You might also like
- Design of ExperimentsDocument26 pagesDesign of ExperimentsGaddipati Mohankrishna100% (1)
- By Mark J. Anderson and Shari L. KraberDocument32 pagesBy Mark J. Anderson and Shari L. Kraberparwez19661966No ratings yet
- Design of Experiments Via Taguchi Methods - Orthogonal Arrays - ControlsWikiDocument11 pagesDesign of Experiments Via Taguchi Methods - Orthogonal Arrays - ControlsWikiRachel HillNo ratings yet
- Design of Experiments Via Taguchi Methods Orthogonal ArraysDocument21 pagesDesign of Experiments Via Taguchi Methods Orthogonal ArraysRohan ViswanathNo ratings yet
- 3 DOE & SQC Basic Workshop Course MaterialDocument18 pages3 DOE & SQC Basic Workshop Course Materialbuvana1980No ratings yet
- Research Article: A Comparison of Central Composite Design and Taguchi Method For Optimizing Fenton ProcessDocument14 pagesResearch Article: A Comparison of Central Composite Design and Taguchi Method For Optimizing Fenton ProcessegemNo ratings yet
- Fractorial Design For ComputersDocument23 pagesFractorial Design For Computersroger_roland_1No ratings yet
- Design of ExperimentDocument13 pagesDesign of Experimentzaib hassanNo ratings yet
- What Is Design of Experiments (DOE) ?Document8 pagesWhat Is Design of Experiments (DOE) ?karthikspeedNo ratings yet
- Taguchi MethoDocument17 pagesTaguchi MethoSaurabh Verma70% (10)
- Douglas C. Montgomery - Supplemental Text Material For Design and Analysis of Experiments (2019)Document179 pagesDouglas C. Montgomery - Supplemental Text Material For Design and Analysis of Experiments (2019)Hanapi AliNo ratings yet
- Keys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberDocument10 pagesKeys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberMiguel ChNo ratings yet
- DOE-Exercise Filtration RateDocument8 pagesDOE-Exercise Filtration RateNeelesh GangwarNo ratings yet
- 3.optimization Plus Setpoint - DOE-Exercise Pilot PlantDocument8 pages3.optimization Plus Setpoint - DOE-Exercise Pilot PlantkiaraNo ratings yet
- Partial PSABC Based Test Case Prioritization Using Regression Testing in Agile SoftwareDocument4 pagesPartial PSABC Based Test Case Prioritization Using Regression Testing in Agile SoftwareEditor IJRITCCNo ratings yet
- Introductory ExampleDocument11 pagesIntroductory ExampleChristianAslanNo ratings yet
- Design of ExperimentsDocument9 pagesDesign of ExperimentsMohammad AjlouniNo ratings yet
- Design of Experiments (DoE) Studies - Method, Chemistry, VideosDocument11 pagesDesign of Experiments (DoE) Studies - Method, Chemistry, VideosNandini GattadahalliNo ratings yet
- Computer-Ided Design of Experiments For Formulations: Explore The Feasible RegionDocument6 pagesComputer-Ided Design of Experiments For Formulations: Explore The Feasible Regionvijay2101No ratings yet
- ABC Algorithm For Combinatorial Testing Problem: October 2017Document5 pagesABC Algorithm For Combinatorial Testing Problem: October 2017mheba11No ratings yet
- Model-Based Testing in PracticeDocument10 pagesModel-Based Testing in PracticeLan NguyenNo ratings yet
- Chapter 1 Supplemental Text Material S1.1 More About Planning ExperimentsDocument14 pagesChapter 1 Supplemental Text Material S1.1 More About Planning ExperimentsemskNo ratings yet
- Application of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing OperationDocument7 pagesApplication of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing Operationwww.irjes.comNo ratings yet
- Ilovepdf MergedDocument171 pagesIlovepdf MergedJayro RanseyNo ratings yet
- Global Evaluation of The Drivability of Calibrated Diesel Engine MapsDocument6 pagesGlobal Evaluation of The Drivability of Calibrated Diesel Engine MapsKhac-Hoang NguyenNo ratings yet
- Design of ExperimentsDocument42 pagesDesign of ExperimentsR.BALASUBRAMANINo ratings yet
