You might also like
- Basic Design and Maintenance Instructions: No: Sap: 41RO38101 101012267 2-6-04Document13 pagesBasic Design and Maintenance Instructions: No: Sap: 41RO38101 101012267 2-6-04azze bouzNo ratings yet
- Design Overview: Basic Design and Maintenance InstructionsDocument5 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- Van Oil Perforator tool safely perforates tubingDocument3 pagesVan Oil Perforator tool safely perforates tubingFrans TongaNo ratings yet
- Descriptio: Model GXA Sliding SleeveDocument4 pagesDescriptio: Model GXA Sliding SleevefelipeNo ratings yet
- Model NEFU-2 Non-Elastomeric Sliding Sleeve: DescriptioDocument6 pagesModel NEFU-2 Non-Elastomeric Sliding Sleeve: DescriptiofelipeNo ratings yet
- 82SXO "Ticr" / "Ticx" Running Tool Operation Manual: Design OverviewDocument6 pages82SXO "Ticr" / "Ticx" Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- Selective Shifting Tool Operation Manual: DescriptionDocument3 pagesSelective Shifting Tool Operation Manual: Descriptionsong LiNo ratings yet
- Redress Kit For N Test ToolDocument1 pageRedress Kit For N Test Toolsong Li100% (1)
- RTTS Model 2 Circulating Valves: SectionDocument18 pagesRTTS Model 2 Circulating Valves: SectionMohamed ShafieNo ratings yet
- TRSV SP-ENH 5.5 20 Vamtop - 4.562in Sealbore MN 102951596Document3 pagesTRSV SP-ENH 5.5 20 Vamtop - 4.562in Sealbore MN 102951596alejandromarinch7No ratings yet
- Landing Nipple 2,31 XNDocument1 pageLanding Nipple 2,31 XNEdwin AbelloNo ratings yet
- "JD" Series Pulling Tool: 4Jdc Operation ManualDocument4 pages"JD" Series Pulling Tool: 4Jdc Operation Manualsong Li100% (1)
- 82SSJ SSJ Pulling/Running Tool Operation Manual: Design OverviewDocument3 pages82SSJ SSJ Pulling/Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- 82SXN 'SXN' Running Tool Operation Manual: Design OverviewDocument7 pages82SXN 'SXN' Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- TDRDocument1 pageTDRJones LakerNo ratings yet
- Mandril MMGDocument2 pagesMandril MMGlilivaca28No ratings yet
- Reporting StandardDocument4 pagesReporting StandardBasel SaidawiNo ratings yet
- 8023Document10 pages8023Tamer Hesham AhmedNo ratings yet
- Hydro-Mech Bridge Plug ManualDocument7 pagesHydro-Mech Bridge Plug ManualKeshav PujeriNo ratings yet
- GasGun-BrochureDocument34 pagesGasGun-BrochureJorge Arraiz SanchezNo ratings yet
- CatalogDocument424 pagesCatalogLuis David Concha CastilloNo ratings yet
- SLK-PR-06.00 Procedure For Tubing PuncherDocument3 pagesSLK-PR-06.00 Procedure For Tubing PuncherDonald TchiroueNo ratings yet
- R and S - Tool & Fish Necks Size - TTC PDFDocument6 pagesR and S - Tool & Fish Necks Size - TTC PDFAlfredo DimaNo ratings yet
- Bop 5-12 5KDocument1 pageBop 5-12 5KReinaldo BenitezNo ratings yet
- D Series R-Tool Engineering ToolDocument1 pageD Series R-Tool Engineering Toolazze bouzNo ratings yet
- Slickplug BrochureDocument7 pagesSlickplug BrochuretonyNo ratings yet
- AFT-2 Equalizing Check ValvesDocument25 pagesAFT-2 Equalizing Check ValvesHassane AmadouNo ratings yet
- Kappa Bridge Plug R4Document6 pagesKappa Bridge Plug R4herbster28No ratings yet
- Redress Kit For 4-5 Kickover ToolDocument2 pagesRedress Kit For 4-5 Kickover ToolMohamed AliouaNo ratings yet
- "B" Shif Ting Tool: Spe Cifi C Ation SDocument3 pages"B" Shif Ting Tool: Spe Cifi C Ation SAhmed GharbiNo ratings yet
- Standing Valves and Flow Control Devices ExplainedDocument12 pagesStanding Valves and Flow Control Devices ExplainedAli Ali100% (1)
