 pagesA Variable Switching Frequency With Boost Power Factor Correction ConverterJaya AhujaNo ratings yet
- Power QualityDocument6 pagesPower QualitySaLesh BhaGatNo ratings yet
- A Vibration Based Condition Monitoring SystemDocument4 pagesA Vibration Based Condition Monitoring SystemkankokwahNo ratings yet
- Some Power Electronics Case Studies Using Matlab Simpowersystem BlocksetFrom EverandSome Power Electronics Case Studies Using Matlab Simpowersystem BlocksetNo ratings yet
- LI708Document1 pageLI708pernetiNo ratings yet
- 22-D0244 QuotationDocument2 pages22-D0244 QuotationpernetiNo ratings yet
- 4763Document6 pages4763180880No ratings yet
- LI708Document1 pageLI708pernetiNo ratings yet
- BNF Support and Resistance LevelsDocument2 pagesBNF Support and Resistance LevelspernetiNo ratings yet
- HSM SparesDocument1 pageHSM SparespernetiNo ratings yet
- TrainingsDocument2 pagesTrainingspernetiNo ratings yet
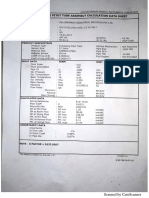
- Blower Average Pitot TubeDocument1 pageBlower Average Pitot TubepernetiNo ratings yet
- PARTS LIST WITH ALTERNATESDocument13 pagesPARTS LIST WITH ALTERNATESpernetiNo ratings yet
- Air BlasterDocument1 pageAir BlasterpernetiNo ratings yet
- Control Valve DetailsDocument8 pagesControl Valve DetailspernetiNo ratings yet
- VALVE Asu 250Document8 pagesVALVE Asu 250pernetiNo ratings yet
- Master List of Equipments-EAF, LRF, VD, CCM & WCDocument53 pagesMaster List of Equipments-EAF, LRF, VD, CCM & WCpernetiNo ratings yet
- Bypass LineDocument1 pageBypass LinepernetiNo ratings yet
- Analyzer WiringDocument1 pageAnalyzer WiringpernetiNo ratings yet
- Topics For InterviewDocument1 pageTopics For InterviewpernetiNo ratings yet
- Pay Slip Sept N OctoberDocument1 pagePay Slip Sept N OctoberpernetiNo ratings yet
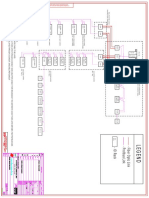
- Eternet - OVERALL HWC - R3 - 06042015 PDFDocument1 pageEternet - OVERALL HWC - R3 - 06042015 PDFpernetiNo ratings yet
- Cali SCHDocument4 pagesCali SCHpernetiNo ratings yet
- Logbook FormatDocument35 pagesLogbook FormatpernetiNo ratings yet
- 29072021Document7 pages29072021pernetiNo ratings yet
- Simovert Vector ControlDocument2 pagesSimovert Vector ControlpernetiNo ratings yet
- The System of Arc Lengths Regulation of An Electric Arc Furnace With A Neuro-ControllerDocument3 pagesThe System of Arc Lengths Regulation of An Electric Arc Furnace With A Neuro-ControllerpernetiNo ratings yet
- Dido ListDocument34 pagesDido ListpernetiNo ratings yet
- EAF - Profibus Configuration - R1Document2 pagesEAF - Profibus Configuration - R1pernetiNo ratings yet
- Macro Control Loop: Enlarged ImageDocument6 pagesMacro Control Loop: Enlarged ImagepernetiNo ratings yet
- Foundation Fieldbus Hart Modbus RTU Profibus DP: Price Net Per Unit 2.645.00Document1 pageFoundation Fieldbus Hart Modbus RTU Profibus DP: Price Net Per Unit 2.645.00pernetiNo ratings yet
- Lecture 15 PDFDocument5 pagesLecture 15 PDFrahulNo ratings yet
