You might also like
- APQP ProcedureDocument9 pagesAPQP ProcedurePk Nimiwal100% (4)
- APQP ProcedureDocument9 pagesAPQP ProcedurePk Nimiwal100% (4)
- AP Macroeconomics Review Sheet 2013Document7 pagesAP Macroeconomics Review Sheet 2013Crystal Farmer100% (4)
- APQP Timing Plan TemplateDocument9 pagesAPQP Timing Plan TemplatemuthuselvanNo ratings yet
- APQP Supplier ProcedureDocument20 pagesAPQP Supplier ProcedurepharmatonNo ratings yet
- Pfmea - Aiag-VdaDocument108 pagesPfmea - Aiag-VdaGLAUCIO DOS SANTOS SILVANo ratings yet
- APQP Sample FormatDocument32 pagesAPQP Sample FormatManigandan RNo ratings yet
- P-PRD-04 Initial Flow ControlDocument4 pagesP-PRD-04 Initial Flow ControlPk NimiwalNo ratings yet
- Action Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableDocument39 pagesAction Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableSanjay KumarNo ratings yet
- PFMEA AIAG VDA Heading Hints PDFDocument1 pagePFMEA AIAG VDA Heading Hints PDFRamdas PaithankarNo ratings yet
- ? What Are The Existing Controls, Ns What Are The Actions ForDocument10 pages? What Are The Existing Controls, Ns What Are The Actions ForPk NimiwalNo ratings yet
- MRM FormatDocument3 pagesMRM FormatPk NimiwalNo ratings yet
- MSIL Audit Cheklist 16Document22 pagesMSIL Audit Cheklist 16Pravin Balasaheb GunjalNo ratings yet
- PDF Process Audit Vda 63Document9 pagesPDF Process Audit Vda 63Shahrazed ZineNo ratings yet
- Attribute MSA TrainingDocument21 pagesAttribute MSA TrainingDisha ShahNo ratings yet
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSantosh TiwariNo ratings yet
- APQP Final ProcedureDocument9 pagesAPQP Final ProcedurePk NimiwalNo ratings yet
- Detailed Lesson Plan in TLEDocument7 pagesDetailed Lesson Plan in TLEma kathrine cecille macapagalNo ratings yet
- T12 Core Tools - The Alphabet Soup of APQP, PPAP, FMEA, SPC and MSA - JD Marhevko PDFDocument70 pagesT12 Core Tools - The Alphabet Soup of APQP, PPAP, FMEA, SPC and MSA - JD Marhevko PDFrakshithNo ratings yet
- Guideline 4M Change MatrixDocument3 pagesGuideline 4M Change MatrixAman JasujaNo ratings yet
- Quality Evaluation, Problem and Follow Up Results Pdca FormatDocument1 pageQuality Evaluation, Problem and Follow Up Results Pdca FormatPk Nimiwal100% (1)
- 1 2 3 - 4M Change Part TagDocument4 pages1 2 3 - 4M Change Part TagIt's me DJNo ratings yet
- Iatf ActivitiesDocument6 pagesIatf ActivitiesWizard tube and Engineered componentNo ratings yet
- Company Name: Engineering Location: Customer Name: Model Year / PlatformDocument45 pagesCompany Name: Engineering Location: Customer Name: Model Year / Platformsuresh kumar0% (1)
- Judicial & Bar CouncilDocument3 pagesJudicial & Bar Councilmitch galaxNo ratings yet
- Copy of APQP Check List - Ford (Blank)Document9 pagesCopy of APQP Check List - Ford (Blank)feiraluremaNo ratings yet
- Aum Prasad Casting PVT LTD: 1. Types of Audit 2. Objectives Overview 3. Introduction To Clauses. 4. Conducting AuditDocument24 pagesAum Prasad Casting PVT LTD: 1. Types of Audit 2. Objectives Overview 3. Introduction To Clauses. 4. Conducting AuditpraveenNo ratings yet
