You might also like
- Chapter 9 AnswersDocument10 pagesChapter 9 Answersosama50% (2)
- Design of Gas Absorber For The Exhaust Gases of Ammonia PlantDocument11 pagesDesign of Gas Absorber For The Exhaust Gases of Ammonia PlantVan Lim100% (1)
- UPenn Ethanol To Ethyl Acetate PDFDocument403 pagesUPenn Ethanol To Ethyl Acetate PDFAlan TeeNo ratings yet
- Operating Manual E: ASC 100 Cummins Tier I © 2 / 2006Document72 pagesOperating Manual E: ASC 100 Cummins Tier I © 2 / 2006Yosra RamadhanNo ratings yet
- Bedini's Free Energy Generator PDFDocument7 pagesBedini's Free Energy Generator PDFRingkik Turangga100% (1)
- Hazop Study-Etp - AcidDocument2 pagesHazop Study-Etp - Acidkirandevi1981100% (1)
- HAZOP On Startup N ShutdownDocument9 pagesHAZOP On Startup N ShutdownmmudassaraliNo ratings yet
- RCMvs HazopDocument19 pagesRCMvs Hazopapi-3733731100% (1)
- J4 Diagrama ElectricoDocument148 pagesJ4 Diagrama ElectricoJuan Rafael Vilchez SanchezNo ratings yet
- HAZOP MethodologyDocument2 pagesHAZOP Methodologyhwang2No ratings yet
- Support Material Physics-XIDocument47 pagesSupport Material Physics-XIPrateekBansalNo ratings yet
- Reactor Control System & Reactor SafetyDocument23 pagesReactor Control System & Reactor SafetyAmol MagarNo ratings yet
- 015Document10 pages015pf06No ratings yet
- Methanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedDocument12 pagesMethanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedAin SyuhadaNo ratings yet
- AMMONIA Preliminary Risk AnalysisDocument123 pagesAMMONIA Preliminary Risk AnalysisAnonymous 1XHScfCINo ratings yet
- HAZOP AnalysisDocument35 pagesHAZOP AnalysisGopi Krish100% (3)
- 01-HAZOP Worksheet Formaldehyde - (Corrosion)Document8 pages01-HAZOP Worksheet Formaldehyde - (Corrosion)Muhammad Zarif Amir100% (1)
- Small Chlorine Containers Construction and HandlingDocument40 pagesSmall Chlorine Containers Construction and HandlingKimberly Conley100% (2)
- Field Visit To Sunkoshi HydropowerDocument12 pagesField Visit To Sunkoshi HydropowerDipak100% (1)
- Hazop Distillation ColumnDocument5 pagesHazop Distillation ColumnPutri SaidatinaNo ratings yet
- COOLER REACTOR hAZOPDocument2 pagesCOOLER REACTOR hAZOPAmirul NazrenNo ratings yet
- Hazop ExampleDocument4 pagesHazop Exampledroffilcz27No ratings yet
- DAP HAZOP From InternetDocument10 pagesDAP HAZOP From Internet88jon089582100% (3)
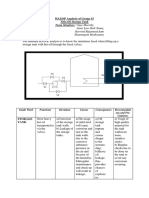
- HAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam MuthusamyDocument2 pagesHAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam Muthusamyvijaymoorthy14No ratings yet
- Process Safety Time Calculation - LOPA (SIF) 296Document2 pagesProcess Safety Time Calculation - LOPA (SIF) 296becpavan100% (1)
- Hazop Example PDFDocument2 pagesHazop Example PDFhappale200286% (7)
- Safety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Document4 pagesSafety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Alexander EspinozaNo ratings yet
- HAZOP Write UpDocument3 pagesHAZOP Write UpGlacier RamkissoonNo ratings yet
- HAZOP Study of Methanol, Ethanol, and Water Distillation ColumnDocument7 pagesHAZOP Study of Methanol, Ethanol, and Water Distillation ColumnEng MohammedNo ratings yet
- Process Control and HazopDocument12 pagesProcess Control and HazopCosmin FloreaNo ratings yet
- Separation of Liquid Nitrogen and Oxygen by Cryogenic DistillationDocument9 pagesSeparation of Liquid Nitrogen and Oxygen by Cryogenic Distillationzohaib_farooqNo ratings yet