- A Type Perf PDFDocument1 pageA Type Perf PDFJamel GasmiNo ratings yet
- Corrosive EnvironmentsDocument2 pagesCorrosive EnvironmentsRio de MarioNo ratings yet
- Technical: BTR-1.0 Tubing Retrievable MandrelDocument3 pagesTechnical: BTR-1.0 Tubing Retrievable MandrelRebeca RodriguezNo ratings yet
- Upstroke JarDocument2 pagesUpstroke JarJai DubeyNo ratings yet
- R Selective Test Tool PDFDocument5 pagesR Selective Test Tool PDFazze bouzNo ratings yet
- 3.DD9701006587 - Tool CatcherDocument2 pages3.DD9701006587 - Tool CatcherAbhinav Kumar100% (1)
- RB and RS Pulling Tool - Rev.E0 - 11-Oct-11Document2 pagesRB and RS Pulling Tool - Rev.E0 - 11-Oct-11Cristian Camilo Saenz LizarazoNo ratings yet
- By-Pass Blanking Plugs Technical DatasheetDocument2 pagesBy-Pass Blanking Plugs Technical DatasheetEvolution Oil ToolsNo ratings yet
- Baker X-Flow Injection and Production System: Flow Control Systems Technical UnitDocument8 pagesBaker X-Flow Injection and Production System: Flow Control Systems Technical UnitTamer Hesham AhmedNo ratings yet
- Completion Components: Oil and Gas Well CompletionsDocument28 pagesCompletion Components: Oil and Gas Well CompletionsJuan SueNo ratings yet
- Titan Energetics Spectra2 Coiled Tubing Cutters Flyer3Document2 pagesTitan Energetics Spectra2 Coiled Tubing Cutters Flyer3faiz bugtiNo ratings yet
- "Ticfwg" By-Pass Blanking Plug: (Top No Go)Document1 page"Ticfwg" By-Pass Blanking Plug: (Top No Go)Edwin AbelloNo ratings yet
- 04 Control & Maintenance ToolsDocument11 pages04 Control & Maintenance ToolsWaled FekryNo ratings yet
- Catalog - H Hydraulic Setting ToolDocument1 pageCatalog - H Hydraulic Setting ToolCarlos Alberto Aguilera MendezNo ratings yet
- CT D - Ploy Velocity StringDocument2 pagesCT D - Ploy Velocity StringAlejandro MonroyNo ratings yet
- Model A (O) V-40 Sur-Set™ Check Valve: Flow Control Systems Technical UnitDocument16 pagesModel A (O) V-40 Sur-Set™ Check Valve: Flow Control Systems Technical UnitTamer Hesham AhmedNo ratings yet
- Wireline Retriever: Instruction Manual 8820Document5 pagesWireline Retriever: Instruction Manual 8820GNo ratings yet
- BakerDocument4 pagesBakerWilliam EvansNo ratings yet
- Hydraulic Setting Tool: Simple Operation, High Pressure SettingDocument6 pagesHydraulic Setting Tool: Simple Operation, High Pressure Settinganthony silvaNo ratings yet
- Complete CatalogueDocument67 pagesComplete Cataloguejarrod lyonNo ratings yet
- SSP - PLUG PresentationDocument21 pagesSSP - PLUG PresentationSlim.BNo ratings yet
- Owen Oil Tools Scalloped Gun System, 1-11/16" O.D. 6 SPF, 60° Spiral BH, DP & SDP - NT3Document2 pagesOwen Oil Tools Scalloped Gun System, 1-11/16" O.D. 6 SPF, 60° Spiral BH, DP & SDP - NT3song LiNo ratings yet
- Wire Line Operation Course Chapter 9 Perforator Bailer BPVDocument22 pagesWire Line Operation Course Chapter 9 Perforator Bailer BPVOrtiz Rivera SergioNo ratings yet
- Capillary Injection Sytem Halib ValveDocument26 pagesCapillary Injection Sytem Halib Valvebahar1991No ratings yet
- Pulling Tools (JD and Ju Series)Document1 pagePulling Tools (JD and Ju Series)Anonymous jb7DM7Gc30% (1)
- Guide To Types 'X' and 'R' Otis Landing NipplesDocument1 pageGuide To Types 'X' and 'R' Otis Landing NipplesAnthony LakpahNo ratings yet
- 7 000 X 2 875 Stradasnap 645-7000-020 2008-04-01Document5 pages7 000 X 2 875 Stradasnap 645-7000-020 2008-04-01Roberto Andres Sizas ReyNo ratings yet
