You might also like
- B C D E F G: DMA Type Manual ValveDocument2 pagesB C D E F G: DMA Type Manual ValveKonstantin BevzNo ratings yet
- Statistical Process Control Chart V1.03vikasDocument5 pagesStatistical Process Control Chart V1.03vikasVandana Mehra100% (1)
- FAQ IIP3 MeasurementsDocument4 pagesFAQ IIP3 MeasurementsonteriNo ratings yet
- 3 3V单电源供电、以622Mbps驱动激光二极管Document2 pages3 3V单电源供电、以622Mbps驱动激光二极管lieshi2958100% (1)
- Statistical Process Control Chart V1.04: Page 1 / 3Document4 pagesStatistical Process Control Chart V1.04: Page 1 / 3Jaqueline BelloNo ratings yet
- Control Chart For Mean and Range: Quality CharacteristicDocument7 pagesControl Chart For Mean and Range: Quality Characteristiciosin1No ratings yet
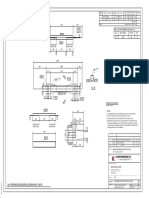
- 1 No. Ver Bracing Required As Drawn MKD' - 2Vb-35: Bolt List For Assembly MKD' 2Vb-35 X 1 Dia. Qty. Bolt GradeDocument1 page1 No. Ver Bracing Required As Drawn MKD' - 2Vb-35: Bolt List For Assembly MKD' 2Vb-35 X 1 Dia. Qty. Bolt Grademo3azNo ratings yet
- Institute For Technology and Management: Market ResearchDocument9 pagesInstitute For Technology and Management: Market ResearchRaman KulkarniNo ratings yet
- BCR 8 CMDocument5 pagesBCR 8 CMapi-3747180No ratings yet
- Mba 958 TMP266 PDFDocument2 pagesMba 958 TMP266 PDFdeepak_singla227No ratings yet
- SkyCiv Beam AnalysisDocument7 pagesSkyCiv Beam AnalysisBastian David Castro BastiasNo ratings yet
- Spyder 13.3Document41 pagesSpyder 13.3valerashNo ratings yet
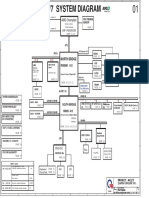
- Fujitsu LH520 FK WWW - Laptopfix.vn1 WWW - Laptopfix.vnDocument37 pagesFujitsu LH520 FK WWW - Laptopfix.vn1 WWW - Laptopfix.vnHung KhoiNo ratings yet
- Fujitsu Lifebook LH520 (Quanta FK1) Laptop Schematics - Quanta - fk1Document37 pagesFujitsu Lifebook LH520 (Quanta FK1) Laptop Schematics - Quanta - fk1EduardoSobrinhoNo ratings yet
- Load Test StandDocument2 pagesLoad Test StandHarry laksanaNo ratings yet
- Peterbilt Model 389 Operators ManualDocument146 pagesPeterbilt Model 389 Operators ManualPAULO SOUZA100% (1)
- Kappa: Hydraulic Gear PumpsDocument28 pagesKappa: Hydraulic Gear Pumpsgomes_marina93No ratings yet
- Quanta r22 R1a SchematicsDocument43 pagesQuanta r22 R1a SchematicsCarlosNo ratings yet
- SkyCiv Beam Analysis ReportDocument7 pagesSkyCiv Beam Analysis ReportBastian David Castro BastiasNo ratings yet
- "Six-Sigma" Quality ProgramsDocument25 pages"Six-Sigma" Quality ProgramsEratusNo ratings yet
- OUTPUTDocument30 pagesOUTPUTmai anh NguyễnNo ratings yet
- MSI Laptop Schematic DiagramDocument36 pagesMSI Laptop Schematic DiagramWinger ZsNo ratings yet
- Hasen Design - 20 - MetreDocument4 pagesHasen Design - 20 - MetreAgshin PirimovNo ratings yet
- BCR 1 AmDocument6 pagesBCR 1 AmVillaça VillaNo ratings yet
- Basic Engineering Anode Furnace Φ13' X 40'L Drive System Load DiagramDocument4 pagesBasic Engineering Anode Furnace Φ13' X 40'L Drive System Load Diagramalejandro_baro419No ratings yet
- WFT-0010 (2J9844L18) Jan 02 Ico-Corp-Mpt-5002 Mpi & UtDocument2 pagesWFT-0010 (2J9844L18) Jan 02 Ico-Corp-Mpt-5002 Mpi & UtApichai ZankerNo ratings yet
- Make-To-Order Kanban: Don Guild, Synchronous ManagementDocument9 pagesMake-To-Order Kanban: Don Guild, Synchronous ManagementIsmael MontesNo ratings yet
- Control Chart (Template)Document7 pagesControl Chart (Template)Rudi PurnamaNo ratings yet
- Factor Analysis: NotesDocument5 pagesFactor Analysis: NotesPhạm Thùy TrangNo ratings yet
- Eaton Fuller transmission PTO dataDocument6 pagesEaton Fuller transmission PTO dataLUIS ALEJANDRO HURTADO QUIÑONESNo ratings yet
