You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Well Point SystemDocument15 pagesWell Point SystemMostafa AbdellaNo ratings yet
- ISO 14830 1 2019 ParcialDocument15 pagesISO 14830 1 2019 ParcialPatricia MenaNo ratings yet
- MI-80, MI-100 and MI-150 Series Inline Inductors: User Guide 2018-09-04 10222E Revision 00Document46 pagesMI-80, MI-100 and MI-150 Series Inline Inductors: User Guide 2018-09-04 10222E Revision 00john dimailigNo ratings yet
- Kaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDocument3 pagesKaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDebashishDolonNo ratings yet
- Dependability 3 UnlockedDocument26 pagesDependability 3 UnlockedAngelBlancoPomaNo ratings yet
- Maintenance Planning and Scheduling PPT 2Document9 pagesMaintenance Planning and Scheduling PPT 2Sunday Paul100% (1)
- Mil STD 1369Document83 pagesMil STD 1369Maestría Ingeniería Naval IV CohorteNo ratings yet
- 1730 Mechanical Services Maintenance SpecDocument47 pages1730 Mechanical Services Maintenance SpecSubburajMechNo ratings yet
- Example DAF Design Key Parameters CalculationDocument4 pagesExample DAF Design Key Parameters CalculationNoureddine MerahNo ratings yet
- Autonomous Maintenance (Jishu Hozen)Document30 pagesAutonomous Maintenance (Jishu Hozen)Vitra PunKgribNo ratings yet
- TPM - 5 Countermeasures To Achieve Zero BreakdownDocument19 pagesTPM - 5 Countermeasures To Achieve Zero BreakdownEdgar Alonso Bazan GalvezNo ratings yet
- Machine ID 20P-4300A Machine Name: Potable Water Pump A Location Bunga Orkid-A Area: Mezzaninedeck Priority NormalDocument5 pagesMachine ID 20P-4300A Machine Name: Potable Water Pump A Location Bunga Orkid-A Area: Mezzaninedeck Priority NormalMuhammad Fahmi MahmudNo ratings yet
- Total Productive MaintenanceDocument3 pagesTotal Productive MaintenancebhnodarNo ratings yet
- TPM Based Focused Breakdown Reduction STDocument6 pagesTPM Based Focused Breakdown Reduction STTaiseer AshouriNo ratings yet
- Ebook Vibration Monitoring and AnalysisDocument38 pagesEbook Vibration Monitoring and Analysisjavier contrerasNo ratings yet
- Collection of PLC Signals in STEP 7 With Subsequent Excel EvaluationDocument41 pagesCollection of PLC Signals in STEP 7 With Subsequent Excel Evaluationwww.otomasyonegitimi.comNo ratings yet
- Are You Doing Too Much PMDocument16 pagesAre You Doing Too Much PMFerry ArdiyantoNo ratings yet
- Handout C Idcon Test PM and RcpeDocument3 pagesHandout C Idcon Test PM and RcpesuriyachackNo ratings yet
- An Introduction To Total Productive Maintenance (TPM)Document10 pagesAn Introduction To Total Productive Maintenance (TPM)Ravi AgarwalNo ratings yet
- 06 Process ReliabilityDocument12 pages06 Process ReliabilitySidney LinsNo ratings yet
- Why Are We So Bad at Maintenance ManagementDocument16 pagesWhy Are We So Bad at Maintenance ManagementMasoud AmirzadehfardNo ratings yet
- JHA For Pneumatic Conveying OperationDocument1 pageJHA For Pneumatic Conveying OperationShahid RazaNo ratings yet
- IT 3976 Reliability Centered Maintenance (Wikipedia)Document6 pagesIT 3976 Reliability Centered Maintenance (Wikipedia)Gera MtzNo ratings yet
- RK Report Storage and Handling of PelletsDocument12 pagesRK Report Storage and Handling of PelletsUyen LeNo ratings yet
- Pakistan Aeronautical Complex KamraDocument10 pagesPakistan Aeronautical Complex KamraSajad Ijaz100% (1)
- Precision Maintenance TrainingDocument21 pagesPrecision Maintenance TrainingDon - BIN95.comNo ratings yet
- Severity, Occurrence, and Detection Criteria For Process FMEADocument4 pagesSeverity, Occurrence, and Detection Criteria For Process FMEARSS347No ratings yet
