You might also like
- Manufacturing Technology-Fundamentals of MachiningDocument33 pagesManufacturing Technology-Fundamentals of MachiningDhanis ParamaguruNo ratings yet
- A Few Project Images: Tool Posts Lathe Cutting ToolsDocument4 pagesA Few Project Images: Tool Posts Lathe Cutting ToolsAnonymous mKdAfWifNo ratings yet
- SilencerDocument4 pagesSilencerAnonymous mKdAfWif0% (1)
- Preview Thread CuttingDocument21 pagesPreview Thread CuttingAnonymous mKdAfWif33% (3)
- Jig and FixturesDocument25 pagesJig and FixturesFadhli LieNo ratings yet
- CNC IntroductionDocument24 pagesCNC IntroductionaravindanNo ratings yet
- Chapter 10 CurvesDocument49 pagesChapter 10 CurvesAmit DostNo ratings yet
- Unit II Curves & SurfacesDocument57 pagesUnit II Curves & Surfacesvishwajeet patilNo ratings yet
- Limits and FitsDocument6 pagesLimits and Fitscamohunter71No ratings yet
- 3-Classification of CUTTING DIESDocument5 pages3-Classification of CUTTING DIESGurdeepNo ratings yet
- Kinematics of Shaper MachineDocument30 pagesKinematics of Shaper Machinemanas mohanty100% (1)
- Press Working Operation NOTESDocument6 pagesPress Working Operation NOTESZakyNo ratings yet
- ComparatorsDocument54 pagesComparatorsbasanna_rvce60% (5)
- CAD-CAM Power Point PresentationDocument102 pagesCAD-CAM Power Point PresentationArgAshishGargNo ratings yet
- Production Engineering PDFDocument145 pagesProduction Engineering PDFRabinNo ratings yet
- Design of Turning FixtureDocument23 pagesDesign of Turning FixtureDIPAK VINAYAK SHIRBHATE100% (1)
- WINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFDocument27 pagesWINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFRishabh ChoudharyNo ratings yet
- Datum Features: Functional Datum Manufacturing Datum Changing The DatumDocument29 pagesDatum Features: Functional Datum Manufacturing Datum Changing The DatumOrville SutariNo ratings yet
- I.C. Engine, P.P., RAC Practice Question Paper With SolutionDocument14 pagesI.C. Engine, P.P., RAC Practice Question Paper With SolutionPratik MondalNo ratings yet
- Tolerances and Fits ExercisesDocument7 pagesTolerances and Fits ExercisesXacobe PiñeiroNo ratings yet
- KEYSDocument21 pagesKEYSAndrea Douglas100% (1)
- 2 Modeling and Assembly of Screw JackDocument8 pages2 Modeling and Assembly of Screw Jackselva_raj215414No ratings yet
- Press Working TerminologyDocument16 pagesPress Working TerminologyAadrika UmashankarNo ratings yet
- Dyna 1750 Manual ModifiedDocument336 pagesDyna 1750 Manual ModifiedckooipgNo ratings yet
- Unit 3 CNC Machine Tools: StructureDocument17 pagesUnit 3 CNC Machine Tools: StructureRohit GhulanavarNo ratings yet
- Viva Voce Questions: CNC MachinesDocument4 pagesViva Voce Questions: CNC MachinesguruNo ratings yet
- Workshop Notes For Sheet Metal Joints and Opertions.Document10 pagesWorkshop Notes For Sheet Metal Joints and Opertions.Agnivesh SharmaNo ratings yet
- Computer Control of Manufacturing Systems Y KorenDocument9 pagesComputer Control of Manufacturing Systems Y Korenbhagat1030% (1)
- What Is Milling MachineDocument6 pagesWhat Is Milling MachineGlenn VergaraNo ratings yet
- Lecture Notes - Metal Forming PDFDocument68 pagesLecture Notes - Metal Forming PDFIrfan KhanNo ratings yet
- CuttingDocument28 pagesCuttingburakNo ratings yet
- Die and Punch AssemblyDocument14 pagesDie and Punch AssemblyPiyal ChakrabortyNo ratings yet
- On Coupling, Clutches, BrakesDocument23 pagesOn Coupling, Clutches, BrakesSubhajyoti GangulyNo ratings yet
- Manufacturing Processes - II - Lecture Notes PDFDocument18 pagesManufacturing Processes - II - Lecture Notes PDFDharmendra KumarNo ratings yet