- PPAP - 4th Edition - Course MaterialDocument18 pagesPPAP - 4th Edition - Course MaterialMy Dad My WorldNo ratings yet
- Apqp Activities MatrixDocument7 pagesApqp Activities MatrixPk Nimiwal100% (1)
- TEAM fEASIBILITYDocument2 pagesTEAM fEASIBILITYPk NimiwalNo ratings yet
- List of Documents IATF 16949 Documentation Toolkit EN PDFDocument4 pagesList of Documents IATF 16949 Documentation Toolkit EN PDFRahul SharmaNo ratings yet
- APQP Responsibility MatrixDocument3 pagesAPQP Responsibility MatrixSuraj RawatNo ratings yet
- Core ToolsDocument1 pageCore Toolsbil bilNo ratings yet
- 14-QSP - 59 Procedure For Temporary Change of Process Controls PDFDocument1 page14-QSP - 59 Procedure For Temporary Change of Process Controls PDFsahyadri engineersNo ratings yet
- GP-9 Process Control Plan Audit Summary SheetDocument5 pagesGP-9 Process Control Plan Audit Summary SheetAsifNo ratings yet
- CSR Matrix For RefDocument6 pagesCSR Matrix For RefBard Z8No ratings yet
- Attribute MSA 4th EditionDocument4 pagesAttribute MSA 4th EditionSachin RamdurgNo ratings yet
- 5M CHANGE ProcedureDocument8 pages5M CHANGE ProcedurePk Nimiwal100% (1)
- Pecb Iatf 16949 Lead Auditor Exam Preparation GuideDocument14 pagesPecb Iatf 16949 Lead Auditor Exam Preparation GuideR.BALASUBRAMANI100% (1)
- GM SQD Bulletin 1927 36 2018Document3 pagesGM SQD Bulletin 1927 36 2018Oscar DiazNo ratings yet
- Clause Matrix Iatf 16949Document10 pagesClause Matrix Iatf 16949ikesh mNo ratings yet
- FortiNAC High AvailabilityDocument55 pagesFortiNAC High Availabilitydropbox100% (1)
- VSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingDocument1 pageVSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingrakeshNo ratings yet
- Manufacturing Process AuditDocument1 pageManufacturing Process AuditSachin Kumbhar100% (1)
- Fmea Vda AiagDocument63 pagesFmea Vda AiagfquysxlahyytpxpwgqNo ratings yet
- IATF 16949 Types of AuditsDocument32 pagesIATF 16949 Types of AuditsJohn OoNo ratings yet
- APQP+PPAP QuestionnaireDocument3 pagesAPQP+PPAP Questionnaireamit02mech0% (1)
- Post Exam IATF AwarenessDocument1 pagePost Exam IATF Awarenessnichecon1No ratings yet
- Clause Map - IATF 16949:2016 To ISO/TS 16949:2009Document5 pagesClause Map - IATF 16949:2016 To ISO/TS 16949:2009Navnath TamhaneNo ratings yet
- Project Checklist For IATF 16949:2016 Implementation: Implementation Phases Tasks DoneDocument2 pagesProject Checklist For IATF 16949:2016 Implementation: Implementation Phases Tasks DoneNikita Fatah EntingNo ratings yet
- Procedure: Measurement System Analysis ExecutionDocument1 pageProcedure: Measurement System Analysis Executionaslam100% (1)
- Project Handling ProcedureDocument8 pagesProject Handling ProcedurePk NimiwalNo ratings yet
- Customer Specific Requirment - 2021-22 - TML CSR Rev04Document5 pagesCustomer Specific Requirment - 2021-22 - TML CSR Rev04Ali MujawarNo ratings yet
- QAF12 Process Audit Rev 09Document4 pagesQAF12 Process Audit Rev 09ukavathekarNo ratings yet
- Printout Final IATF 16949 2016 - Key ChangesDocument89 pagesPrintout Final IATF 16949 2016 - Key ChangesSudhagar100% (3)