- CMS100R: Condition Monitoring Standard Motor - AcDocument17 pagesCMS100R: Condition Monitoring Standard Motor - AcatlagaNo ratings yet
- Machinemaintenance Schedule Sheet 09Document1 pageMachinemaintenance Schedule Sheet 09Muhammad FirdausNo ratings yet
- Chapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1Document9 pagesChapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1yinkaNo ratings yet
- Introduction To Maintenance ManagementDocument62 pagesIntroduction To Maintenance ManagementNazrul HafizNo ratings yet
- Best Reliability and Maintenance Practices and Return On InvestmentDocument28 pagesBest Reliability and Maintenance Practices and Return On InvestmentRizwan BangashNo ratings yet
- Lecture 8 Run-to-Failure Management, PM EtcDocument16 pagesLecture 8 Run-to-Failure Management, PM EtcMinhaj UllahNo ratings yet
- Long Break Down DetailsDocument2 pagesLong Break Down DetailsFeroz GullNo ratings yet
- Special Report PDM Guidebook2016Document44 pagesSpecial Report PDM Guidebook2016Vinoth KumarNo ratings yet
- Maintenance Engineering (CH: 2,0) : Instructors: Dr. M. Zeeshan Zahir Engr. Adnan RasheedDocument25 pagesMaintenance Engineering (CH: 2,0) : Instructors: Dr. M. Zeeshan Zahir Engr. Adnan RasheedMinhaj UllahNo ratings yet
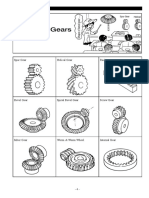
- Type of GearsDocument8 pagesType of GearsGururaja TantryNo ratings yet
- Maintenance ManagementDocument28 pagesMaintenance ManagementAbdul RashidNo ratings yet
- Inspection Decisions Including Condition-Based MaintenanceDocument79 pagesInspection Decisions Including Condition-Based Maintenanceapi-3732848100% (1)
- Ed Indicators Document 2nd Edition Preview 2012-05-31Document8 pagesEd Indicators Document 2nd Edition Preview 2012-05-31Enio BasualdoNo ratings yet
- Spare Parts Quotation For Scba & Eebd - 2021.03.19Document14 pagesSpare Parts Quotation For Scba & Eebd - 2021.03.19byhf2jgqprNo ratings yet
- A Smarter Way of Preventative Maintenance 02Document21 pagesA Smarter Way of Preventative Maintenance 02HugoCabanillasNo ratings yet
- Preventive Maintenance Optimization Through FMEADocument3 pagesPreventive Maintenance Optimization Through FMEAHugoCabanillasNo ratings yet
- TM 5-698-6 - Reliability - Data - Collection - 2006 PDFDocument118 pagesTM 5-698-6 - Reliability - Data - Collection - 2006 PDFWurzel1946No ratings yet
- Optimizing Spare Parts ManagementDocument36 pagesOptimizing Spare Parts ManagementBartolomeu SilvaNo ratings yet
- A R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentDocument14 pagesA R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentLASER LION100% (1)
- Nestle Water, PakistanDocument33 pagesNestle Water, PakistanUmairZahidNo ratings yet
- Xfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsDocument6 pagesXfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsRoland JoldisNo ratings yet
- Maintenance Journal 171fullDocument85 pagesMaintenance Journal 171fullJorge MartinezNo ratings yet
- Rootcause Failure AnalysisDocument3 pagesRootcause Failure Analysiskannan25% (4)
- Books 2008Document4 pagesBooks 2008Arvind KumarNo ratings yet
- Fracas Illustration1!2!130105114238 Phpapp01Document1 pageFracas Illustration1!2!130105114238 Phpapp01juancgr77No ratings yet
- In House Programs 2015 EngineeringDocument6 pagesIn House Programs 2015 EngineeringKURNIAWANNo ratings yet
- AMIC October 2009 Excel ReportDocument192 pagesAMIC October 2009 Excel ReportRyan SmithNo ratings yet
- Defect Prevention TrainingDocument46 pagesDefect Prevention Trainingapi-3753361100% (4)
- UKFM QRMS 11EB02 Yuvanesan MuthukumaresanDocument27 pagesUKFM QRMS 11EB02 Yuvanesan MuthukumaresanYuvanesh Yuvan100% (1)
