You might also like
- PULS User ManualDocument92 pagesPULS User ManualPretheesh Paul CNo ratings yet
- 2017 Plastics and Polymer Composites in Light VehiclesDocument24 pages2017 Plastics and Polymer Composites in Light VehiclesVishal IngleNo ratings yet
- Experimental Study On Retrofitted RC T-BEAM Using FRPDocument5 pagesExperimental Study On Retrofitted RC T-BEAM Using FRPInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Review On Mechanical Properties of GFRP With Different Filler MaterialsDocument4 pagesA Review On Mechanical Properties of GFRP With Different Filler MaterialsAnonymous kw8Yrp0R5rNo ratings yet
- Mechanical Properties of Polymer Matrix Composites: Effect of HybridizationDocument3 pagesMechanical Properties of Polymer Matrix Composites: Effect of HybridizationNagaraj K CNo ratings yet
- Mechanical Property of Tailor Made Flax/Glass Fiber Reinforced Hybrid Polyester CompositeDocument4 pagesMechanical Property of Tailor Made Flax/Glass Fiber Reinforced Hybrid Polyester CompositesriyajambukarNo ratings yet
- Preparation and Investigation of Some Properties of Acrylic Resin Reinforced With Siwak Fiber Used For Denture Base ApplicationsDocument6 pagesPreparation and Investigation of Some Properties of Acrylic Resin Reinforced With Siwak Fiber Used For Denture Base ApplicationsJawad K. OleiwiNo ratings yet
- Investigation of The Effect of Glass Fiber Content On The Mechanical Properties of Cast PolyamideDocument8 pagesInvestigation of The Effect of Glass Fiber Content On The Mechanical Properties of Cast PolyamideIndra JayaNo ratings yet
- Prediction of Flexural Capacity of RC Beams StrengDocument11 pagesPrediction of Flexural Capacity of RC Beams StrengysrerbsNo ratings yet
- Effects of Fiber Concentration and Mixing Temperature on Poplar/PP Composite PropertiesDocument5 pagesEffects of Fiber Concentration and Mixing Temperature on Poplar/PP Composite PropertieshardikNo ratings yet
- The Effect of Fiber Content On The Crashworthiness Parameters of Natural Kenaf Fiber-Reinforced Hexagonal Composite TubesDocument12 pagesThe Effect of Fiber Content On The Crashworthiness Parameters of Natural Kenaf Fiber-Reinforced Hexagonal Composite TubesWael MotranNo ratings yet
- 2013xu Refuerzo Con Fibras VegetalesDocument7 pages2013xu Refuerzo Con Fibras VegetalesIsaac Gabriel LarreaNo ratings yet
- Wear Rate and Surface Coating Optimization of Coconut Coir-Based Polymer Using Fuzzy LogicDocument10 pagesWear Rate and Surface Coating Optimization of Coconut Coir-Based Polymer Using Fuzzy LogicideepujNo ratings yet
- Composite MaterialDocument7 pagesComposite Materialemrecakir03No ratings yet
- Song 2016Document8 pagesSong 2016AnkushNo ratings yet
- 1 s2.0 S2352492823007663 MainDocument11 pages1 s2.0 S2352492823007663 Mainmohamedsdk18No ratings yet
- Publication 13Document7 pagesPublication 13Vishnu KalyanNo ratings yet
- ThesisDocument24 pagesThesisShri Narayan Agnihotri EPGDMAI Batch 1No ratings yet
- Corbin_2018_IOP_Conf._Ser.__Mater._Sci._Eng._406_012016Document12 pagesCorbin_2018_IOP_Conf._Ser.__Mater._Sci._Eng._406_012016adonaies19No ratings yet
- Fibre Reinforced PolymerDocument8 pagesFibre Reinforced PolymerSanthosh NagarajaNo ratings yet
- Effects of Fibre Orientation On Mechanical Properties of Hybrid Bamboo/glass Fibre Polymer CompositesDocument6 pagesEffects of Fibre Orientation On Mechanical Properties of Hybrid Bamboo/glass Fibre Polymer CompositesAnish KumarNo ratings yet
- Agarwal 2014Document11 pagesAgarwal 2014Mohammed AbdulkedirNo ratings yet
- Polyester Composites Reinforced With NonDocument11 pagesPolyester Composites Reinforced With NonbaktiabijunaNo ratings yet
