You might also like
- Hub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaDocument8 pagesHub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaMarcelo Losekann100% (1)
- Future Advanced Rotorcraft Drive System (FARDS)Document11 pagesFuture Advanced Rotorcraft Drive System (FARDS)Anonymous lEX5U51wOANo ratings yet
- Fe Simulation of Cutting ProcessesDocument92 pagesFe Simulation of Cutting ProcessesGeorge MaliarisNo ratings yet
- Rexroth Oil Cleanliness BookletDocument44 pagesRexroth Oil Cleanliness BookletM S Gokul100% (7)
- 1 4920401554629984258 PDFDocument278 pages1 4920401554629984258 PDFDaniel Janthinus Kristianto100% (1)
- Ceramic Rolling Element Damage Sensitivity and Gearbox System ResponseDocument9 pagesCeramic Rolling Element Damage Sensitivity and Gearbox System ResponseAnonymous lEX5U51wOANo ratings yet
- Characterization of Brake Pad Friction Materials: G. S. Darius, M. N. Berhan, N. V. David, A. A. Shahrul & M. B. ZakiDocument8 pagesCharacterization of Brake Pad Friction Materials: G. S. Darius, M. N. Berhan, N. V. David, A. A. Shahrul & M. B. ZakiGabriel AgyemangNo ratings yet
- Metals 13 00584Document17 pagesMetals 13 00584Muhammad Noor AdnarramadhanNo ratings yet
- FE Analysis For Landing Gear of Test Air CraftDocument9 pagesFE Analysis For Landing Gear of Test Air CraftMisbah PatelNo ratings yet
- Understanding Brake PadsDocument14 pagesUnderstanding Brake Padseureka.nitish100% (2)
- Structural Analysis of Disc Brake RotorDocument4 pagesStructural Analysis of Disc Brake RotorseventhsensegroupNo ratings yet
- Evaluation of Mechanical Properties of AL 2024 Based Hybrid Metal CompositesDocument15 pagesEvaluation of Mechanical Properties of AL 2024 Based Hybrid Metal CompositesIOSRjournalNo ratings yet
- Experimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameDocument11 pagesExperimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameIJRASETPublicationsNo ratings yet
- Role of Metallographic Characterization in Failure Analysis-CASE STUDIESDocument14 pagesRole of Metallographic Characterization in Failure Analysis-CASE STUDIESMubeenNo ratings yet
- Tribological Behavior of Tial Metal Matrix Composite Brake Disk With Tic Reinforcement Under Dry Sliding ConditionsDocument11 pagesTribological Behavior of Tial Metal Matrix Composite Brake Disk With Tic Reinforcement Under Dry Sliding ConditionsSyed Hassan.911No ratings yet
- Influence of Steel Type on Tribochemical Wear in Boundary LubricationDocument8 pagesInfluence of Steel Type on Tribochemical Wear in Boundary LubricationLuan Bezerra SilvaNo ratings yet
- Landing GearDocument17 pagesLanding GearWaldir Monteiro de OliveiraNo ratings yet
- 1-s2.0-S0043164815003543-mainDocument10 pages1-s2.0-S0043164815003543-mainFiona EdwardesNo ratings yet
- A Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesDocument10 pagesA Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesHarish MugutkarNo ratings yet
- Hybrid Stir Casting ProcessDocument5 pagesHybrid Stir Casting ProcessSquakx BescilNo ratings yet
- InTech-Selection of Best Formulation For Semi Metallic Brake Friction Materials DevelopmentDocument32 pagesInTech-Selection of Best Formulation For Semi Metallic Brake Friction Materials DevelopmentSam90o GamingNo ratings yet