- SMRP CMRP Combined Overview Study NotesDocument27 pagesSMRP CMRP Combined Overview Study Notesfaysal salimNo ratings yet
- Spare Parts Inventory Management: A Literature Review: SustainabilityDocument23 pagesSpare Parts Inventory Management: A Literature Review: SustainabilitySana MusroorNo ratings yet
- Maintenance Presentation SlideDocument56 pagesMaintenance Presentation Slidekapun kumar nayakNo ratings yet
- Roller Chain MaintenanceDocument8 pagesRoller Chain MaintenanceRodrigo SenedezeNo ratings yet
- Getting - Started - Guide - SINAMICSV50I - 112009 With CoverDocument42 pagesGetting - Started - Guide - SINAMICSV50I - 112009 With CoverPandu BirumakovelaNo ratings yet
- Safety Data Sheet: Product Name: CAT DEO 15W-40 (DIESEL ENGINE OIL)Document11 pagesSafety Data Sheet: Product Name: CAT DEO 15W-40 (DIESEL ENGINE OIL)MichaelNo ratings yet
- Catalogo KSB SPBlocDocument8 pagesCatalogo KSB SPBlocRuddy Fabrizio Galvez Justiniano0% (1)
- AE1314Document9 pagesAE1314Maria DazaNo ratings yet
- Dictionar Tehnic Compl Foraj Raducanu PuiuDocument26 pagesDictionar Tehnic Compl Foraj Raducanu PuiuElenaBarbulescuNo ratings yet
- ST - 13.01.06 Selection of Tee Connection TypesDocument5 pagesST - 13.01.06 Selection of Tee Connection TypesMaksim.em001No ratings yet
- Wartsila Water Lubricated Brochure v4 2Document7 pagesWartsila Water Lubricated Brochure v4 2Marlon Alejandro Arboleda TapiaNo ratings yet
- Sample Sts02465Document25 pagesSample Sts02465chondroc11No ratings yet
- Pneumatic Powered - Plunger PumpsDocument4 pagesPneumatic Powered - Plunger PumpsdieselsolucionNo ratings yet
- Proportional Directional Valves: Series LVS08 and LVS12 - Preferred Products ProgrammeDocument66 pagesProportional Directional Valves: Series LVS08 and LVS12 - Preferred Products ProgrammealeksandrNo ratings yet
- Hylomar Universal Blue: Light GradeDocument2 pagesHylomar Universal Blue: Light GradeMamta RaybageNo ratings yet
- HH 160 MO - BrochureDocument2 pagesHH 160 MO - BrochureCentrifugal SeparatorNo ratings yet
- Cps Vp8d - ManualDocument48 pagesCps Vp8d - ManualAnonymous bsNfO3TjNo ratings yet
- CE-LOBEPRO INSTALLATION MAINTENANCE MANUAL Rev4 07-11-11Document40 pagesCE-LOBEPRO INSTALLATION MAINTENANCE MANUAL Rev4 07-11-11EdinsonUribeTorresNo ratings yet
- E NSC-En Catalog1Document192 pagesE NSC-En Catalog1Mihai Bogdan ScanghelNo ratings yet
- Velocity Limit For Design of PipelineDocument9 pagesVelocity Limit For Design of PipelinevinaymeconNo ratings yet
- Alfa Laval CONTHERM InstructionDocument352 pagesAlfa Laval CONTHERM Instruction何宗仁100% (1)
- 3 Oil Processing SystemDocument52 pages3 Oil Processing SystemPatrick da SilvaNo ratings yet
- Section 35 - Hydraulic Systems - Chapter 7Document20 pagesSection 35 - Hydraulic Systems - Chapter 7Cristian SterieNo ratings yet
- CBISPAREPARTSDocument2 pagesCBISPAREPARTSErwan KuswantoNo ratings yet
- Power Team PQ60 ManualDocument10 pagesPower Team PQ60 ManualTitanply100% (1)
- Shuttle Tanker Propulsion 19993762Document9 pagesShuttle Tanker Propulsion 19993762hpss77No ratings yet
- SB LT32575Document14 pagesSB LT32575zzapiecheNo ratings yet
- 9206 GE PP 001 Engineering Execution PlanDocument14 pages9206 GE PP 001 Engineering Execution PlanSyklik DataNo ratings yet
- Plumbing and Fire Fighting Sample BoqDocument30 pagesPlumbing and Fire Fighting Sample BoqNajeeb Ahmad KhanNo ratings yet
- English Maritime Dimas F.DDocument2 pagesEnglish Maritime Dimas F.DtantoNo ratings yet
- Keeping The Deeps Dry: Return To ListDocument13 pagesKeeping The Deeps Dry: Return To ListDanang Kurniawan100% (2)
- Perkins 4000 Series DatasheetDocument14 pagesPerkins 4000 Series DatasheetKobobobNo ratings yet