- Eaton Comoso CA08100008E Vol7 BM2 T3 Control Relays and Timers D26 Series Type M DC Multipole With Convertible Contacts RelaysDocument4 pagesEaton Comoso CA08100008E Vol7 BM2 T3 Control Relays and Timers D26 Series Type M DC Multipole With Convertible Contacts RelaysosayiNo ratings yet
- Hydraulic Gear Pumps and Motors: Edition: 02/04.2022 Replaces: K30 01 T ADocument60 pagesHydraulic Gear Pumps and Motors: Edition: 02/04.2022 Replaces: K30 01 T Aதமிழன் இராமசாமிNo ratings yet
- SkyCiv Beam Analysis ReportDocument8 pagesSkyCiv Beam Analysis Reportpatel nikunj rNo ratings yet
- Midas Gen: 1. Design InformationDocument1 pageMidas Gen: 1. Design InformationGooddayBybsNo ratings yet
- Hillmar Thruster Disc Brakes PowerPoint for Sales and MarketingDocument11 pagesHillmar Thruster Disc Brakes PowerPoint for Sales and MarketingJose Luis Vivanco MontenegroNo ratings yet
- Tracción ControlDocument212 pagesTracción Controltallermae100% (1)
- JSRRDA - PMU - 16 JMF Observations PalamuDocument2 pagesJSRRDA - PMU - 16 JMF Observations Palamuprathuri sumanthNo ratings yet
- 3TNV80F SDSA BrochureDocument1 page3TNV80F SDSA BrochureLacatusu MirceaNo ratings yet
- OMFDocument12 pagesOMFMuhamad Syaiful AnwarNo ratings yet
- LISY300AL: MEMS Inertial Sensor: Single-Axis 300°/s Analog Output Yaw Rate GyroscopeDocument13 pagesLISY300AL: MEMS Inertial Sensor: Single-Axis 300°/s Analog Output Yaw Rate GyroscopeHshdjdud SjdhdjsjjsNo ratings yet
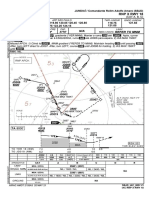
- SBJD Rnp-X-Rwy-18 Iac 20210520Document1 pageSBJD Rnp-X-Rwy-18 Iac 20210520Thiago MirandaNo ratings yet
- CR02AM: Mitsubishi Semiconductor ThyristorDocument6 pagesCR02AM: Mitsubishi Semiconductor ThyristorAdyel PujolNo ratings yet
- Three-Jaw Pneumatic Grippers: MCHG-50Document4 pagesThree-Jaw Pneumatic Grippers: MCHG-50RoboToolNo ratings yet
- VIVIENDA UNIFAMILIAR SkyCiv Report PDFDocument36 pagesVIVIENDA UNIFAMILIAR SkyCiv Report PDF@wongNo ratings yet
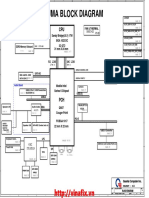
- Msi Megabook M620 - MS-1010 - Rev 0CDocument38 pagesMsi Megabook M620 - MS-1010 - Rev 0CEdson HenriqueNo ratings yet
- Daily Report Storage Capacity Storage Import 26 Maret 2023Document1 pageDaily Report Storage Capacity Storage Import 26 Maret 2023kristian anglingNo ratings yet
- Waco DT 2234cDocument4 pagesWaco DT 2234cKarthii AjuNo ratings yet
- HP g42 g56 g62 Compaq Cq56 Cq62 Quanta Ax2 Ax7 Rev 1a SCHDocument42 pagesHP g42 g56 g62 Compaq Cq56 Cq62 Quanta Ax2 Ax7 Rev 1a SCHFabrizio FloresNo ratings yet
- HP Probook 4540s Laptop SchematicsDocument43 pagesHP Probook 4540s Laptop SchematicsMiguel Arcos100% (2)
- DX225 SpesificationDocument25 pagesDX225 SpesificationAkbarNo ratings yet
- Hydraulic Gear Pumps and Motors: Edition: 01/10.2018Document60 pagesHydraulic Gear Pumps and Motors: Edition: 01/10.2018gomes_marina93No ratings yet
- Balancing FormDocument8 pagesBalancing FormDedi ThamrinNo ratings yet
- Isogrid Section PropertiesDocument4 pagesIsogrid Section PropertiesJohnny KOZYKOJOKIANNo ratings yet
- Msi MS-7641 Rev. 3Document36 pagesMsi MS-7641 Rev. 3Budi JatmikoNo ratings yet
- Spyder 13.3Document41 pagesSpyder 13.3EzequielNo ratings yet
- Suzuki - DF70 80 90Document4 pagesSuzuki - DF70 80 90小呱李No ratings yet
- Seven Quality Tools: Presented By: M. AschnerDocument39 pagesSeven Quality Tools: Presented By: M. AschnerRaghvendra Pratap SinghNo ratings yet
- Zinc Plating InformationDocument4 pagesZinc Plating Informationankur panwarNo ratings yet