- HAZOP Neautralization ReactorDocument4 pagesHAZOP Neautralization ReactorIssyahira Ernie100% (1)
- Grain Drying and DryerDocument15 pagesGrain Drying and DryerrevandifitroNo ratings yet
- Clarifier Design Chap 11Document71 pagesClarifier Design Chap 11ngoclinh87No ratings yet
- Fta Oil+gasdistilcolumn PDFDocument7 pagesFta Oil+gasdistilcolumn PDFPrasanna GNo ratings yet
- Lecture HAZOP ExampleDocument29 pagesLecture HAZOP ExampleIbtida SultanaNo ratings yet
- Reverse Osmosis System FaridDocument30 pagesReverse Osmosis System FaridAchFaridWadjdiNo ratings yet
- Hazop Analysis Worksheet (Ammonia High Level)Document2 pagesHazop Analysis Worksheet (Ammonia High Level)Kenneth Teow100% (1)
- Hazop ExampleDocument2 pagesHazop ExampleMARCOPOLO24No ratings yet
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization SystemsDocument4 pagesRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systemsandy131078No ratings yet
- API-12J SpecificationDocument20 pagesAPI-12J Specificationgo251019920% (2)
- HAZOP Centrifuge and DryerDocument82 pagesHAZOP Centrifuge and Dryercharmerds0% (1)
- Example: HAZOP Analysis of A Fueling Terminal For A BargeDocument4 pagesExample: HAZOP Analysis of A Fueling Terminal For A BargeBharat LalNo ratings yet
- HAZOP Studies On Distillation ColumnDocument3 pagesHAZOP Studies On Distillation ColumnHaneen HamamNo ratings yet
- Hazard and Operability Studies (HAZOP) 2Document15 pagesHazard and Operability Studies (HAZOP) 2jeevanantham 5846No ratings yet
- HAZOP For Scrub ColumnDocument5 pagesHAZOP For Scrub ColumnCiXian Teoh100% (1)
- Hazop Record Form: Condensate Lines From The Condensers To The Holding TankDocument3 pagesHazop Record Form: Condensate Lines From The Condensers To The Holding Tanksajni123No ratings yet
- Gas Sweetening Units Risk Assessment Using HAZOP Procedure: Mahdi Goharrokhi Fateme Farahmand Maryam OtadiDocument5 pagesGas Sweetening Units Risk Assessment Using HAZOP Procedure: Mahdi Goharrokhi Fateme Farahmand Maryam OtadiHani Kirmani50% (2)
- HAzopDocument2 pagesHAzopMehran IsgandarliNo ratings yet
- Diagram For Exercise 2: CoolerDocument6 pagesDiagram For Exercise 2: CoolerJoão AlegretiNo ratings yet
- Nioec SP 47 29Document33 pagesNioec SP 47 29Shahram GhassemiNo ratings yet
- HazopDocument2 pagesHazopapi-292058494100% (1)
- Gas Absorption Lab ReportDocument3 pagesGas Absorption Lab ReportNur Shaffikha Azmi100% (1)
- HAZOPDocument11 pagesHAZOPNathan Naelz Sandy100% (1)
- Polymer Handbook 4th EditionDocument1 pagePolymer Handbook 4th EditionJanika KetratnkulNo ratings yet
- Hazop - Net PDFDocument9 pagesHazop - Net PDFPalash DeyNo ratings yet
- 2001 Meessen Stamicarbon Safety Aspects in Urea Plants Y2KDocument20 pages2001 Meessen Stamicarbon Safety Aspects in Urea Plants Y2Kjesus_manrique2753No ratings yet
- Useful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesDocument10 pagesUseful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesDesiree MolinaNo ratings yet
- HAZOP For Liquid ExtractionDocument1 pageHAZOP For Liquid ExtractionShahzaib Aslam Muhammad AslamNo ratings yet
- Presentation On Hazop Analysis of Cumene Process: Prof. Bhakti BapatDocument26 pagesPresentation On Hazop Analysis of Cumene Process: Prof. Bhakti BapatParth0% (1)
