You might also like
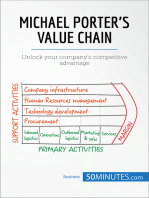
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- Sandcone ModelDocument6 pagesSandcone ModelkindiNo ratings yet
- Constraints On Growth & Productivity - Efficiency of Capacity UtlisationDocument14 pagesConstraints On Growth & Productivity - Efficiency of Capacity UtlisationAppan Kandala VasudevacharyNo ratings yet
- McDonalds STPDocument4 pagesMcDonalds STPJabri JuhininNo ratings yet
- ch22 (Pricing and Profitability Analysis)Document36 pagesch22 (Pricing and Profitability Analysis)Ogie WijayaNo ratings yet
- Variance Analysis (Practice Problems)Document7 pagesVariance Analysis (Practice Problems)Godwin De GuzmanNo ratings yet
- ABC and VariancesDocument4 pagesABC and VariancesJosehbNo ratings yet
- Quiz 7 - Relevant Costs - 2020F-01 - MANAGERIAL ACCOUNTINGDocument9 pagesQuiz 7 - Relevant Costs - 2020F-01 - MANAGERIAL ACCOUNTINGEdward Prima KurniawanNo ratings yet
- English Journal MoDocument29 pagesEnglish Journal Moannisa ahmadNo ratings yet
- Artikel 02Document28 pagesArtikel 02ArunkumarNo ratings yet
- New Product DevelopmentDocument16 pagesNew Product DevelopmentAlberta AdinataNo ratings yet
- 1 s2.0 S0925527310004792 MainextDocument12 pages1 s2.0 S0925527310004792 MainextAnelisa Lima das MercesNo ratings yet
- Performance and Economic Incentives in New Product DevelopmentDocument39 pagesPerformance and Economic Incentives in New Product DevelopmentNekoNikićNo ratings yet
- Lean As A PhilosophyDocument17 pagesLean As A PhilosophyfabriiiNo ratings yet
- Optimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyDocument15 pagesOptimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyAlex J. Tocto BustamanteNo ratings yet
- Development Strategies PDFDocument16 pagesDevelopment Strategies PDFPaulNo ratings yet
- Evaluating and Improving the Strategic Role of Production PlantsDocument14 pagesEvaluating and Improving the Strategic Role of Production PlantsLeider RiosNo ratings yet
- Innovations in The Pharmaceutical IndustryDocument2 pagesInnovations in The Pharmaceutical Industryngochieu_909No ratings yet
- Towards A Holistic Enterprise Innovation Performance Measurement SystemDocument10 pagesTowards A Holistic Enterprise Innovation Performance Measurement SystemHaythem AYACHINo ratings yet
- Crossing Innovation and Product Projects Management: Comparative Analysis in The Automotive IndustryDocument28 pagesCrossing Innovation and Product Projects Management: Comparative Analysis in The Automotive IndustryRajat SuvagiaNo ratings yet
- Partnering Lean Production and The High PerformancDocument8 pagesPartnering Lean Production and The High PerformancGayathri arulNo ratings yet
- When Product Development Performance Makes A Difference - A StatisDocument31 pagesWhen Product Development Performance Makes A Difference - A Statisritik chakmaNo ratings yet
- Lean Production in the Ceramic Tile IndustryDocument27 pagesLean Production in the Ceramic Tile IndustryNestor Andres Angulo NovaNo ratings yet
- Articulo The Large Spanish Industrial Company Strategies of The Most Competitive FactoriesDocument18 pagesArticulo The Large Spanish Industrial Company Strategies of The Most Competitive FactoriesJavier Esteban DonosoNo ratings yet
- Data Envelopment Analysis (DEA) - Thirty Years On. European Journal of OperaDocument17 pagesData Envelopment Analysis (DEA) - Thirty Years On. European Journal of OperaJuan Camilo Ortega BallénNo ratings yet
- Crepon, Duguet, Mairesse (1998) - Research Innovation and Productivity. An Econometric Analysis at The Firm LevelDocument45 pagesCrepon, Duguet, Mairesse (1998) - Research Innovation and Productivity. An Econometric Analysis at The Firm Levelverdi rossiNo ratings yet
- Negotiation TacticsDocument17 pagesNegotiation TacticsNaman SharmaNo ratings yet
- Optimizing Manufacturing Processes Through Lean Tools and ManagementDocument6 pagesOptimizing Manufacturing Processes Through Lean Tools and ManagementOLAOLUWANLESI ADANLAWO ELISHANo ratings yet
- Crossing innovation & product projects management in automotive industryDocument27 pagesCrossing innovation & product projects management in automotive industrySachin ThakurNo ratings yet