- 1 s2.0 S100093612030323X MainDocument28 pages1 s2.0 S100093612030323X Mainfrancisco reyesNo ratings yet
- Evaluation of The Slurry Erosion Resistance of The Body Materials of Oil & Gas Drill Bits With A Modified Abrasive WaterjetDocument15 pagesEvaluation of The Slurry Erosion Resistance of The Body Materials of Oil & Gas Drill Bits With A Modified Abrasive Waterjetcse crteNo ratings yet
- A Study On Mechanical and Machinability Characteristics of Hybrid Metal Matrix CompositeDocument4 pagesA Study On Mechanical and Machinability Characteristics of Hybrid Metal Matrix CompositearundixituNo ratings yet
- Dinesh_Kumar_2023_Eng._Res._Express_5_022002Document16 pagesDinesh_Kumar_2023_Eng._Res._Express_5_022002Joao LuisNo ratings yet
- Optimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDocument8 pagesOptimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDilipNo ratings yet
- Ci MicrostructureDocument8 pagesCi MicrostructurePedro CunhaNo ratings yet
- Friction and Wear Behavior of Laser-Sintered Iron Silicon Carbide Composites J Mat Proc Tech PDFDocument8 pagesFriction and Wear Behavior of Laser-Sintered Iron Silicon Carbide Composites J Mat Proc Tech PDFBalu BhsNo ratings yet
- Metal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodDocument57 pagesMetal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodKarthikeyanNo ratings yet
- Determination of Ballistic Properties On ARMOX 500Document12 pagesDetermination of Ballistic Properties On ARMOX 500Igor PajkicNo ratings yet
- Fabrication of Composites SeminarDocument11 pagesFabrication of Composites SeminarpincoNo ratings yet
- Case Studies in Engineering Failure Analysis: M. Mehdizadeh, F. KhodabakhshiDocument8 pagesCase Studies in Engineering Failure Analysis: M. Mehdizadeh, F. KhodabakhshiMohammed SabirNo ratings yet
- 225Document7 pages225Stefan AdrianNo ratings yet
- Aluminum Composite Tribological PropertiesDocument7 pagesAluminum Composite Tribological PropertiesMR GOKCHENNo ratings yet
- Novel Fusion Technology for Faster Deposition of Wear Resistant AlloysDocument10 pagesNovel Fusion Technology for Faster Deposition of Wear Resistant AlloysNarasimha DvlNo ratings yet
- Shear Strengthening of Composite Steel-Concrete GiDocument7 pagesShear Strengthening of Composite Steel-Concrete GiMayte Olenka Miranda BandaNo ratings yet
- 1 s2.0 S2588840423000082 MainDocument13 pages1 s2.0 S2588840423000082 Mainhalil yıldırımNo ratings yet
- Materials Today: ProceedingsDocument4 pagesMaterials Today: ProceedingsHicham OuakilNo ratings yet
- Krishna 2018Document7 pagesKrishna 2018jasmalchggNo ratings yet
- Bridge Crane Shaft Failure AnalysisDocument8 pagesBridge Crane Shaft Failure AnalysisOscar ZambranoNo ratings yet
- Sae Technical Paper Series: Alan P. Druschitz, Nathan J. Sochor and Brandon ReneauDocument10 pagesSae Technical Paper Series: Alan P. Druschitz, Nathan J. Sochor and Brandon ReneaumetkarthikNo ratings yet
- Fiber Metal Laminates Made Using VARTM ProcessDocument10 pagesFiber Metal Laminates Made Using VARTM ProcessMuhammad Abbas MehdiNo ratings yet
- Ballistic Performance of Armour Ceramics: Influence of Design and Structure. Part 2Document11 pagesBallistic Performance of Armour Ceramics: Influence of Design and Structure. Part 2Mohamed KhalifaNo ratings yet
- STUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESDocument19 pagesSTUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESVerma RajamanickamNo ratings yet
- Reliability Testing and Failure Analysis For Spar Structure of Helicopter Rotor BladeDocument9 pagesReliability Testing and Failure Analysis For Spar Structure of Helicopter Rotor BladeKaradiasNo ratings yet
- CompositeStructureDesignAndAnalysis PDFDocument236 pagesCompositeStructureDesignAndAnalysis PDFpfaelNo ratings yet
- Metal Matrix Composite Brake Rotor HistoricalDocument10 pagesMetal Matrix Composite Brake Rotor HistoricalMohammad AbdullahNo ratings yet
- Sem and XRD Study of Fe CR C HardfacingDocument8 pagesSem and XRD Study of Fe CR C HardfacingsainivijayNo ratings yet
- A Review On Mechanical Properties of Aluminium 2024 Alloy With Various Reinforcement Metal Matrix CompositeDocument16 pagesA Review On Mechanical Properties of Aluminium 2024 Alloy With Various Reinforcement Metal Matrix CompositePrabhat JhaNo ratings yet
- Structural Analysis of Landing Strut Madeup of Carbon Fibre Composite MaterialDocument5 pagesStructural Analysis of Landing Strut Madeup of Carbon Fibre Composite MaterialДмитрий ДмитренкоNo ratings yet
- Evaluation of Mechanical Properties of Aluminum-Silicon Carbide Metal Matrix CompositeDocument10 pagesEvaluation of Mechanical Properties of Aluminum-Silicon Carbide Metal Matrix CompositeIJRASETPublicationsNo ratings yet
- Paper192046 2050 PDFDocument5 pagesPaper192046 2050 PDFPrateek KesarwaniNo ratings yet
- Prediction of Aircraft Aluminum Alloys Tensile Mechanical Properties Degradation Using Support Vector MachinesDocument10 pagesPrediction of Aircraft Aluminum Alloys Tensile Mechanical Properties Degradation Using Support Vector MachinestinaNo ratings yet
- Characterization of Coated Diesel Engine 2015Document19 pagesCharacterization of Coated Diesel Engine 2015M IdreesNo ratings yet
- IJE Volume 31 Issue 3 Pages 473-479Document7 pagesIJE Volume 31 Issue 3 Pages 473-479Juan AsarcadoNo ratings yet
- Analysis of Friction Disc of Single Plate Clutch by Using Ansys A ReviewDocument14 pagesAnalysis of Friction Disc of Single Plate Clutch by Using Ansys A ReviewIJRASETPublicationsNo ratings yet
- Effect of Carbonitiriding On Endurance Life of Ball Bearing Produced From Sae52100Document6 pagesEffect of Carbonitiriding On Endurance Life of Ball Bearing Produced From Sae52100mans2014No ratings yet
- Failure Analysis of Crankshaft Using Finite Element ApproachDocument4 pagesFailure Analysis of Crankshaft Using Finite Element ApproacherpublicationNo ratings yet
- IJRPR14150Document5 pagesIJRPR14150Udayashankar SNo ratings yet
- J Csefa 2017 02 001Document21 pagesJ Csefa 2017 02 001giri10 krishnaNo ratings yet
- Abrasive Wear Behaviour of Heat Treated En31 Steel: ISIJ International January 2013Document9 pagesAbrasive Wear Behaviour of Heat Treated En31 Steel: ISIJ International January 2013NABIL HUSSAINNo ratings yet
- Ceramic Armor and Armor Systems II: Proceedings of the 107th Annual Meeting of The American Ceramic Society, Baltimore, Maryland, USA 2005From EverandCeramic Armor and Armor Systems II: Proceedings of the 107th Annual Meeting of The American Ceramic Society, Baltimore, Maryland, USA 2005Eugene MedvedovskiNo ratings yet