- Regression: Introduction: Basic Idea: Use Data To Identify Among Variables and Use These Relationships To MakeDocument23 pagesRegression: Introduction: Basic Idea: Use Data To Identify Among Variables and Use These Relationships To MakeDlichrisNo ratings yet
- Inductor Design Tips With Case Studies: VasminDocument20 pagesInductor Design Tips With Case Studies: Vasminankur panwarNo ratings yet
- DoneDocument1 pageDoneankur panwarNo ratings yet
- Inductor Design Tips With Case Studies: VasminDocument20 pagesInductor Design Tips With Case Studies: Vasminankur panwarNo ratings yet
- MET 46 3 217 220 Kulawik PDFDocument4 pagesMET 46 3 217 220 Kulawik PDFankur panwarNo ratings yet
- KaizenDocument21 pagesKaizenankur panwarNo ratings yet
- Induction Hardening Case Studies for Manufacturing IndustriesDocument13 pagesInduction Hardening Case Studies for Manufacturing Industriesankur panwarNo ratings yet
- An overview of forging processes and defectsDocument7 pagesAn overview of forging processes and defectsNagendra KumarNo ratings yet
- Chi-Squared Goodness of Fit TestsDocument26 pagesChi-Squared Goodness of Fit TestsAbhinav RamariaNo ratings yet
- Box Plot: Median Lower Whisker Lower Hinge Upper Hinge Upper WhiskerDocument1 pageBox Plot: Median Lower Whisker Lower Hinge Upper Hinge Upper Whiskerankur panwarNo ratings yet
- Using Excel To Create An X-Bar & R ChartDocument1 pageUsing Excel To Create An X-Bar & R Chartankur panwarNo ratings yet
- Six Sigma Quality: Concepts & Cases Volume I Statistical Tools in Six Sigma Dmaic Process With Minitab® ApplicationsDocument21 pagesSix Sigma Quality: Concepts & Cases Volume I Statistical Tools in Six Sigma Dmaic Process With Minitab® Applicationsankur panwarNo ratings yet
- Seminar8july11-2 (Basics Principals of Heat Treatment)Document21 pagesSeminar8july11-2 (Basics Principals of Heat Treatment)ankur panwarNo ratings yet
- Guidelines For Making PFMEA - A PDFDocument10 pagesGuidelines For Making PFMEA - A PDFKalimuthu PsNo ratings yet
- Guide To Using Excel 2007 For Basic Statistical ApplicationsDocument19 pagesGuide To Using Excel 2007 For Basic Statistical Applicationsankur panwarNo ratings yet
- XMR Chart TemplateDocument1 pageXMR Chart Templateankur panwarNo ratings yet
- Guide To Using Excel 2007 For Basic Statistical ApplicationsDocument19 pagesGuide To Using Excel 2007 For Basic Statistical Applicationsankur panwarNo ratings yet
- Gaining Confidence With GD T - Part 1 PDFDocument24 pagesGaining Confidence With GD T - Part 1 PDFthomastan02No ratings yet
- Belajar Metode FIFO Di ExcelDocument4 pagesBelajar Metode FIFO Di ExcelFaruq Jabar RabbaniNo ratings yet
- Instructions To Create A Box PlotDocument22 pagesInstructions To Create A Box Plotankur panwarNo ratings yet
- 2016 Publications & Training Catalog: Quality, Corporate Responsibility, Supply Chain ManagementDocument96 pages2016 Publications & Training Catalog: Quality, Corporate Responsibility, Supply Chain Management80ALLA86iNo ratings yet
- X-Bar and R ChartsDocument13 pagesX-Bar and R ChartspraveenNo ratings yet
- Msa (NDC)Document7 pagesMsa (NDC)rkshpanchalNo ratings yet
- 5JMSEAT0101104JiriMalac67 87Document21 pages5JMSEAT0101104JiriMalac67 87Sonia IlesNo ratings yet
- The Art of Sales: Licensed Under Creative Commons Attribution - Sharealike 4.0 InternationalDocument17 pagesThe Art of Sales: Licensed Under Creative Commons Attribution - Sharealike 4.0 InternationalLiza ZaliNo ratings yet
- Basic Networking PDFDocument28 pagesBasic Networking PDFjimohNo ratings yet
- Six-Sigma Black BeltDocument24 pagesSix-Sigma Black Beltankur panwarNo ratings yet