- Suppliers Versus Lead Users: Examining Their Relative Impact On Product VarietyDocument14 pagesSuppliers Versus Lead Users: Examining Their Relative Impact On Product VarietyMahir Mahtab HaqueNo ratings yet
- 10-1108 09576069910371106Document9 pages10-1108 09576069910371106Harshita PhilkhanaNo ratings yet
- Kim, Song, Lee (1993) - Determinants of Technological Innovation in The Small Firms of KoreaDocument88 pagesKim, Song, Lee (1993) - Determinants of Technological Innovation in The Small Firms of Koreaverdi rossiNo ratings yet
- Obstacles and Difficulties Implementing The Lean Philosophy in Brazilian EnterprisesDocument10 pagesObstacles and Difficulties Implementing The Lean Philosophy in Brazilian EnterprisesIam RodriguesNo ratings yet
- 1992 ISMO 22,4 Edit (Text)Document3 pages1992 ISMO 22,4 Edit (Text)bangiebangieNo ratings yet
- Strategic Capacity Management With Modular Manufacturing and Outsourcing: A Case StudyDocument12 pagesStrategic Capacity Management With Modular Manufacturing and Outsourcing: A Case StudySaurabhNo ratings yet
- Art 7Document9 pagesArt 7José Pérez PérezNo ratings yet
- A Study of Competitive Strategy, Organisational Innovation and Organisational Performance Among Australian Manufacturing CompaniesDocument12 pagesA Study of Competitive Strategy, Organisational Innovation and Organisational Performance Among Australian Manufacturing Companiesapi-3851548100% (1)
- Entropy InggrisDocument12 pagesEntropy InggrisPattikaNo ratings yet
- Martínez Sánchez, A., y Pérez Pérez, M. (2001) - Lean Indicators and Manufacturing Strategies.Document19 pagesMartínez Sánchez, A., y Pérez Pérez, M. (2001) - Lean Indicators and Manufacturing Strategies.Alejandro Sebastián Piñeiro CaroNo ratings yet
- Applying The Lessons Learned From 27 Lean Manufacturers. The Relevance of Relationships ManagementDocument18 pagesApplying The Lessons Learned From 27 Lean Manufacturers. The Relevance of Relationships ManagementSreeman RevuriNo ratings yet
- Seminar - Agile ManufacturingDocument14 pagesSeminar - Agile ManufacturingsashikantaNo ratings yet
- Setting Manufacturing Strategy For A Factory-Within-A-FactoryDocument17 pagesSetting Manufacturing Strategy For A Factory-Within-A-FactoryTania Amórtegui ÁlvarezNo ratings yet
- Cellular management framework for support servicesDocument12 pagesCellular management framework for support servicesluizzNo ratings yet
- Patterns in The Evolution of Product Competition: Clayton ChristensenDocument11 pagesPatterns in The Evolution of Product Competition: Clayton ChristensenShawn BNo ratings yet
- Overall Equipment EffectivenssDocument16 pagesOverall Equipment EffectivenssHilmi FauziNo ratings yet
- Paper 4: Understanding The Impact of Technology On Firms' Business ModelsDocument18 pagesPaper 4: Understanding The Impact of Technology On Firms' Business ModelsGourick BhowmickNo ratings yet
- Hayes, RH, Pisano, GP - Manufacturing Strategy - at TheIntersection of Two Paradigms ShiftsDocument17 pagesHayes, RH, Pisano, GP - Manufacturing Strategy - at TheIntersection of Two Paradigms ShiftsSms RajaNo ratings yet
- SM NOTESDocument52 pagesSM NOTESShantnu SharmaNo ratings yet
- Integrating Continuous Improvement and Innovation Into A Corporate CultureDocument9 pagesIntegrating Continuous Improvement and Innovation Into A Corporate Cultureapi-3851548No ratings yet
- Need of Benchmarking in Indian Manufacturing Industries: AbstractDocument3 pagesNeed of Benchmarking in Indian Manufacturing Industries: AbstractInternational Journal of Engineering and TechniquesNo ratings yet
- Applying Lean Thinking To New Product IntroductionDocument32 pagesApplying Lean Thinking To New Product IntroductionAhmed YousryNo ratings yet
- Maximizing profits and resource utilization in Ethiopia's apparel industryDocument12 pagesMaximizing profits and resource utilization in Ethiopia's apparel industryjanella100% (1)
- Improving Operations Performance in A Small Company: A Case StudyDocument20 pagesImproving Operations Performance in A Small Company: A Case Studymuneeb motenNo ratings yet
