You might also like
- GT Frame 9 ManualDocument102 pagesGT Frame 9 ManualSSC & GSC of LebanonNo ratings yet
- Power Plant EngineeringDocument158 pagesPower Plant EngineeringtamilvananirttNo ratings yet
- Ejector Vapour Recovery UnitDocument4 pagesEjector Vapour Recovery UnitMuhammad ImranNo ratings yet
- LNG Technologies and Processes ExplainedDocument31 pagesLNG Technologies and Processes ExplainedPutu Indra MahatrisnaNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Ball and Tube Mill OperationDocument5 pagesBall and Tube Mill OperationRakesh KiranNo ratings yet
- GT Frame 9 ManualDocument98 pagesGT Frame 9 ManualSANJAY100% (2)
- Coal Gasification: 1 HistoryDocument9 pagesCoal Gasification: 1 HistoryErnesto GuevaraNo ratings yet
- Install Vru S651torage TanksDocument9 pagesInstall Vru S651torage TanksNacho.pNo ratings yet
- Unconventional Flare Gas Recovery Systems (FGRS)Document4 pagesUnconventional Flare Gas Recovery Systems (FGRS)Alvaro Andres Blanco Gomez100% (1)
- IncineratorDocument24 pagesIncineratorDhemas Dhamar AdhikaNo ratings yet
- NGL Recovery Technologies: Irfan HussainDocument23 pagesNGL Recovery Technologies: Irfan HussainFarhad Ashraghi100% (1)
- Reliance - Flare Gas Recovery IMPDocument6 pagesReliance - Flare Gas Recovery IMPsvnaik14No ratings yet
- Fluid Catalytic Craking Unit (Fccu)Document6 pagesFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNo ratings yet
- 05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Document14 pages05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Sujith SekarNo ratings yet
- Presentation ExpandersDocument17 pagesPresentation ExpandersMohamed Balbaa100% (3)
- Gas Compression HysysDocument6 pagesGas Compression HysysMusa Mohammed100% (2)
- Fisher Steam Turbines Application Guide August 2013Document11 pagesFisher Steam Turbines Application Guide August 2013Juan Manuel Pardal100% (1)
- Combined Cycle - ArticleDocument7 pagesCombined Cycle - Articlemgkvpr100% (1)
- Flare Gas Recovery ReportDocument9 pagesFlare Gas Recovery ReporttonytayicNo ratings yet
- LNG Dual Fuel EnginesDocument13 pagesLNG Dual Fuel EnginesAbhishek GadhokNo ratings yet
- Components of Coal-Fired Steam Power PlantDocument5 pagesComponents of Coal-Fired Steam Power PlantDanBenedictAcuzarNo ratings yet
- Boost LNG Carrier Engine Efficiency with Dual-Fuel TechnologyDocument14 pagesBoost LNG Carrier Engine Efficiency with Dual-Fuel TechnologySARATKUMAR RATNALA100% (3)
- Frame 9e Gas Turbine Presentation OverviewDocument98 pagesFrame 9e Gas Turbine Presentation Overviewmujeebtalib100% (5)
- JERP Brief ProcessDocument14 pagesJERP Brief Processbikas_sahaNo ratings yet
- 8474L 060 ML 001 0Document61 pages8474L 060 ML 001 0Nguyễn Tiến Dũng100% (1)
- Presentasi AkhirDocument27 pagesPresentasi AkhirHanggoro Tri Aditya100% (1)
- Flare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)Document3 pagesFlare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)sriram84No ratings yet
- PLTT TranlateDocument4 pagesPLTT Tranlatesabrila wandaNo ratings yet
- Aerzen Screw CompressorsDocument16 pagesAerzen Screw CompressorsNguyen NgocNo ratings yet