- MSA & Destructive TestDocument4 pagesMSA & Destructive Testanon_902607157100% (1)
- Franschescini e Macchieto 2007Document13 pagesFranschescini e Macchieto 2007André Luís AlbertonNo ratings yet
- ObjDocument44 pagesObjapi-3733726No ratings yet
- Design of Experiments (DOE) TutorialDocument11 pagesDesign of Experiments (DOE) TutorialIvan ThomasNo ratings yet
- Pages9 53Document45 pagesPages9 53Hana HamidNo ratings yet
- A Cuckoo Search Based Pairwise Strategy For Combinatorial Testing ProblemDocument9 pagesA Cuckoo Search Based Pairwise Strategy For Combinatorial Testing Problemmheba11No ratings yet
- Gentlemen, Start Your Gages: R&R and Variability: Gagepack Gordon ConstableDocument4 pagesGentlemen, Start Your Gages: R&R and Variability: Gagepack Gordon Constablevijay2101No ratings yet
- Multi-Operator Genetic Algorithm For Dynamic Optimization ProblemsDocument4 pagesMulti-Operator Genetic Algorithm For Dynamic Optimization ProblemsIAES IJAINo ratings yet
- Pareto OptimizationDocument7 pagesPareto OptimizationeandreimariusNo ratings yet
- 4 DOE Elements of SuccessDocument2 pages4 DOE Elements of SuccesscvenkatasunilNo ratings yet
- Review of Experimental Design in Analytical ChemistryDocument16 pagesReview of Experimental Design in Analytical ChemistrybetelgueseNo ratings yet
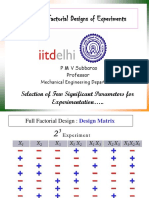
- Fractional Factorial Designs of Experiments: Selection of Few Significant Parameters For Experimentation .Document23 pagesFractional Factorial Designs of Experiments: Selection of Few Significant Parameters For Experimentation .KrishnaThakraniNo ratings yet
- Pairwise Testing: A Best Practice That Isn'tDocument17 pagesPairwise Testing: A Best Practice That Isn'tajax248590No ratings yet
- Practice ASTM E691Document22 pagesPractice ASTM E691Les Nataly Hernando JaqueNo ratings yet
- Notes For Isye 6413 Design and Analysis of Experiments: Instructor: C. F. Jeff WuDocument49 pagesNotes For Isye 6413 Design and Analysis of Experiments: Instructor: C. F. Jeff WuDiscord YtNo ratings yet
- The Use of Genetic: Optimize Multi-Dimensional Polynomial FitDocument7 pagesThe Use of Genetic: Optimize Multi-Dimensional Polynomial FitArabela NCNo ratings yet
- Design of Experiments With Several FactorsDocument20 pagesDesign of Experiments With Several FactorsJames PalisocNo ratings yet
- New CSTE Domain 1 Set IDocument3 pagesNew CSTE Domain 1 Set Iapi-3733726No ratings yet
- Testing BasicsDocument3 pagesTesting BasicsDiana Testing4No ratings yet
- Interpretation of Interlaboratory Comparison Results To Evaluate Laboratory ProficiencyDocument6 pagesInterpretation of Interlaboratory Comparison Results To Evaluate Laboratory ProficiencyManvel EnriqueNo ratings yet
- Brief Papers: An Orthogonal Genetic Algorithm With Quantization For Global Numerical OptimizationDocument13 pagesBrief Papers: An Orthogonal Genetic Algorithm With Quantization For Global Numerical OptimizationMuhammad Wajahat Ali Khan FastNUNo ratings yet
- Wissmann2009 Batch Process Optimization Using DOE PDFDocument12 pagesWissmann2009 Batch Process Optimization Using DOE PDFalfredo avilaNo ratings yet
- Warehouse Cost CalculationDocument4 pagesWarehouse Cost CalculationariningtyaskNo ratings yet
- Sobre El Uso de Modelos para La Optimizacion Dinamica en Tiempo RealDocument6 pagesSobre El Uso de Modelos para La Optimizacion Dinamica en Tiempo RealJuan AlejandroNo ratings yet
- E691 - 99 Standard Practice For Conducting An Interlaboratory Study To Determine The Precision of A Test MethodDocument22 pagesE691 - 99 Standard Practice For Conducting An Interlaboratory Study To Determine The Precision of A Test MethodLupita RamirezNo ratings yet
- DoE AnwarDocument23 pagesDoE AnwarRayandrea PratamaNo ratings yet