- Mechanical properties and curing of short fiber-reinforced resin compositesDocument7 pagesMechanical properties and curing of short fiber-reinforced resin compositesPaul AlvarezNo ratings yet
- 10 11648 J Ajce 20200806 11Document11 pages10 11648 J Ajce 20200806 11anunciano GuterresNo ratings yet
- 2015 A Study On Strength Properties of Hybrid Fiber Reinforced PDFDocument5 pages2015 A Study On Strength Properties of Hybrid Fiber Reinforced PDFSrikanth KonikiNo ratings yet
- Gurit Guide To CompositesDocument74 pagesGurit Guide To CompositesSibin SaseendranNo ratings yet
- FTIR and SEM Analysis of Polyester - and Epoxy-Based Composites Manufactured by VARTM ProcessDocument8 pagesFTIR and SEM Analysis of Polyester - and Epoxy-Based Composites Manufactured by VARTM ProcessMonjur MorshedNo ratings yet
- A Review On Fabrication Techniques and Tensile Properties of Glass, Carbon, and Kevlar Fiber Reinforced Prolymer CompositeDocument30 pagesA Review On Fabrication Techniques and Tensile Properties of Glass, Carbon, and Kevlar Fiber Reinforced Prolymer Compositerahul reddyNo ratings yet
- Fibre Length and Concentration Impact Polypropylene CompositesDocument12 pagesFibre Length and Concentration Impact Polypropylene CompositesDharun TNo ratings yet
- 3 SMDocument8 pages3 SMariiNo ratings yet
- Analysis of Drilling of Coir Fiber-Reinforced Polyester Composites Using Multifaceted Drill BitDocument9 pagesAnalysis of Drilling of Coir Fiber-Reinforced Polyester Composites Using Multifaceted Drill BitAna Violeta GirãoNo ratings yet
- SP Guide To CompositesDocument69 pagesSP Guide To CompositesCefirel_grifonNo ratings yet
- Tensile Properties of Short-Glass-Fiber-And Short-Carbon-Fiber-Reinforced Polypropylene CompositesDocument9 pagesTensile Properties of Short-Glass-Fiber-And Short-Carbon-Fiber-Reinforced Polypropylene CompositesskumarNo ratings yet
- Polymer CompositeDocument65 pagesPolymer Compositeamor20006100% (2)
- Pembuatan Dan Karakterisasi Komposit SerDocument5 pagesPembuatan Dan Karakterisasi Komposit Serhadi sufyanNo ratings yet
- Effect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositesDocument6 pagesEffect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositeskumareshNo ratings yet
- Tensile Strength Analysis of Polymer Composite Materials Fiber Reinforced in The Fiber Boat ApplicationDocument7 pagesTensile Strength Analysis of Polymer Composite Materials Fiber Reinforced in The Fiber Boat ApplicationMehvish TaqiNo ratings yet
- Strengthening RC Beams Using GFRPDocument5 pagesStrengthening RC Beams Using GFRPoussNo ratings yet
- 3D Printing of Continuous Carbon Fiber Reinforced Thermoset Composites Using UV Curable ResinDocument10 pages3D Printing of Continuous Carbon Fiber Reinforced Thermoset Composites Using UV Curable ResinRaif SakinNo ratings yet
- Conventional and Advanced Composites in Aerospace Industry: Technologies RevisitedDocument7 pagesConventional and Advanced Composites in Aerospace Industry: Technologies RevisitedShashank VissomNo ratings yet
- Development and Mechanical Characterization of Cenosphere Reinforced CFRP and Natural Rubber Core Sandwich CompositeDocument11 pagesDevelopment and Mechanical Characterization of Cenosphere Reinforced CFRP and Natural Rubber Core Sandwich CompositeVinyas MaheshNo ratings yet
- Synopsis: in This Project Used Different Materials. There AreDocument5 pagesSynopsis: in This Project Used Different Materials. There Areabdulhere4uNo ratings yet