- Product Portfolio Management Best Practices For NeDocument10 pagesProduct Portfolio Management Best Practices For NefabrizioNo ratings yet
- 2014 Icbed 5Document15 pages2014 Icbed 5Beatrice Mae ChuaNo ratings yet
- Klepper 1996Document23 pagesKlepper 1996Hương NuNo ratings yet
- Synopsis of PHDDocument15 pagesSynopsis of PHDamolkingNo ratings yet
- Mantenimiento Proactivo Como Ventaja Empresarial Docuemnto en InglesDocument18 pagesMantenimiento Proactivo Como Ventaja Empresarial Docuemnto en InglesBernardoNo ratings yet
- The Impact of New Product Strategies: Robert G. CooperDocument14 pagesThe Impact of New Product Strategies: Robert G. Coopermariam haqueNo ratings yet
- Åhlström - 1998 - Sequences in The Implementation of Lean ProductionDocument8 pagesÅhlström - 1998 - Sequences in The Implementation of Lean ProductionDragan DragičevićNo ratings yet
- Factors Shaping Target Costing in Japanese FirmsDocument30 pagesFactors Shaping Target Costing in Japanese FirmsAnonymous fE2l3DzlNo ratings yet
- Agile Manufacturing: The Drivers, Concepts and Attributes: Y.Y. Yusuf, M. Sarhadi, A. GunasekaranDocument11 pagesAgile Manufacturing: The Drivers, Concepts and Attributes: Y.Y. Yusuf, M. Sarhadi, A. GunasekaranC BNo ratings yet
- Why Do We Need Fmeas?Document44 pagesWhy Do We Need Fmeas?Leonardo SunsinoNo ratings yet
- Week 5 - Topic OverviewDocument15 pagesWeek 5 - Topic OverviewmichNo ratings yet
- Total Plant Performance Management:: A Profit-Building Plan to Promote, Implement, and Maintain Optimum Performance Throughout Your PlantFrom EverandTotal Plant Performance Management:: A Profit-Building Plan to Promote, Implement, and Maintain Optimum Performance Throughout Your PlantNo ratings yet
- Study PlanDocument2 pagesStudy PlanJabri JuhininNo ratings yet
- How Anyone Can Learn Mandarin Chinese While Spending Time in ChinaDocument3 pagesHow Anyone Can Learn Mandarin Chinese While Spending Time in ChinaJabri JuhininNo ratings yet
- Appreciation LetterDocument1 pageAppreciation LetterJabri JuhininNo ratings yet
- GUTTEC5sT86VPacmPf6K Minimalist Workouts For A Lean and Aesthetic Body UpdatedDocument13 pagesGUTTEC5sT86VPacmPf6K Minimalist Workouts For A Lean and Aesthetic Body UpdatedAdam WoffendinNo ratings yet
- This Article Is For Intermediate Chinese LearnersDocument19 pagesThis Article Is For Intermediate Chinese LearnersJabri JuhininNo ratings yet
- Starting A Business in Malaysia As A ForeignerDocument1 pageStarting A Business in Malaysia As A ForeignerJabri JuhininNo ratings yet
- List of Countries Available For Foreign Telegraphic Transfer (FTT)Document2 pagesList of Countries Available For Foreign Telegraphic Transfer (FTT)Jabri JuhininNo ratings yet
- Assignment 3Document1 pageAssignment 3Jabri JuhininNo ratings yet
- RL Cheat SheetDocument1 pageRL Cheat SheetJabri JuhininNo ratings yet
- Good Thoughts For PresentationDocument1 pageGood Thoughts For PresentationJabri JuhininNo ratings yet
- Strategic Management (战略管理): Lecturer: Huo Mingkui (霍明奎) Student: Jabri Bin Juhinin (加比利)Document6 pagesStrategic Management (战略管理): Lecturer: Huo Mingkui (霍明奎) Student: Jabri Bin Juhinin (加比利)Jabri JuhininNo ratings yet
- Doing Business Guide to MalaysiaDocument8 pagesDoing Business Guide to MalaysiaJabri JuhininNo ratings yet
- Strategic Management Assignment 4Document9 pagesStrategic Management Assignment 4Jabri JuhininNo ratings yet
- List of Partner Univ 1 25 Full Courses For Exchange Oct2018Document4 pagesList of Partner Univ 1 25 Full Courses For Exchange Oct2018Azizi ArbainNo ratings yet
- Strategic Management Assignment 5Document23 pagesStrategic Management Assignment 5Jabri JuhininNo ratings yet
- Lasting Improvements in Manufacturing Performance, in Search of A New TheoryDocument40 pagesLasting Improvements in Manufacturing Performance, in Search of A New TheoryJabri JuhininNo ratings yet
- 1 s2.0 S0272696306000313 Main PDFDocument18 pages1 s2.0 S0272696306000313 Main PDFalilounahdisteNo ratings yet
- Strategic Management Assignment 6Document10 pagesStrategic Management Assignment 6Jabri JuhininNo ratings yet