- Refinery Operations Furfural ExtractionDocument15 pagesRefinery Operations Furfural ExtractionNakkolopNo ratings yet
- BXPDocument53 pagesBXPkaranx16No ratings yet
- RA Templates - Tank CleaningDocument32 pagesRA Templates - Tank CleaningBharath KumarNo ratings yet
- Heat Economy in Textile MillsDocument6 pagesHeat Economy in Textile MillsshariqfareedNo ratings yet
- Gas Extraction System Student GuideDocument31 pagesGas Extraction System Student GuideakinkanalangNo ratings yet
- Week 2Document33 pagesWeek 2Justin CaliguiaNo ratings yet
- Pressurized ammonia-oil separation reduces ammonia losses and saves costs in urea productionDocument5 pagesPressurized ammonia-oil separation reduces ammonia losses and saves costs in urea productionDayana AriasNo ratings yet
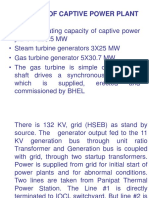
- Captive Power Plant OverviewDocument122 pagesCaptive Power Plant OverviewPrudhvi RajNo ratings yet
- FCC Process Overview: Role in Petroleum RefiningDocument20 pagesFCC Process Overview: Role in Petroleum RefiningRajat WadhwaniNo ratings yet
- 0 0 18 Mar 2015 1314348671briefdescriptionoftheprojectDocument3 pages0 0 18 Mar 2015 1314348671briefdescriptionoftheprojectDivyanshu JhaNo ratings yet
- Automating Beam Pumps Overcomes Heavy Oil ChallengesDocument14 pagesAutomating Beam Pumps Overcomes Heavy Oil ChallengesmghareebNo ratings yet
- LL Final VapDocument9 pagesLL Final VapSaurab DevanandanNo ratings yet
- How CCPPs Work to Generate Power EfficientlyDocument11 pagesHow CCPPs Work to Generate Power EfficientlyPGPalomaNo ratings yet
- Post Applied For: FIELD OPERATOR: E-Mail IDDocument6 pagesPost Applied For: FIELD OPERATOR: E-Mail IDDIJUNo ratings yet
- OhcuDocument11 pagesOhcuDheeraj ShuklaNo ratings yet
- Reduce Emissions and Save Energy With An Unconventional Flare Gas Recovery SystemDocument2 pagesReduce Emissions and Save Energy With An Unconventional Flare Gas Recovery System김형진No ratings yet
- Manage change to flare systemsDocument4 pagesManage change to flare systemsjackrzysNo ratings yet
- Ieee Sample FormatpprDocument6 pagesIeee Sample FormatpprTitas titasNo ratings yet
- Project Report On Job TrainingDocument14 pagesProject Report On Job TrainingAakash DodiyaNo ratings yet
- Refinery Operations GuideDocument16 pagesRefinery Operations GuideHendraWanNo ratings yet
- How Does A Gas Turbine Power Plant Work?: 1. CompressorDocument8 pagesHow Does A Gas Turbine Power Plant Work?: 1. CompressorSuresh Ram R100% (1)
- Internship Report FFBLDocument33 pagesInternship Report FFBLmuhammadasif435No ratings yet
- Ramgarh Gas Power Plant OverviewDocument31 pagesRamgarh Gas Power Plant Overviewswai singh100% (1)
- Continuous-Flow Rice Husk Gasifier For Small-Scale Thermal ApplicationsDocument3 pagesContinuous-Flow Rice Husk Gasifier For Small-Scale Thermal ApplicationsErick Marzan AlvarezNo ratings yet
- GRACE DAHLIA Report Engine RoomDocument21 pagesGRACE DAHLIA Report Engine RoomBadrul 'boxer' HishamNo ratings yet
- My ReportDocument41 pagesMy ReportNishant ShahNo ratings yet
- Utilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesDocument9 pagesUtilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesGirdhari JakharNo ratings yet