- Hybrid Ship Hulls: Engineering Design RationalesFrom EverandHybrid Ship Hulls: Engineering Design RationalesRating: 4.5 out of 5 stars4.5/5 (3)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Ecss ST e 33 01Document65 pagesEcss ST e 33 01aemis2010No ratings yet
- ESTL-TM-202 Ball Bearing Stiffness StudyDocument60 pagesESTL-TM-202 Ball Bearing Stiffness StudyAnonymous lEX5U51wOANo ratings yet
- An Analytical Method of Aircraft Gearboxes: To Predict EfficiencyDocument25 pagesAn Analytical Method of Aircraft Gearboxes: To Predict EfficiencyAnonymous lEX5U51wOANo ratings yet
- Servais - INFLUENCE OF TRIBOLOGY OF CAGE MATERIALDocument8 pagesServais - INFLUENCE OF TRIBOLOGY OF CAGE MATERIALAnonymous lEX5U51wOANo ratings yet
- Videira - DESIGN, ASSEMBLY AND PRELOADING OF BALL BEARINGSDocument9 pagesVideira - DESIGN, ASSEMBLY AND PRELOADING OF BALL BEARINGSAnonymous lEX5U51wOANo ratings yet
- ESA-ESTL-TM-0065 01 - New Cage Designs - Ball Riding CagesDocument44 pagesESA-ESTL-TM-0065 01 - New Cage Designs - Ball Riding CagesAnonymous lEX5U51wOANo ratings yet
- Zhang2019 Article ModelingTheFrictionalTorqueOfADocument13 pagesZhang2019 Article ModelingTheFrictionalTorqueOfAAnonymous lEX5U51wOANo ratings yet
- Drago Friction CoefficientDocument1 pageDrago Friction CoefficientAnonymous lEX5U51wOANo ratings yet
- Rib-RolllerLubrication 01Document17 pagesRib-RolllerLubrication 01Anonymous lEX5U51wOANo ratings yet
- FULLTEXT01Document92 pagesFULLTEXT01Arun KumarNo ratings yet
- 4.1 Structural Design: 4 Product DescriptionDocument1 page4.1 Structural Design: 4 Product DescriptionAnonymous lEX5U51wOANo ratings yet
- Rib-RolllerLubrication 02Document15 pagesRib-RolllerLubrication 02Anonymous lEX5U51wOANo ratings yet
- Fwnsa: Technical LibraryDocument42 pagesFwnsa: Technical LibraryAnonymous lEX5U51wOANo ratings yet
- Osu 1128372109Document258 pagesOsu 1128372109Anonymous lEX5U51wOANo ratings yet
- Non - InvoluteDocument10 pagesNon - InvolutePushparaj VigneshNo ratings yet
- Specific Sliding of The Trochoidal Gearing PumpDocument7 pagesSpecific Sliding of The Trochoidal Gearing PumpAnonymous lEX5U51wOANo ratings yet
- 2015 MLima Thesis FinalDocument120 pages2015 MLima Thesis FinalAnonymous lEX5U51wOANo ratings yet
- SKF Bearing CatalogueDocument66 pagesSKF Bearing Cataloguefarchipmm58No ratings yet
- Non - InvoluteDocument10 pagesNon - InvolutePushparaj VigneshNo ratings yet
- Caso Estudio Lambda RatioDocument10 pagesCaso Estudio Lambda RatioGonzalo Palero UmeresNo ratings yet
- Non - InvoluteDocument10 pagesNon - InvolutePushparaj VigneshNo ratings yet
- Flow and Heat Transfer Simulation in A Splash Lubricated Bell 525 AccessoryDocument10 pagesFlow and Heat Transfer Simulation in A Splash Lubricated Bell 525 AccessoryAnonymous lEX5U51wOANo ratings yet
- Experimental and Numerical Investigation of Lubricant Retention On A Rotating Disc and Gear TeethDocument10 pagesExperimental and Numerical Investigation of Lubricant Retention On A Rotating Disc and Gear TeethAnonymous lEX5U51wOANo ratings yet
- Experimental Investigation of Shrouding On Meshed Spur Gear Windage Power LossDocument9 pagesExperimental Investigation of Shrouding On Meshed Spur Gear Windage Power LossAnonymous lEX5U51wOANo ratings yet