- Spe-196678-Ms Pso PDFDocument21 pagesSpe-196678-Ms Pso PDFFABGOILMANNo ratings yet
- Design and Analysis of ExperimentsDocument6 pagesDesign and Analysis of ExperimentsAnonymous SCI5W4qYNo ratings yet
- MSA2Document18 pagesMSA2vsgfabtech7No ratings yet
- Belief Networks in Construction SimulationDocument8 pagesBelief Networks in Construction SimulationaeroacademicNo ratings yet
- Design of ExperimentsDocument4 pagesDesign of Experimentsavinasss1963_3707255No ratings yet
- Practical Design of Experiments: DoE Made EasyFrom EverandPractical Design of Experiments: DoE Made EasyRating: 4.5 out of 5 stars4.5/5 (7)
- Techniques For Trapping Ammonia Generated From Urea Treatment of Barley StrawDocument9 pagesTechniques For Trapping Ammonia Generated From Urea Treatment of Barley StrawAndrek QueckNo ratings yet
- Articulo KaruibutanolDocument4 pagesArticulo KaruibutanolNestor Armando Marin SolanoNo ratings yet
- Bur Chard Ton Balloon Tires T 2 MDocument11 pagesBur Chard Ton Balloon Tires T 2 MAndrek QueckNo ratings yet
- Stefano 1999Document7 pagesStefano 1999Andrek QueckNo ratings yet
- TN Listicle ReproducibilityCrisisDocument4 pagesTN Listicle ReproducibilityCrisisAndrek QueckNo ratings yet
- TN Listicle ReproducibilityCrisisDocument4 pagesTN Listicle ReproducibilityCrisisAndrek QueckNo ratings yet
- Bur Chard Ton Balloon Tires T 2 MDocument11 pagesBur Chard Ton Balloon Tires T 2 MAndrek QueckNo ratings yet
- Lead Test: SpectroquantDocument1 pageLead Test: SpectroquantAndrek QueckNo ratings yet
- Glass Transition TemperatureDocument5 pagesGlass Transition TemperatureAndrek QueckNo ratings yet
- LR59 Evaluating Plasticization Process Different Soft PVC SamplesDocument4 pagesLR59 Evaluating Plasticization Process Different Soft PVC SamplesAndrek QueckNo ratings yet
- Zhu Xingyu, Mai Tiancheng and Zhao ZilongDocument5 pagesZhu Xingyu, Mai Tiancheng and Zhao ZilongthomasNo ratings yet
- WhimolsDocument1 pageWhimolsAndrek QueckNo ratings yet
- PVC CompoundingDocument3 pagesPVC CompoundingAndrek Queck100% (1)
- Mechanisms Initiating Cataract Formation: Proctor LectureDocument12 pagesMechanisms Initiating Cataract Formation: Proctor LectureAndrek QueckNo ratings yet
- GuayuleDocument93 pagesGuayuleAndrek QueckNo ratings yet
- Perlite For FiltrationDocument2 pagesPerlite For FiltrationLeandro ChSanzNo ratings yet
- Analytical MethodsDocument38 pagesAnalytical MethodsAndrek Queck100% (1)
- Friction Mineral OilDocument7 pagesFriction Mineral OilAndrek QueckNo ratings yet
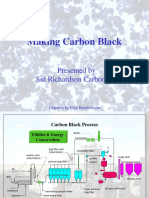
- Making Carbon Black: Presented by Sid Richardson Carbon CoDocument37 pagesMaking Carbon Black: Presented by Sid Richardson Carbon ColatshareNo ratings yet
- Friction Mineral Oil PDFDocument7 pagesFriction Mineral Oil PDFAndrek QueckNo ratings yet
- Liquid Paraffin Sovyet Urea-DewaxingDocument6 pagesLiquid Paraffin Sovyet Urea-DewaxingAndrek QueckNo ratings yet
- Article 150852Document10 pagesArticle 150852Andrek QueckNo ratings yet
- Chapter 80 - Rubber IndustryDocument22 pagesChapter 80 - Rubber IndustryAndrek QueckNo ratings yet
- Scale Up ArticleDocument8 pagesScale Up ArticleAndrek QueckNo ratings yet
- Calcium Carbonate (471-34-1) PDFDocument7 pagesCalcium Carbonate (471-34-1) PDFAndrek QueckNo ratings yet
- Caking Mat'lDocument141 pagesCaking Mat'lAndrek QueckNo ratings yet
- Acticell UDocument1 pageActicell UAndrek QueckNo ratings yet
- SVHC Axvrep FormamideDocument17 pagesSVHC Axvrep FormamideAndrek QueckNo ratings yet
- Green Tyre TreadDocument1 pageGreen Tyre TreadAndrek QueckNo ratings yet
- SVHCDocument20 pagesSVHCAndrek QueckNo ratings yet
- Exam in March 2013 Human Computer Interaction Questions and AnswersDocument11 pagesExam in March 2013 Human Computer Interaction Questions and AnswersAlex SitoeNo ratings yet