- Milling Machine LectureDocument46 pagesMilling Machine LectureAnnieMalik100% (1)
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- Unit Iii Visual RealismDocument59 pagesUnit Iii Visual RealismJabin JoeNo ratings yet
- Dies and Its TypesDocument2 pagesDies and Its TypesRajat AhujaNo ratings yet
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Sheet MetalDocument75 pagesSheet MetalMalik Shahid SultanNo ratings yet
- MD-18 Power Screws PDFDocument4 pagesMD-18 Power Screws PDFjmartinezmoNo ratings yet
- Bending DiesDocument31 pagesBending DiesTamirat Nemomsa100% (1)
- Automats and Tool LayoutsDocument20 pagesAutomats and Tool LayoutsAyesha IshuNo ratings yet
- Lab 6 - Face Milling On CNC MachineDocument5 pagesLab 6 - Face Milling On CNC MachineHaris NaveedNo ratings yet
- Cotter Joint - Design Procedure, Problems & Question AnswerDocument15 pagesCotter Joint - Design Procedure, Problems & Question AnswernkchandruNo ratings yet
- Chapter-8: Advanced MachiningDocument7 pagesChapter-8: Advanced MachiningAniruddha Bartakke100% (1)
- ACD Lab Manual Spur Gear DesignDocument4 pagesACD Lab Manual Spur Gear Designbalaguru780% (1)
- Machining Time and Power EstimationDocument50 pagesMachining Time and Power EstimationGnanakumar GanesanNo ratings yet
- Lecture 4 Theory of Chips FormationDocument53 pagesLecture 4 Theory of Chips Formationnickokinyunyu11No ratings yet
- Forging Die Design Calculations PDF FreeDocument3 pagesForging Die Design Calculations PDF FreeRamanNo ratings yet
- Elementary Transmission For Transforming Rotary Into Translatory MotionDocument14 pagesElementary Transmission For Transforming Rotary Into Translatory Motionshreyas jadhavNo ratings yet
- Anna University Exam Paper Theory of Metal Cutting: Production EngineeringDocument3 pagesAnna University Exam Paper Theory of Metal Cutting: Production EngineeringAkash Kumar DevNo ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument191 pagesCh-11 NC CNC DNC FMS Automation and RoboticsPrateek BayalNo ratings yet
- 7 - Cutting Forces & PowerDocument23 pages7 - Cutting Forces & Powerresza100% (1)
- Turning & Related Operations: Machining Operations and Machine ToolsDocument3 pagesTurning & Related Operations: Machining Operations and Machine ToolsNarendra YadavNo ratings yet
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsAjay Kumar AgarwalNo ratings yet
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsCarlNo ratings yet
- Material Removal ProcessesDocument138 pagesMaterial Removal ProcessesM. Raza100% (1)
- Lathe OperationDocument46 pagesLathe OperationRavi ParkheNo ratings yet
- Lecture8-Common Machine Equipment and Cutting ToolsDocument36 pagesLecture8-Common Machine Equipment and Cutting ToolsKamal SurenNo ratings yet
- Lec 1Document27 pagesLec 1Romany AdelNo ratings yet
- Class 18Document51 pagesClass 18Rajesh ShahNo ratings yet
- Subtractive Process SM3009Document64 pagesSubtractive Process SM3009Kritik JoshiNo ratings yet
- En Metalwork General Metal WorkDocument90 pagesEn Metalwork General Metal WorkAnonymous mKdAfWifNo ratings yet
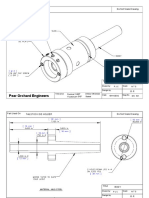
- Pear Orchard Engineers: Do Not Scale Drawing Part Used OnDocument4 pagesPear Orchard Engineers: Do Not Scale Drawing Part Used OnAnonymous mKdAfWifNo ratings yet
- Primena 3D Stampe U ObrazovanjuDocument4 pagesPrimena 3D Stampe U ObrazovanjuAnonymous mKdAfWifNo ratings yet
- Zadatak 1a Vitlo SkidDocument2,018 pagesZadatak 1a Vitlo SkidAnonymous mKdAfWifNo ratings yet
- 01 MaterialsDocument6 pages01 MaterialsAnonymous mKdAfWifNo ratings yet
- Casting Elwany FullDocument22 pagesCasting Elwany FullAnonymous mKdAfWifNo ratings yet