- Gas Turbine CycleDocument21 pagesGas Turbine Cycleart estacioNo ratings yet
- 2002 Tech VarahaluDocument11 pages2002 Tech VarahaluMuhammad NaeemNo ratings yet
- PRP Unit - 3Document17 pagesPRP Unit - 3Abdul GhafoorNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- 17-1004082 - MP Steam LineDocument1 page17-1004082 - MP Steam LineAKASH BNo ratings yet
- NHT Loop 03 18-1827416Document1 pageNHT Loop 03 18-1827416AKASH BNo ratings yet
- NHT Loop 20 18-1758723 PDFDocument1 pageNHT Loop 20 18-1758723 PDFAKASH BNo ratings yet
- Procurement of Flexitallic gasket for CCR reactorDocument1 pageProcurement of Flexitallic gasket for CCR reactorAKASH BNo ratings yet
- 17-683287 - NHT Heater OSIDocument2 pages17-683287 - NHT Heater OSIAKASH BNo ratings yet
- NHT Loop 1 19-141034Document1 pageNHT Loop 1 19-141034AKASH BNo ratings yet
- NHT Loop 21 18-1758725Document1 pageNHT Loop 21 18-1758725AKASH BNo ratings yet
- NHT Loop 19 18-1800168Document1 pageNHT Loop 19 18-1800168AKASH BNo ratings yet
- NHT T&I-2019 - IWL For Piping Loop #67Document1 pageNHT T&I-2019 - IWL For Piping Loop #67AKASH BNo ratings yet
- NHT T&I-2019 - IWL For Piping Loop # 54Document1 pageNHT T&I-2019 - IWL For Piping Loop # 54AKASH BNo ratings yet
- Loop 59 18-1619530Document1 pageLoop 59 18-1619530AKASH BNo ratings yet
- NHT T&I-2019 - IWL For Piping Loop #68Document1 pageNHT T&I-2019 - IWL For Piping Loop #68AKASH BNo ratings yet
- NHT Loop 22 18-1800176 PDFDocument1 pageNHT Loop 22 18-1800176 PDFAKASH BNo ratings yet
- NHT Loop 18 18-1758715Document1 pageNHT Loop 18 18-1758715AKASH BNo ratings yet
- Loop 63 PDFDocument1 pageLoop 63 PDFAKASH BNo ratings yet
- NHT T&I-2019 - IWL For Piping Loop #31Document1 pageNHT T&I-2019 - IWL For Piping Loop #31AKASH BNo ratings yet
- NHT Loop 05 18-1693783Document1 pageNHT Loop 05 18-1693783AKASH BNo ratings yet
- Loop 63 PDFDocument1 pageLoop 63 PDFAKASH BNo ratings yet
- SPE 157977 Casing Thermal Stress and Wellhead Growth Behavior AnalysisDocument12 pagesSPE 157977 Casing Thermal Stress and Wellhead Growth Behavior AnalysisAKASH BNo ratings yet
- NHT Loop 09 18-1728897Document1 pageNHT Loop 09 18-1728897AKASH BNo ratings yet
- Chiller Section IWLDocument8 pagesChiller Section IWLAKASH BNo ratings yet
- Fess305 PDFDocument8 pagesFess305 PDFHari KishanNo ratings yet
- Syllabus PDFDocument8 pagesSyllabus PDFdahiphalehNo ratings yet
- Unesco - Eolss Sample Chapters: Artificial LiftDocument0 pagesUnesco - Eolss Sample Chapters: Artificial LiftSameh ZaguiaNo ratings yet
- Application Form Number:: Application For Supplementary Convocation Degree CertificateDocument2 pagesApplication Form Number:: Application For Supplementary Convocation Degree CertificateAKASH BNo ratings yet
- Unesco - Eolss Sample Chapters: Artificial LiftDocument0 pagesUnesco - Eolss Sample Chapters: Artificial LiftSameh ZaguiaNo ratings yet
- Fess305 PDFDocument8 pagesFess305 PDFHari KishanNo ratings yet
- The Power-Point Presentation For Seminar/project Work Should Contain The Following Slides: Slide NoDocument1 pageThe Power-Point Presentation For Seminar/project Work Should Contain The Following Slides: Slide NoAKASH BNo ratings yet