- Grade 6 First Periodical Test in EPPDocument6 pagesGrade 6 First Periodical Test in EPPPrecilla Halago88% (8)
- FMEA & Cost of Quality (COQ) Analysis Tool: EXAMPLE: Current StateDocument51 pagesFMEA & Cost of Quality (COQ) Analysis Tool: EXAMPLE: Current StateDerecichei SergiuNo ratings yet
- Supplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsDocument4 pagesSupplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsOmkar waghuleNo ratings yet
- Final - Awareness For IATF 16949Document39 pagesFinal - Awareness For IATF 16949Hem Upadhyay100% (1)
- PFMEA SampleDocument24 pagesPFMEA SamplePk Nimiwal67% (3)
- IATF 16949 List of Mandatory DocumentsDocument2 pagesIATF 16949 List of Mandatory DocumentsLuis Alejandro67% (6)
- IATF Implementation Plan and Co-Ordinator RolesDocument3 pagesIATF Implementation Plan and Co-Ordinator RolesKumaravel50% (2)
- Wi SPCDocument4 pagesWi SPCSujeet Kumar100% (1)
- IATF 16949 2016 Mandatory ProcedureDocument1 pageIATF 16949 2016 Mandatory Procedureshivendrakumar100% (3)
- In The Garden of Beasts by Erik Larson - Reading Group GuideDocument9 pagesIn The Garden of Beasts by Erik Larson - Reading Group GuideCrown Publishing Group100% (1)
- Layered Audit ChecklistDocument4 pagesLayered Audit ChecklistNavnath TamhaneNo ratings yet
- Mechanic of Solid and Shells PDFDocument521 pagesMechanic of Solid and Shells PDFKomarudinNo ratings yet
- Master TimingDocument4 pagesMaster TimingPk NimiwalNo ratings yet
- Automotive Quality Management System Manual: Century Metal Recycling LimitedDocument7 pagesAutomotive Quality Management System Manual: Century Metal Recycling LimitedsunilNo ratings yet
- IATF 16949 DocumenDocument1 pageIATF 16949 Documenpunitg_2No ratings yet
- Clausul IATFDocument8 pagesClausul IATFAhmad ZainuddinNo ratings yet
- Gap Analysis IATF 16949Document15 pagesGap Analysis IATF 16949Elena BabinetchiNo ratings yet
- VDA 6.3 Process Audit and Checklist For The Car Industry - NimonikAppDocument6 pagesVDA 6.3 Process Audit and Checklist For The Car Industry - NimonikApprodolfo barbosaNo ratings yet
- ISO9 - IATF16 - Combo - GAP - March - 2017 - 1Document100 pagesISO9 - IATF16 - Combo - GAP - March - 2017 - 1Bruce GilchristNo ratings yet
- ISO-TS 16949 Practice TestDocument18 pagesISO-TS 16949 Practice TestManan Bakshi100% (1)
- Amigurumi Angel FishDocument3 pagesAmigurumi Angel FishcapricorntranNo ratings yet
- Gauge Repeatablity & Reproduciblity With Part Variation (10 Parts, 3 Appraisers & 3 Trials)Document1 pageGauge Repeatablity & Reproduciblity With Part Variation (10 Parts, 3 Appraisers & 3 Trials)Pk NimiwalNo ratings yet
- Test Request Form 2021Document2 pagesTest Request Form 2021Pk NimiwalNo ratings yet
- Target For ProductivityDocument1 pageTarget For ProductivityPk NimiwalNo ratings yet
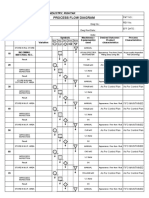
- Process Flow Diagram: M/S: Shree Ram Engineering Industry, RohtakDocument2 pagesProcess Flow Diagram: M/S: Shree Ram Engineering Industry, RohtakPk NimiwalNo ratings yet
- Packaging Details: Vendor Name & AddressDocument4 pagesPackaging Details: Vendor Name & AddressPk NimiwalNo ratings yet
