You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- MANAGEMENT OF MAJOR HAZARDSDocument15 pagesMANAGEMENT OF MAJOR HAZARDSMANISH BHADAURIANo ratings yet
- HazardsDocument24 pagesHazardsArun MishraNo ratings yet
- Hazard IdentificationDocument43 pagesHazard IdentificationMANISH BHADAURIANo ratings yet
- Major Types of Welding Electrode CoatingsDocument11 pagesMajor Types of Welding Electrode CoatingsMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
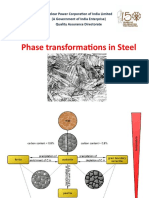
- Phase Transformations in SteelDocument2 pagesPhase Transformations in SteelMANISH BHADAURIANo ratings yet
- Welding Techniques: K.N.Karn, CDM, BARC, Mumbai 1Document58 pagesWelding Techniques: K.N.Karn, CDM, BARC, Mumbai 1MANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Scope of Work DuplexDocument7 pagesScope of Work Duplexjet toledo100% (1)
- Macerator Pump: Complete ManualDocument11 pagesMacerator Pump: Complete ManualHan HanNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Materials System SpecificationDocument13 pagesMaterials System SpecificationAwais CheemaNo ratings yet
- Engineering Workshop Full BookDocument43 pagesEngineering Workshop Full BookFly TechNo ratings yet
- Class 8 - Science - Chemical Effects of Electric CurrentDocument7 pagesClass 8 - Science - Chemical Effects of Electric CurrentSougrakpam SNo ratings yet
- 3PS Eq 002 - 01Document32 pages3PS Eq 002 - 01Bikas SahaNo ratings yet
- Projects 11132020Document1,066 pagesProjects 11132020Tiago LisboaNo ratings yet
- RA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28Document2 pagesRA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28AnasNo ratings yet
- RMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedDocument3 pagesRMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedNirmal WiresNo ratings yet
- 17 Samss 017Document14 pages17 Samss 017Eagle SpiritNo ratings yet
- SS Cable - Band ItDocument2 pagesSS Cable - Band ItJaaffer AliNo ratings yet
- Keno Mounting Systems Catalogue 2022Document56 pagesKeno Mounting Systems Catalogue 2022alexe.alexandru90No ratings yet
- Electrical Insulation Coating SpecificationDocument12 pagesElectrical Insulation Coating SpecificationMina RemonNo ratings yet
- High-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForDocument3 pagesHigh-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification Forabdulkadir aliNo ratings yet
- Aluminum Louver Model ZALDocument6 pagesAluminum Louver Model ZALShappan Abd AllhaNo ratings yet
- Recovery MOS For Kelly Bar (Rev 1) - (16.08.2023)Document6 pagesRecovery MOS For Kelly Bar (Rev 1) - (16.08.2023)Ali md YounusNo ratings yet
- SB 241Document24 pagesSB 241JolettitoNo ratings yet
- Minfc6400 Din 5512 2 Grade st14Document4 pagesMinfc6400 Din 5512 2 Grade st14victorNo ratings yet
- Bearing puller tech proposalDocument24 pagesBearing puller tech proposalhailmichaelNo ratings yet
- SOHO Electric Standing Desk Premium - Nordina HomeDocument6 pagesSOHO Electric Standing Desk Premium - Nordina Homegarys12No ratings yet
- European Steel Standards PDFDocument2 pagesEuropean Steel Standards PDFMeikaNo ratings yet
- Design of Steel StructuresDocument16 pagesDesign of Steel StructureszenitsuNo ratings yet
- LIT 9075 Robo Catalog 06-12Document40 pagesLIT 9075 Robo Catalog 06-12Ghyslain LeblancNo ratings yet
- Types of Thermocouples With Temperature Ranges & Color Codes - Blaze ProbesDocument1 pageTypes of Thermocouples With Temperature Ranges & Color Codes - Blaze ProbesFrank AtkinsNo ratings yet
- Homework 3Document8 pagesHomework 3Alferid ShifaNo ratings yet
- Manufacturing Process of A Pencil and Cost SheetDocument19 pagesManufacturing Process of A Pencil and Cost SheetSuyash ZagadeNo ratings yet
- WM079501 SZW HandbuchDocument178 pagesWM079501 SZW HandbuchAdel AbduoNo ratings yet
- Simple Steel ConnectionsDocument7 pagesSimple Steel ConnectionsShams Abbas NaqviNo ratings yet
- High Strength Duplex Stainless Steel 2507 PropertiesDocument3 pagesHigh Strength Duplex Stainless Steel 2507 Propertiessudish mishraNo ratings yet