- Chemical Process Control Introduction Practice PDFDocument3 pagesChemical Process Control Introduction Practice PDFfaizfrasat1230% (1)
- Sampling Systems CatalogDocument18 pagesSampling Systems CatalogVipul PanchalNo ratings yet
- Case StudyDocument33 pagesCase StudyMir Hasib Ul LatifNo ratings yet
- Presentation On Utilities & Offsite Iffco, ParadeepDocument22 pagesPresentation On Utilities & Offsite Iffco, ParadeepSOCRATESNo ratings yet
- HAZOP Tutorial: Figure 1. Select Equipment and Process ParameterDocument9 pagesHAZOP Tutorial: Figure 1. Select Equipment and Process ParameterRangarirai MuswereNo ratings yet
- Dippr 801Document1 pageDippr 801kronafNo ratings yet
- HE - Set 3Document3 pagesHE - Set 3Synthia RashidNo ratings yet
- SCB Chemical Solutions - HAZOPDocument20 pagesSCB Chemical Solutions - HAZOPGuillyNo ratings yet
- HAZOP Reactor HX DistCol FlashCol Pump LPGStorageTankDocument12 pagesHAZOP Reactor HX DistCol FlashCol Pump LPGStorageTankGregory Eleazar D. AngelesNo ratings yet
- Safety and Hazard Analysis ProjectDocument16 pagesSafety and Hazard Analysis ProjectGautham Krishna KbNo ratings yet
- Economics Revision ComDocument42 pagesEconomics Revision ComSrinithy SrinivasNo ratings yet
- Using Evaporative Cooling Methods For Improving PeDocument14 pagesUsing Evaporative Cooling Methods For Improving PeDiaa GobranNo ratings yet
- Firefighting Tools J Equipment J and Apparatus 100Document9 pagesFirefighting Tools J Equipment J and Apparatus 100Eugene Alpheus AvilaNo ratings yet
- For Esg 642 PDFDocument2 pagesFor Esg 642 PDFJan HendriksNo ratings yet
- LG NeON® 2 (LG360-365N1C-N5)Document4 pagesLG NeON® 2 (LG360-365N1C-N5)Adrian GhermanNo ratings yet
- MA-RG Series: Helical-Bevel Gear Mud AgitatorDocument80 pagesMA-RG Series: Helical-Bevel Gear Mud Agitatorfeka niniNo ratings yet
- Supplementary Operating Manual KSB EthanormDocument10 pagesSupplementary Operating Manual KSB EthanormLucas Rizzardi SaldanhaNo ratings yet
- Experiment On Kinetic and Potential EnergyDocument5 pagesExperiment On Kinetic and Potential EnergyRonald GayetaNo ratings yet
- Manual GennieDocument175 pagesManual GennieLuis ZuñigaNo ratings yet
- Indian Green Building Codes Sustainability Guidelines: Assocham GemDocument30 pagesIndian Green Building Codes Sustainability Guidelines: Assocham Gemsaaanch raaj100% (1)
- Banking PDF DownloadDocument94 pagesBanking PDF DownloadVetrivelNo ratings yet
- Chap 48 PDFDocument16 pagesChap 48 PDFnelson escuderoNo ratings yet
- NRC Generic Fundamentals Examination Question Bank - PWR November 2020Document11 pagesNRC Generic Fundamentals Examination Question Bank - PWR November 2020Onimash RajuNo ratings yet
- Concepts and Issuse On Sustainable DevelopmentDocument59 pagesConcepts and Issuse On Sustainable Developmentsaren48100% (1)
- NRG DatasheetDocument6 pagesNRG Datasheetapi-170472102No ratings yet
- 10m-17local Fire Fighting SystemDocument111 pages10m-17local Fire Fighting SystemHarry HNo ratings yet
- 250 KW Ac Data SheetDocument4 pages250 KW Ac Data SheetMateen YounasNo ratings yet
- Gravity Convection OvenDocument4 pagesGravity Convection Ovensaurabh_acmasNo ratings yet
- Electric Fan Operating Instructions MODEL: R-804: CautionDocument2 pagesElectric Fan Operating Instructions MODEL: R-804: CautionmonicaNo ratings yet
- Magnetic Fied and Distance RelationDocument3 pagesMagnetic Fied and Distance RelationKhalood WaleedNo ratings yet