- Busbar Protection Using Reverse InterlockingDocument2 pagesBusbar Protection Using Reverse InterlockingsubhashNo ratings yet
- Assessing Transformer Condition with Single-Phase TestsDocument1 pageAssessing Transformer Condition with Single-Phase Testsimcoolmailme2No ratings yet
- LM135/LM235/LM335, LM135A/LM235A/LM335A Precision Temperature SensorsDocument14 pagesLM135/LM235/LM335, LM135A/LM235A/LM335A Precision Temperature Sensorsenginner_24No ratings yet
- Technical College of Electrical and Electronic Engineering AC CircuitDocument7 pagesTechnical College of Electrical and Electronic Engineering AC Circuitاياد النعيميNo ratings yet
- Genadvisor Shaft Volt Current Mon PSPG b10244 00 7600 en LR Fina PDFDocument2 pagesGenadvisor Shaft Volt Current Mon PSPG b10244 00 7600 en LR Fina PDFSourav RanaNo ratings yet
- Analog signal converters selection guideDocument20 pagesAnalog signal converters selection guideHummac MagañaNo ratings yet
- Kabelumbauwandler EN 11-2018Document16 pagesKabelumbauwandler EN 11-2018Gustavo GamezNo ratings yet
- Mmaw QDocument9 pagesMmaw Qf_behdadNo ratings yet
- Tutorial 1 EE340Document3 pagesTutorial 1 EE340Anonymous fjzuzINo ratings yet
- Cascode Current MirrorDocument19 pagesCascode Current MirrorReshbha Munjal0% (1)
- Tasc 2006 870526Document4 pagesTasc 2006 870526Agustinus BNo ratings yet
- Bennign Rectifier 4253 en Tdg2 - A3200902Document107 pagesBennign Rectifier 4253 en Tdg2 - A3200902edwinoriaNo ratings yet
- Boq B - Electrical and DataDocument8 pagesBoq B - Electrical and DataJithuRaj0% (1)
- UWB Time Domain AntennaDocument3 pagesUWB Time Domain AntennaSrikanth SrinadhuniNo ratings yet
- CRFR-17: 15 KV Current TransformerDocument4 pagesCRFR-17: 15 KV Current TransformerjlcegarraNo ratings yet
- User Manual: Omega Up/Um 1K/2K/3K/3K Plus/5K Inverter/ChargerDocument35 pagesUser Manual: Omega Up/Um 1K/2K/3K/3K Plus/5K Inverter/ChargerJuan Carlos Jimenez100% (1)
- Electronics Component Schematic Symbols GuideDocument25 pagesElectronics Component Schematic Symbols Guidejesboy godienesNo ratings yet
- E&M HomeworkDocument2 pagesE&M Homeworkknowkenn3865No ratings yet
- DC Circuits: Fundamentals of Electric CircuitsDocument39 pagesDC Circuits: Fundamentals of Electric CircuitsHoàng HoàngAnhNo ratings yet
- Veer Surendra Sai University of Technology:Orissa: Syllabus For First Year B.TechDocument24 pagesVeer Surendra Sai University of Technology:Orissa: Syllabus For First Year B.TechSohamsi BeheraNo ratings yet
- LM 567Document9 pagesLM 567Juan Chin Pérez GarcíaNo ratings yet
- Operating-Instructions Compact-Inverters S2u-Ip66 Eng r01 0Document166 pagesOperating-Instructions Compact-Inverters S2u-Ip66 Eng r01 0r.andremartins8No ratings yet
- ST Digital Motion Engine DriversDocument75 pagesST Digital Motion Engine DriversminitecoNo ratings yet
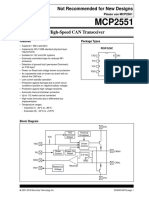
- Not Recommended For New Designs: Features Package TypesDocument26 pagesNot Recommended For New Designs: Features Package TypesLedjon BehluliNo ratings yet