- Moma Catalogue 1775 300296024Document77 pagesMoma Catalogue 1775 300296024marilibre6No ratings yet
- Pre Assignment ThurkhesanDocument5 pagesPre Assignment ThurkhesanThurkhesan MuruganNo ratings yet
- "VLSI Design Laboratory": Objectives of The WorkshopDocument2 pages"VLSI Design Laboratory": Objectives of The WorkshopJayaprakash KsNo ratings yet
- Creating A Website Using DreamweaverDocument29 pagesCreating A Website Using DreamweaverGraphic and Web DesignNo ratings yet
- An Introduction To Design Thinking Process GuideDocument11 pagesAn Introduction To Design Thinking Process GuideNhat ThanhNo ratings yet
- Blueprint Sheet E7Document1 pageBlueprint Sheet E7Harsh PatelNo ratings yet
- Building A Digital Health Innovation Ecosystem Framework Through Design Science ResearchDocument6 pagesBuilding A Digital Health Innovation Ecosystem Framework Through Design Science ResearchFahmi AlaydrusNo ratings yet
- Concordia University: Other Issues: Cheung@encs - Concordia.caDocument10 pagesConcordia University: Other Issues: Cheung@encs - Concordia.caParv SinghNo ratings yet
- Eng - Design of A Graphical User Interface For Design AutomationDocument9 pagesEng - Design of A Graphical User Interface For Design AutomationYuriadiNo ratings yet
- Es 92 SyllabusDocument11 pagesEs 92 SyllabusAbram Gael Isabelo100% (1)
- Nu - Design Guidelines and Technical Standards1 PDFDocument510 pagesNu - Design Guidelines and Technical Standards1 PDFMorris AlcantaraNo ratings yet
- Bio ArchitectureDocument2 pagesBio ArchitectureZontass M NameelaNo ratings yet
- A B C D: Ground Floor Plan Second Floor Plan Third Floor PlanDocument1 pageA B C D: Ground Floor Plan Second Floor Plan Third Floor Planjay vasquezNo ratings yet
- The Construction IndustryDocument18 pagesThe Construction Industryahtin618No ratings yet
- Book - DRAM Circuit Design A Tutorial by Brent Keeth R Jacob Baker (Z-LibDocument213 pagesBook - DRAM Circuit Design A Tutorial by Brent Keeth R Jacob Baker (Z-LibVăn CôngNo ratings yet
- Improving Drilling Performance Through Systematic Analysis of Historical Data Case Study of A Canadian Field - SPE-87177-MSDocument8 pagesImproving Drilling Performance Through Systematic Analysis of Historical Data Case Study of A Canadian Field - SPE-87177-MSMohabNo ratings yet
- Architecture PresentationDocument21 pagesArchitecture PresentationReda BadrNo ratings yet
- Machine Design Project PPT - NewDocument43 pagesMachine Design Project PPT - NewAdugna GosaNo ratings yet
- MOC Brochure EPC EngineeringDocument2 pagesMOC Brochure EPC EngineeringDragosNeaguNo ratings yet
- Syllabus of Design 3Document3 pagesSyllabus of Design 3Taimaa DarwishNo ratings yet
- Designing of Fashion Collection InspiredDocument6 pagesDesigning of Fashion Collection InspiredSTAY HEALTHYNo ratings yet
- Graphic Design Lesson PlanDocument5 pagesGraphic Design Lesson Planapi-439274434No ratings yet
- Solent Capabilities DeckDocument21 pagesSolent Capabilities DecksiddhmayekarNo ratings yet
- Global ArchitectureDocument5 pagesGlobal ArchitectureRicardo DuqueNo ratings yet
- Ahmad Monir Rahmany Civil Engineer: Professional ExperienceDocument2 pagesAhmad Monir Rahmany Civil Engineer: Professional ExperienceSufi Shah Hamid JalaliNo ratings yet
- Steel Structure Connection DrawingsDocument1 pageSteel Structure Connection DrawingsKavi ArasanNo ratings yet
- An Introduction To Modern ArchitectureDocument10 pagesAn Introduction To Modern ArchitecturePricilia N TamawiwyNo ratings yet
- Liebherr LR 11350Document52 pagesLiebherr LR 11350Kompanija VRKtravelNo ratings yet
- Automotive Electronics Design Companies in Bangalore Univision Technology ConsultingDocument2 pagesAutomotive Electronics Design Companies in Bangalore Univision Technology ConsultingUnivision Technology ConsultingNo ratings yet