- Investigation of The Microstructures, Properties, and Toughening Mechanism of Polypropylene/calcium Carbonate Toughening Masterbatch CompositesDocument16 pagesInvestigation of The Microstructures, Properties, and Toughening Mechanism of Polypropylene/calcium Carbonate Toughening Masterbatch CompositesHatchi KouNo ratings yet
- Comparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesDocument7 pagesComparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesAndrew NallayanNo ratings yet
- Experimental Characterization of Tensile Properties of Epoxy Resin by Using Micro-Fiber SpecimensDocument10 pagesExperimental Characterization of Tensile Properties of Epoxy Resin by Using Micro-Fiber SpecimenskumareshNo ratings yet
- Fibre Reinforced PMMaDocument7 pagesFibre Reinforced PMMaDhananjay GandageNo ratings yet
- Fiber TestingDocument11 pagesFiber TestingSandy YansikuNo ratings yet
- Suresha 2020 Mater. Res. Express 7 015325Document17 pagesSuresha 2020 Mater. Res. Express 7 015325Hemanth BryantNo ratings yet
- Production of Durable High Strength Flowable Mortar Reinforced With Hybrid FibersDocument12 pagesProduction of Durable High Strength Flowable Mortar Reinforced With Hybrid FibersjasimabdNo ratings yet
- Materi Komposit - Prof. Anne ZulfiaDocument59 pagesMateri Komposit - Prof. Anne ZulfiaMuhammad ThohariNo ratings yet
- 13-Adv Materials Technologies - 2018 - Goh - Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer CompositeDocument22 pages13-Adv Materials Technologies - 2018 - Goh - Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer CompositeMuhammad TouheedNo ratings yet
- Chapter 1 (Philoid-In)Document8 pagesChapter 1 (Philoid-In)mmurali09No ratings yet
- Behavior of Low Compressive Strength Short Columns Strengthened With External GFRP Stripsjacket TechniquesDocument2 pagesBehavior of Low Compressive Strength Short Columns Strengthened With External GFRP Stripsjacket Techniquesarshiya sultanaNo ratings yet
- 1 AMSA10082 4 2pp.33 41 PDFDocument10 pages1 AMSA10082 4 2pp.33 41 PDFGyanesh PatnaikNo ratings yet
- The Mechanical Characterization of E Glass (Woven Fabric) Fiber Reinforced Composite MaterialDocument12 pagesThe Mechanical Characterization of E Glass (Woven Fabric) Fiber Reinforced Composite MaterialTJPRC PublicationsNo ratings yet
- Mechanical Characterization of Jute FibeDocument5 pagesMechanical Characterization of Jute FibeQudrati Al WasiewNo ratings yet
- Mechanical, Physical and Wear Properties of PP-SCF CompositesDocument11 pagesMechanical, Physical and Wear Properties of PP-SCF CompositesHarriJunaediNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Test Composite Characterization Evaluation: Astm Methods FOR ANDDocument42 pagesTest Composite Characterization Evaluation: Astm Methods FOR ANDAbdul jeleelNo ratings yet
- Optimization of Fiber Orientation Distribution in Fiber Reinforced Composite Injection Molding by Taguchi Back Propagation Neural Network and Genetic Algorithm Particle Swarm OptimizationDocument11 pagesOptimization of Fiber Orientation Distribution in Fiber Reinforced Composite Injection Molding by Taguchi Back Propagation Neural Network and Genetic Algorithm Particle Swarm OptimizationAbdul jeleelNo ratings yet
- Sample Paper 1 PDFDocument9 pagesSample Paper 1 PDFAnni MataqeiNo ratings yet
- 2009 IIIE Taguchi LatheDocument13 pages2009 IIIE Taguchi LatheAbdul jeleelNo ratings yet
- Optimization of Fiber Orientation Distribution in Fiber Reinforced Composite Injection Molding by Taguchi Back Propagation Neural Network and Genetic Algorithm Particle Swarm OptimizationDocument11 pagesOptimization of Fiber Orientation Distribution in Fiber Reinforced Composite Injection Molding by Taguchi Back Propagation Neural Network and Genetic Algorithm Particle Swarm OptimizationAbdul jeleelNo ratings yet