- Savitribai Phule Pune University: Application For A Regular Convocation Degree CertificateDocument2 pagesSavitribai Phule Pune University: Application For A Regular Convocation Degree CertificateAKASH B100% (1)
- CH 01Document14 pagesCH 01jessicasjsNo ratings yet
- Introduction & Welcome Mr. Vinay Mathur, DSG, FICCIDocument4 pagesIntroduction & Welcome Mr. Vinay Mathur, DSG, FICCIAnkit ShahNo ratings yet
- Opportunities in Chemical DistributionDocument16 pagesOpportunities in Chemical DistributionVishal KanojiyaNo ratings yet
- Aroma Fine Chemical Value Chain Part2Document88 pagesAroma Fine Chemical Value Chain Part2mjsametNo ratings yet
- Olefins Brochure PDFDocument12 pagesOlefins Brochure PDFDharmendra B MistryNo ratings yet
- Hydrogen Power Plant 200 KW by Valerie MastonDocument4 pagesHydrogen Power Plant 200 KW by Valerie MastonMohammad AlbanyNo ratings yet
- Ambit Strategy 10 Minute Flipbook 23jan2024Document17 pagesAmbit Strategy 10 Minute Flipbook 23jan2024bharat005No ratings yet
- Q SR 100 100-C LN X S V: Inert Gas System IG 55Document3 pagesQ SR 100 100-C LN X S V: Inert Gas System IG 55Nica MaeNo ratings yet
- Sircal Product BrochureDocument1 pageSircal Product Brochuresaleem malikNo ratings yet
- BITUMEN and HEAVY OILS: INFLUENCE OF PITCH PROPERTIESDocument58 pagesBITUMEN and HEAVY OILS: INFLUENCE OF PITCH PROPERTIESantonioforteseNo ratings yet
- Complete CombustionDocument4 pagesComplete CombustionkalloliNo ratings yet
- OS in TCCDocument53 pagesOS in TCCAby Cherian RajuNo ratings yet
- Sustainable Construction SolutionsDocument71 pagesSustainable Construction SolutionsArunashish MazumdarNo ratings yet
- Chapter 3 Material & Energy BalanceDocument5 pagesChapter 3 Material & Energy BalanceAli AhsanNo ratings yet
- Homework AcidDocument3 pagesHomework AcidLan TodakNo ratings yet
- h2 Reformer OverviewDocument13 pagesh2 Reformer OverviewAlfonso BlancoNo ratings yet
- Sowmya DCW ChapterDocument29 pagesSowmya DCW ChapterGopi KrishzNo ratings yet
- Spec. Grade UNS P G KSI D1.1 Group Nominal Composition Product FormDocument10 pagesSpec. Grade UNS P G KSI D1.1 Group Nominal Composition Product Formmaleksey5No ratings yet
- Understanding Refrigerant Oils: Mineral OilDocument7 pagesUnderstanding Refrigerant Oils: Mineral OilengrsurifNo ratings yet
- How Does An LNG Plant WorkDocument11 pagesHow Does An LNG Plant WorkDavide CongiuNo ratings yet
- A Long History in Steam Reforming at BillinghamDocument4 pagesA Long History in Steam Reforming at BillinghamQasim ShahzadNo ratings yet
- LNG VS GTLDocument1 pageLNG VS GTLdishankmpatelNo ratings yet
- ADFZ Trading License Categories GuideDocument19 pagesADFZ Trading License Categories GuideFazal MoulanaNo ratings yet
- Gas or Vapor Specific Heat Capacity TableDocument2 pagesGas or Vapor Specific Heat Capacity TableDominic LibradillaNo ratings yet
- 5790296iptc 10682 MS PDocument8 pages5790296iptc 10682 MS POluwatosinImisioluwaAjiboyeNo ratings yet
- What Is Chemical HubDocument13 pagesWhat Is Chemical Hubapi-3711789No ratings yet
- Gaseous Fuels PDFDocument57 pagesGaseous Fuels PDFmorsid aliudinNo ratings yet