- Basic Design and Maintenance Instructions: No: Date: Sap: Revision: A 41RO36801-ASK 78344 1-9-08Document12 pagesBasic Design and Maintenance Instructions: No: Date: Sap: Revision: A 41RO36801-ASK 78344 1-9-08azze bouzNo ratings yet
- Telescoping Cylinder - Remove and Install: S/N - 3RN4015-UP S/N - 3PN2027-UP S/N - 5WM6021-UPDocument14 pagesTelescoping Cylinder - Remove and Install: S/N - 3RN4015-UP S/N - 3PN2027-UP S/N - 5WM6021-UPdaryanto widodoNo ratings yet
- Multi-stage centrifugal pumps for clean water applicationsDocument6 pagesMulti-stage centrifugal pumps for clean water applicationsazze bouzNo ratings yet
- J Series Running ToolDocument1 pageJ Series Running Toolazze bouzNo ratings yet
- DH Series R-Tool Engineering DataDocument1 pageDH Series R-Tool Engineering Dataazze bouzNo ratings yet
- Camco Z-5 Series Running Tool for Installing Collar LocksDocument1 pageCamco Z-5 Series Running Tool for Installing Collar Locksazze bouzNo ratings yet
- W Series Running ToolDocument1 pageW Series Running Toolazze bouzNo ratings yet
- DH Series R-Tool Engineering DataDocument1 pageDH Series R-Tool Engineering Dataazze bouzNo ratings yet
- Wireline Running Tools for Down Hole OperationsDocument1 pageWireline Running Tools for Down Hole Operationsazze bouzNo ratings yet
- JU Pulling ToolDocument1 pageJU Pulling Toolazze bouzNo ratings yet
- JD Series Pulling ToolDocument1 pageJD Series Pulling Toolazze bouzNo ratings yet
- JU Pulling ToolDocument1 pageJU Pulling Toolazze bouzNo ratings yet
- JD Series P-Tool Engineering DataDocument1 pageJD Series P-Tool Engineering Dataazze bouzNo ratings yet
- JU P-Tool Engineering DataDocument1 pageJU P-Tool Engineering Dataazze bouzNo ratings yet
- D Series Running ToolDocument1 pageD Series Running Toolazze bouzNo ratings yet
- D Series R-Tool Engineering ToolDocument1 pageD Series R-Tool Engineering Toolazze bouzNo ratings yet
- Design Overview: Basic Design and Maintenance InstructionsDocument5 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- PRS Series Pulling ToolDocument1 pagePRS Series Pulling Toolazze bouzNo ratings yet
- Running ToolsDocument1 pageRunning Toolsazze bouzNo ratings yet
- Design Overview: Basic Design and Maintenance InstructionsDocument5 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- Slickline Tool PostersDocument6 pagesSlickline Tool Postersazze bouz100% (1)
- X & XN, R & RN Nipple & Lock MandrelsDocument3 pagesX & XN, R & RN Nipple & Lock Mandrelsazze bouz100% (1)
- Soft Set B Hangers PDFDocument1 pageSoft Set B Hangers PDFazze bouzNo ratings yet
- R Selective Test Tool PDFDocument5 pagesR Selective Test Tool PDFazze bouzNo ratings yet
- Picture R Sel Test ToolDocument1 pagePicture R Sel Test Toolazze bouzNo ratings yet
- Basic Design and Maintenance Instructions: No: Date: Sap: Revision: A 41RO36801-ASK 78344 1-9-08Document12 pagesBasic Design and Maintenance Instructions: No: Date: Sap: Revision: A 41RO36801-ASK 78344 1-9-08azze bouzNo ratings yet
- 14to38162 Valves PDFDocument4 pages14to38162 Valves PDFazze bouzNo ratings yet
- Design Overview: Basic Design and Maintenance InstructionsDocument7 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- Design Overview: Basic Design and Maintenance InstructionsDocument2 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- HE3 Disassembly-Assembly GuideDocument7 pagesHE3 Disassembly-Assembly Guideazze bouzNo ratings yet