- Reviews: A Materials-Science Perspective On Tackling COVID-19Document14 pagesReviews: A Materials-Science Perspective On Tackling COVID-19Abdul jeleelNo ratings yet
- Astm d638 vsd3039Document2 pagesAstm d638 vsd3039kmurty60100% (1)
- Optimization of Parameters For The Fabrication of Gelatin Nanoparticles by Taguchi Robust Design MethodDocument11 pagesOptimization of Parameters For The Fabrication of Gelatin Nanoparticles by Taguchi Robust Design MethodAbdul jeleelNo ratings yet
- National 5 Practical Metalwork: Exam Revision Questions Booklet 2Document24 pagesNational 5 Practical Metalwork: Exam Revision Questions Booklet 2Abdul jeleelNo ratings yet
- Astm d638 vsd3039Document2 pagesAstm d638 vsd3039kmurty60100% (1)
- Bioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersDocument14 pagesBioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersAbdul jeleelNo ratings yet
- (Strojncky Casopis Journal of Mechanical Engineering) Natural Fibers and Biopolymers Characterization A Future Potential Composite MaterialDocument18 pages(Strojncky Casopis Journal of Mechanical Engineering) Natural Fibers and Biopolymers Characterization A Future Potential Composite MaterialAbdul jeleelNo ratings yet
- Macro&Micro2011 Author PDFDocument25 pagesMacro&Micro2011 Author PDFAbdul jeleelNo ratings yet
- Article1380729079 - Sapuan Et AlDocument8 pagesArticle1380729079 - Sapuan Et AlAbdul jeleelNo ratings yet
- Preparation of Papers - Paper Title: First A. Author, Second B. Author, JR., Third C. AuthorDocument7 pagesPreparation of Papers - Paper Title: First A. Author, Second B. Author, JR., Third C. AuthorAbdul jeleelNo ratings yet
- Emg 2201 Engineerinr Materials Lecture NotesDocument18 pagesEmg 2201 Engineerinr Materials Lecture NotesAbdul jeleelNo ratings yet
- Investigationon PhysiochemicalandmechanicalpropertiesofrawandalkalitreatedagaveamericanafiberDocument13 pagesInvestigationon PhysiochemicalandmechanicalpropertiesofrawandalkalitreatedagaveamericanafiberAbdul jeleelNo ratings yet
- 11.glassfiber Reinforcedpolymercomposite Areview OriginalDocument20 pages11.glassfiber Reinforcedpolymercomposite Areview OriginalŜṟéẻ Ṛąṁ ChowdaryNo ratings yet
- 2013EFFECTOFEXTENSIVERECYCLINGONFLOWPROPERTIESOFLDPEDocument5 pages2013EFFECTOFEXTENSIVERECYCLINGONFLOWPROPERTIESOFLDPEAbdul jeleelNo ratings yet
- 2009 Natural Fibre-Reinforced Composites For BioengineeringDocument9 pages2009 Natural Fibre-Reinforced Composites For Bioengineeringmardiana amirNo ratings yet
- Article Wjpps 1461927706Document14 pagesArticle Wjpps 1461927706guptaranjeet40No ratings yet
- 2009 Natural Fibre-Reinforced Composites For BioengineeringDocument9 pages2009 Natural Fibre-Reinforced Composites For Bioengineeringmardiana amirNo ratings yet
- 9781784661472006FU1Document8 pages9781784661472006FU1Abdul jeleelNo ratings yet
- Banana and Recycle Poly Ethylene CompositeDocument11 pagesBanana and Recycle Poly Ethylene CompositeAbdul jeleelNo ratings yet
- Materials in Automotive Application, State of The Art and ProspectsDocument31 pagesMaterials in Automotive Application, State of The Art and ProspectsPaoloMaccaronioNo ratings yet
- 11.glassfiber Reinforcedpolymercomposite Areview OriginalDocument20 pages11.glassfiber Reinforcedpolymercomposite Areview OriginalŜṟéẻ Ṛąṁ ChowdaryNo ratings yet
- 10212NATURALFIBRESTHENEWFASHIONOFMODERNPLASTICSPRODUCTSDocument16 pages10212NATURALFIBRESTHENEWFASHIONOFMODERNPLASTICSPRODUCTSAbdul jeleelNo ratings yet
- Animal Fibre Structure, Properties and Function ReviewDocument21 pagesAnimal Fibre Structure, Properties and Function ReviewAbdul jeleelNo ratings yet