- Development of The CH-53K Drive SystemDocument12 pagesDevelopment of The CH-53K Drive SystemAnonymous lEX5U51wOANo ratings yet
- The Starting of Turbine Engines in HelicoptersDocument8 pagesThe Starting of Turbine Engines in HelicoptersAnonymous lEX5U51wOANo ratings yet
- Hybrid Gear Performance Under Loss-of-Lubrication ConditionsDocument7 pagesHybrid Gear Performance Under Loss-of-Lubrication ConditionsAnonymous lEX5U51wOANo ratings yet
- SherardizingDocument2 pagesSherardizingRichard HockleyNo ratings yet
- Sand Fines Erosion in Gas Pipelines - Experiments and CFD Modeling@NACE-2014-3964Document12 pagesSand Fines Erosion in Gas Pipelines - Experiments and CFD Modeling@NACE-2014-3964Mahfoud AMMOURNo ratings yet
- Cast MaterialsDocument20 pagesCast MaterialsLoru GomezNo ratings yet
- Visvesvaraya Technological University, BelagaviDocument28 pagesVisvesvaraya Technological University, BelagaviChiduNo ratings yet
- RC Blowdown MaintenanceDocument13 pagesRC Blowdown MaintenanceGustavo Olea0% (1)
- Durability of Compressed Earth BlocksDocument357 pagesDurability of Compressed Earth BlocksDaniel Tomás-TaylorNo ratings yet
- Enamel Plus HRi BioFunction EN v3 - 04-2018 PDFDocument2 pagesEnamel Plus HRi BioFunction EN v3 - 04-2018 PDFmarinacretu1No ratings yet
- B.Tech. (5 Semester Mechanical) TRIBOLOGY (MEPE-17)Document5 pagesB.Tech. (5 Semester Mechanical) TRIBOLOGY (MEPE-17)varunNo ratings yet
- Question BankDocument48 pagesQuestion Banksanjai kumarNo ratings yet
- Acta TribologicaDocument146 pagesActa TribologicaCiotea Mariana100% (1)
- T 44Document4 pagesT 44Tony_Black99No ratings yet
- CTS Handbook-17°EditionDocument780 pagesCTS Handbook-17°EditionRichard Henry Sanchez Calderon100% (1)
- Astm C131-C131M - 14Document5 pagesAstm C131-C131M - 14Cuba SamuelNo ratings yet
- Production Engineering 2011Document74 pagesProduction Engineering 2011Mohak ShahNo ratings yet
- Harness Leading Technology To Improve Process Performance.: AEV™ C-Ball ValvesDocument8 pagesHarness Leading Technology To Improve Process Performance.: AEV™ C-Ball ValvesJORGE ALBERTO PEREZ RAMIREZNo ratings yet
- Liftex CatalogDocument60 pagesLiftex CatalogomoinleNo ratings yet
- Tool Wear in Friction Drilling: Scott F. Miller, Peter J. Blau, Albert J. ShihDocument10 pagesTool Wear in Friction Drilling: Scott F. Miller, Peter J. Blau, Albert J. Shihjuan carlosNo ratings yet
- Oxidative WearDocument17 pagesOxidative WearManish Kumar SinghNo ratings yet
- Cojinetes Lisos 4413Document56 pagesCojinetes Lisos 4413Roberto OrtegaNo ratings yet
- Unit 1-TribologyDocument7 pagesUnit 1-TribologyPalak NaikNo ratings yet
- Tribology and Gear ReducersDocument7 pagesTribology and Gear ReducersAnibal Rios100% (1)
- Powercrete R95Document2 pagesPowercrete R95Jimmy CalderonNo ratings yet
- Science 1Document6 pagesScience 1doruoctaviandumitruNo ratings yet
- Belt Conveyor Pulley DesignDocument11 pagesBelt Conveyor Pulley Designthakur_raghab100% (1)
- Grease Sampling SetDocument4 pagesGrease Sampling SetMoustapha SeyeNo ratings yet
- Vesconite Pump Design Manual 2 PDFDocument24 pagesVesconite Pump Design Manual 2 PDFSergio AyalaNo ratings yet
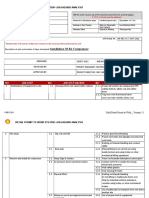
- JHA - Installation of Air CompressorDocument4 pagesJHA - Installation of Air CompressorFikri HidayatNo ratings yet