- Meeting Schedule App Development ReportDocument37 pagesMeeting Schedule App Development Reporttefflon trolegdyNo ratings yet
- Simplifying Absolute Value ProblemsDocument8 pagesSimplifying Absolute Value ProblemslmlNo ratings yet
- YSCA Brochure22 York Pared Con SEER 10Document2 pagesYSCA Brochure22 York Pared Con SEER 10san cadejoNo ratings yet
- Icd Aidc Ver3Document95 pagesIcd Aidc Ver3Alvin Guillermo Rodriguez ArguelloNo ratings yet
- Jeppview For Windows: List of Pages in This Trip KitDocument22 pagesJeppview For Windows: List of Pages in This Trip KitGeorgiy DaneliaNo ratings yet
- Annexure IV - ET-P26-G1 Guidelines For Protection Energy Meter Requirements For Power Supply To B PDFDocument72 pagesAnnexure IV - ET-P26-G1 Guidelines For Protection Energy Meter Requirements For Power Supply To B PDFannuvyas0% (1)
- Copyright and licensing details for Ghostscript CID font mapping utilitiesDocument3 pagesCopyright and licensing details for Ghostscript CID font mapping utilitiesकमल कुलश्रेष्ठNo ratings yet
- Jee FS MT-D 28-12-2023 JM PaperDocument16 pagesJee FS MT-D 28-12-2023 JM PaperbusinesspratssyyNo ratings yet
- Critical Buckling EquationDocument18 pagesCritical Buckling Equationxsi666No ratings yet
- 73 Magazine - June 1978Document224 pages73 Magazine - June 1978Benjamin DoverNo ratings yet
- Cat ThermoMETER InfraredDocument56 pagesCat ThermoMETER InfraredspyrosNo ratings yet
- Readme LADSPA Plugins-WinDocument2 pagesReadme LADSPA Plugins-WineduhideoNo ratings yet
- Control Valve Packing Guide - PTFE, Graphite, & EPA Compliant Options in 40 CharactersDocument2 pagesControl Valve Packing Guide - PTFE, Graphite, & EPA Compliant Options in 40 Charactersmilton1987No ratings yet
- Julien Rico JR On BehanceDocument5 pagesJulien Rico JR On Behancekira distinctNo ratings yet
- Basics of Electrical EngineeringDocument18 pagesBasics of Electrical EngineeringPRAVEEN YADAWNo ratings yet
- Alexandra Elena Plesu (Bonet Ruiz) PHD ThesisDocument278 pagesAlexandra Elena Plesu (Bonet Ruiz) PHD ThesisThắng MinerNo ratings yet
- 4 Flash Fire Points by Cleveland Open CupDocument10 pages4 Flash Fire Points by Cleveland Open CupAs MihNo ratings yet
- TRA1 MessageDocument5 pagesTRA1 MessageguestNo ratings yet
- Blood MCQDocument24 pagesBlood MCQBijay Kumar MahatoNo ratings yet
- Design Calculation of Pulley & Belt DriveDocument8 pagesDesign Calculation of Pulley & Belt Drivesiva107198887% (31)
- Apes Gum LabDocument3 pagesApes Gum Labapi-409641205No ratings yet
- Control System Lab Using MATLAB: (ELE 302L)Document23 pagesControl System Lab Using MATLAB: (ELE 302L)Abhilasha PaliwalNo ratings yet
- 033 2010 Abstracts Chemreactor 19 VienaDocument637 pages033 2010 Abstracts Chemreactor 19 VienaChau Mai100% (1)
- Mb181Tc Idtv: Service ManualDocument58 pagesMb181Tc Idtv: Service Manualevas100% (1)
- Drainage DesignDocument21 pagesDrainage Designronaldnyirenda2230100% (1)
- Can / Am Emtp News: Sorted According To Rule Book ChaptersDocument25 pagesCan / Am Emtp News: Sorted According To Rule Book ChaptersAnonymous YynGVcqdBMNo ratings yet
- Basic Corrosion Theory: METL 1313 Introduction To CorrosionDocument40 pagesBasic Corrosion Theory: METL 1313 Introduction To CorrosionSrikanth SrikantiNo ratings yet
- EED 5 Unit 8Document45 pagesEED 5 Unit 8Reinaliza FerraroNo ratings yet
- Technical Report 43-101Document33 pagesTechnical Report 43-101Bayari E EricNo ratings yet
- Beckman Coulter HematologyDocument249 pagesBeckman Coulter HematologyIbrahim Ahmad100% (3)