- Physics Project Class 11 (Final) - PDF - Elasticity (Physics) - Classical MechanicsDocument16 pagesPhysics Project Class 11 (Final) - PDF - Elasticity (Physics) - Classical MechanicskartikNo ratings yet
- Asphalt TechnologyDocument50 pagesAsphalt Technologyshyabed78% (9)
- Physics Chapter 12 & 13 QuestionsDocument51 pagesPhysics Chapter 12 & 13 Questionsqureshi0% (4)
- Shale Mechanical Properties Influence FactorsDocument24 pagesShale Mechanical Properties Influence FactorsIntan Nur DaniaNo ratings yet
- ME306 Advanced Manufacturing Technology, September 2020Document2 pagesME306 Advanced Manufacturing Technology, September 2020samnoon muadNo ratings yet
- Stability Problems of Steel StructuresDocument408 pagesStability Problems of Steel StructuresĐào Hải Nam100% (2)
- MD Board_Exam_2022Document21 pagesMD Board_Exam_2022Niño Gerard JabagatNo ratings yet
- Lecture 3 - Polinga, Irish M.Document10 pagesLecture 3 - Polinga, Irish M.Irish PolingaNo ratings yet
- Steel Fiber Reinforced ConcreteDocument24 pagesSteel Fiber Reinforced ConcreteDivya JalligampalaNo ratings yet
- LCF-HCF TutorialDocument85 pagesLCF-HCF TutorialCarlos ToscanoNo ratings yet
- Fragility RC Nuclear Facilities WallsDocument104 pagesFragility RC Nuclear Facilities WallsChicho PopovNo ratings yet
- Stress-Strain Hooke's LawDocument5 pagesStress-Strain Hooke's Lawsreeiitm09No ratings yet
- ATENA 2D Users ManualDocument139 pagesATENA 2D Users ManualSana'a AamirNo ratings yet
- Chapter 1Document12 pagesChapter 1Tavares PrestonNo ratings yet
- A Fully Coupled Hydraulic-Mechanical Solution of A Circular Tunnel in Strain-Softening Rock MassesDocument14 pagesA Fully Coupled Hydraulic-Mechanical Solution of A Circular Tunnel in Strain-Softening Rock MassesqgliangNo ratings yet
- Tuning Material and Component Properties To Redu 2015 Case Studies in MechanDocument10 pagesTuning Material and Component Properties To Redu 2015 Case Studies in MechanFiandjafarNo ratings yet
- Mechanical Engineering Elements ReviewDocument9 pagesMechanical Engineering Elements ReviewMarcial Jr. MilitanteNo ratings yet
- Mechanical Properties of High-Strength ConcreteDocument5 pagesMechanical Properties of High-Strength ConcreteJavier GBNo ratings yet
- Lateral Torsional BucklingDocument24 pagesLateral Torsional BucklingAnonymous lEBdswQXmxNo ratings yet
- Dunnage Calculation TheoryDocument9 pagesDunnage Calculation Theoryralina10100% (1)
- Mechanical Properties of Drilling Mud Waste-Filled Low Density Polyethylene CompositesDocument9 pagesMechanical Properties of Drilling Mud Waste-Filled Low Density Polyethylene Compositesgplese0No ratings yet
- Design and Analysis of Differential Gear Box Used in Heavy VehicleDocument6 pagesDesign and Analysis of Differential Gear Box Used in Heavy VehicleYeshwanth SuryaNo ratings yet
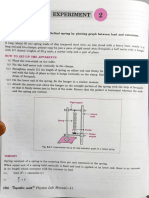
- Helical Spring ExperimentDocument4 pagesHelical Spring ExperimentSandeep KumarNo ratings yet
- Racking Analysis WangDocument159 pagesRacking Analysis Wangeiyidal100% (1)
- Modelling of Riveted Truss-Joints in Lattice GirderDocument11 pagesModelling of Riveted Truss-Joints in Lattice GirderGogyNo ratings yet
- 1699 1Document36 pages1699 1bs1212No ratings yet
- Strength Properties of Selected Uganda TimbersDocument8 pagesStrength Properties of Selected Uganda TimbersFabian LouisNo ratings yet
- Recyclingof Waste Coconut Shellsas Substitutefor Aggregatesin Mix Proportioningof Concrete Hollow BlocksDocument18 pagesRecyclingof Waste Coconut Shellsas Substitutefor Aggregatesin Mix Proportioningof Concrete Hollow BlocksJohn Denver CuisonNo ratings yet