- General introduction to slickline operationsDocument219 pagesGeneral introduction to slickline operationsazze bouzNo ratings yet
- Spectrum 375: and ICE-27C TorchDocument40 pagesSpectrum 375: and ICE-27C Torchjuan felipe alzate aristizabalNo ratings yet
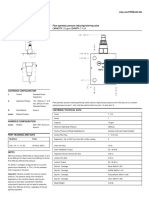
- Ultrasonic sensor data sheet with specs for Hyde Park SC956A4C0Document3 pagesUltrasonic sensor data sheet with specs for Hyde Park SC956A4C0Ricardo PinedaNo ratings yet
- Maytag Dryer Medx700xw0 Service ManualDocument64 pagesMaytag Dryer Medx700xw0 Service Manualdan theman100% (1)
- Serial Number Range: From SN TZ5004-001Document188 pagesSerial Number Range: From SN TZ5004-001Святослав ВороновNo ratings yet
- Nikon-D7000 Astrophotography PDFDocument4 pagesNikon-D7000 Astrophotography PDFSam SamNo ratings yet
- Installation Guide: 1100Mx Enclosure KitDocument15 pagesInstallation Guide: 1100Mx Enclosure KitAlpha CentaurusNo ratings yet
- Pionjar 120Document40 pagesPionjar 120almirNo ratings yet
- Liberty Parts ManualDocument19 pagesLiberty Parts Manualapi-3854769No ratings yet
- Key - Period 67-68 (DT12)Document5 pagesKey - Period 67-68 (DT12)phamhaanh2811No ratings yet
- Fab Lab InventoryDocument31 pagesFab Lab InventoryUr Smiles 32 Dr. AkileshNo ratings yet
- Eski Makine BakimDocument107 pagesEski Makine Bakimismail cem kurnazNo ratings yet
- LV ABC HandbookDocument28 pagesLV ABC HandbookBenjamin MqenebeNo ratings yet
- Compressor ComparisonDocument10 pagesCompressor ComparisonJean AdiNo ratings yet
- iRC51xxC4xxC3xxCLC5151, CLC4040Series PDFDocument144 pagesiRC51xxC4xxC3xxCLC5151, CLC4040Series PDFdonpnchojrNo ratings yet
- HC95LMDocument19 pagesHC95LMonur tezman100% (2)
- Premium Modular PlugsDocument1 pagePremium Modular PlugsBDNo ratings yet
- SJ-20170921091514-004-ZXMW NR8961 (V2.04.03B) Hardware Installation GuideDocument71 pagesSJ-20170921091514-004-ZXMW NR8961 (V2.04.03B) Hardware Installation GuideAndika Alvi SahriNo ratings yet
- Band Saw BladesDocument2 pagesBand Saw BladesElvin Jay Tesoro0% (1)
- Meade DS2000Document44 pagesMeade DS2000GCY56No ratings yet
- PledgeDocument2 pagesPledgeSteve SalibNo ratings yet
- Honors Physics Lenses WorksheetDocument1 pageHonors Physics Lenses WorksheetWardah50% (2)
- Color Printers: Technology Technology Technology Technology TechnologyDocument1 pageColor Printers: Technology Technology Technology Technology TechnologydjokanomcaNo ratings yet
- PPDBLAN-EAJ Full en Us LetterDocument5 pagesPPDBLAN-EAJ Full en Us LetterJustinNo ratings yet
- Vacuum-Break Switches: Type VCS-3 Three-Phase Vacuum-Break Capacitor Switch Installation and Operation InstructionsDocument16 pagesVacuum-Break Switches: Type VCS-3 Three-Phase Vacuum-Break Capacitor Switch Installation and Operation Instructionswaldo kuhnNo ratings yet
- KL1508 KL1516: 8/16-Port Cat 5 High-Density Dual Rail LCD KVM SwitchDocument5 pagesKL1508 KL1516: 8/16-Port Cat 5 High-Density Dual Rail LCD KVM SwitchnisarahmedgfecNo ratings yet
- Quiz6 PDFDocument6 pagesQuiz6 PDFEdwar YesidNo ratings yet
- cfs0018 UK R1 Menvier-Standard-BaseDocument2 pagescfs0018 UK R1 Menvier-Standard-BasericardobarrocaNo ratings yet
- Model FA Anti Lock Brake System 77-1Document45 pagesModel FA Anti Lock Brake System 77-1Komatsu Perkins HitachiNo ratings yet
- Compact Sander and Sandpaper Storage RackDocument16 pagesCompact Sander and Sandpaper Storage RackPatrice Audet100% (1)
- NF-801 User ManualDocument12 pagesNF-801 User ManualcharlesNo ratings yet