- Does Management Matter, Evidence From IndiaDocument51 pagesDoes Management Matter, Evidence From IndiaJabri JuhininNo ratings yet
- Ausschreibung Helmut-Schmidt-Programm enDocument6 pagesAusschreibung Helmut-Schmidt-Programm enJabri JuhininNo ratings yet
- Strategic Management Assignment 3Document7 pagesStrategic Management Assignment 3Jabri JuhininNo ratings yet
- To Pull or Not To PullDocument17 pagesTo Pull or Not To PullJabri JuhininNo ratings yet
- MITSloanDocument14 pagesMITSloanBob ForeverNo ratings yet
- Lasting Improvements in Manufacturing Performance - in Search of ADocument19 pagesLasting Improvements in Manufacturing Performance - in Search of AJabri JuhininNo ratings yet
- Starting A Business in Malaysia As A ForeignerDocument1 pageStarting A Business in Malaysia As A ForeignerJabri JuhininNo ratings yet
- Toyota Production System and Kanban System Materialization of Just in Time and Respect For Human SystemDocument13 pagesToyota Production System and Kanban System Materialization of Just in Time and Respect For Human SystemHaris SaleemNo ratings yet
- Does Management Matter, Evidence From IndiaDocument51 pagesDoes Management Matter, Evidence From IndiaJabri JuhininNo ratings yet
- Good Thoughts For PresentationDocument1 pageGood Thoughts For PresentationJabri JuhininNo ratings yet
- Psa Class Notes Daf 2020-21Document22 pagesPsa Class Notes Daf 2020-21kitderoger_391648570No ratings yet
- CostingDocument33 pagesCostingVishwajeet Srivastav100% (2)
- Job Order Costing ReviewerDocument40 pagesJob Order Costing RevieweraidanNo ratings yet
- Ch04 - Activity-Based Management & Activity-Based CostingDocument11 pagesCh04 - Activity-Based Management & Activity-Based CostingNicole ValentinoNo ratings yet
- Construction Disputes and SettlementDocument14 pagesConstruction Disputes and SettlementHashir PNo ratings yet
- Nescafe (Exact Same But With Quality Description)Document13 pagesNescafe (Exact Same But With Quality Description)Zidan ZaifNo ratings yet
- Cost Audit As Prescribed Under Section 233B of Company Act, 1956Document8 pagesCost Audit As Prescribed Under Section 233B of Company Act, 1956Yash ParekhNo ratings yet
- Assignment Cover Sheet Qualification Module Number and TitleDocument9 pagesAssignment Cover Sheet Qualification Module Number and Titlejey456No ratings yet
- Exam OC MAC Period 1 OC104E72.1 October 2012Document5 pagesExam OC MAC Period 1 OC104E72.1 October 2012Azaan KaulNo ratings yet
- MULTIPLE CHOICE QUESTIONS ON COST ACCOUNTINGDocument20 pagesMULTIPLE CHOICE QUESTIONS ON COST ACCOUNTINGivy100% (2)
- Ae 22 - 1Document29 pagesAe 22 - 1AzureBlazeNo ratings yet
- ABC Activity Based CostingDocument8 pagesABC Activity Based CostingAnn GelNo ratings yet
- P5 PDFDocument82 pagesP5 PDFLukasz HorzelaNo ratings yet
- Circinterventions 120 010228Document3 pagesCircinterventions 120 010228Klinik Bhina Mitra SetyaNo ratings yet
- Project Profile On Banana Chips (Big Unit) PDFDocument2 pagesProject Profile On Banana Chips (Big Unit) PDFMridul BarmanNo ratings yet
- Madrigal Company Case StudyDocument4 pagesMadrigal Company Case StudyChleo EsperaNo ratings yet
- Costing For A Spinning MillDocument14 pagesCosting For A Spinning Millvijay100% (1)
- Finals Unit 5 Exercise Short Run Decision MakingDocument6 pagesFinals Unit 5 Exercise Short Run Decision MakingDia Mae Ablao GenerosoNo ratings yet
- OVERHEAD COSTING APPLIED Lecture 4Document15 pagesOVERHEAD COSTING APPLIED Lecture 4pritish chadhaNo ratings yet
- Cost Sheet QuestionsDocument4 pagesCost Sheet QuestionsAbhishekNo ratings yet
- Lecture 4 SolutionsDocument11 pagesLecture 4 SolutionsHiền NguyễnNo ratings yet
- Cost and Management Accounting June 2023Document8 pagesCost and Management Accounting June 2023Shalaka YadavNo ratings yet
- Xy Limited Commenced Trading On 1 February With Fully PaidDocument2 pagesXy Limited Commenced Trading On 1 February With Fully PaidAmit PandeyNo ratings yet
- Time StudyDocument26 pagesTime StudyNunuy Lacheng100% (2)
- Introduction To Cost AccountingDocument36 pagesIntroduction To Cost AccountingdhanyasugukumarNo ratings yet
- Chemalite EngDocument3 pagesChemalite EngKrmn HernandezNo ratings yet