- 1) PPAP YHA VIBRACOUSTIC Production)Document31 pages1) PPAP YHA VIBRACOUSTIC Production)Pk NimiwalNo ratings yet
- ABS Completed Recipt of Enquiry / Drawing Along With Spec DRG./ Ref. Sample No Action Required, Activity Finished As Per PlanDocument3 pagesABS Completed Recipt of Enquiry / Drawing Along With Spec DRG./ Ref. Sample No Action Required, Activity Finished As Per PlanPk NimiwalNo ratings yet
- MSA PlanDocument1 pageMSA PlanPk NimiwalNo ratings yet
- Rev - No. Date: S.no. Process Stage Potential Failure Potential Cause of Failure PreventionDocument3 pagesRev - No. Date: S.no. Process Stage Potential Failure Potential Cause of Failure PreventionPk NimiwalNo ratings yet
- History Sheet: History of Production SpecificationsDocument4 pagesHistory Sheet: History of Production SpecificationsPk NimiwalNo ratings yet
- 53 MSA PlanDocument2 pages53 MSA PlanPk NimiwalNo ratings yet
- 5M Change SheetDocument7 pages5M Change SheetPk NimiwalNo ratings yet
- 5M TagDocument1 page5M TagPk NimiwalNo ratings yet
- Change Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NameDocument2 pagesChange Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NamePk NimiwalNo ratings yet
- Jimmy Lim 2Document33 pagesJimmy Lim 2Ramsraj100% (1)
- Thesis Ankit Yadav (12BBT0021)Document72 pagesThesis Ankit Yadav (12BBT0021)AnkitMohilNo ratings yet
- Oktoberfest ReportDocument28 pagesOktoberfest ReportUvin RanaweeraNo ratings yet
- For Larger Pictures and More Information, Please VisitDocument4 pagesFor Larger Pictures and More Information, Please VisitArun kumarNo ratings yet
- TQ G10 POST TEST CompleteDocument2 pagesTQ G10 POST TEST CompleteLorenz Gallo VillaseranNo ratings yet
- Larranaga V CADocument15 pagesLarranaga V CAKhay AnnNo ratings yet
- Decision Mathematics D1 January 2023 Question Paper Wdm11-01-Que-20230126Document28 pagesDecision Mathematics D1 January 2023 Question Paper Wdm11-01-Que-20230126VisakaNo ratings yet
- Noda 1996Document5 pagesNoda 1996Enthroned BlessedNo ratings yet
- Loading Ericsson GPEH Files - Into ANALYZER - Tech NotesDocument9 pagesLoading Ericsson GPEH Files - Into ANALYZER - Tech Notesbmaia18No ratings yet
- Ash Behaviour of Lignocellulosic Biomass in BFB Combustion - Fuel Vol 85 - Issue 9Document9 pagesAsh Behaviour of Lignocellulosic Biomass in BFB Combustion - Fuel Vol 85 - Issue 9Eduardo DreifusNo ratings yet
- 1.10 2.30 20-10betway - Odds FilterDocument2 pages1.10 2.30 20-10betway - Odds FilterFrancescoNo ratings yet
- Application For Stay of Proceedings - Form 20Document3 pagesApplication For Stay of Proceedings - Form 20Serzan HassnarNo ratings yet
- Spectra of ComplexesDocument41 pagesSpectra of ComplexesSheena GagarinNo ratings yet
- Introduction To Agriculturemodule Week OneDocument7 pagesIntroduction To Agriculturemodule Week OneJeric BorjaNo ratings yet
- High School Religious Education Curriculum Framework From USCCBDocument59 pagesHigh School Religious Education Curriculum Framework From USCCBBenj EspirituNo ratings yet
- Umali V EstanislaoDocument2 pagesUmali V EstanislaoVian O.No ratings yet
- Dizon v. Court of AppealsDocument9 pagesDizon v. Court of AppealsAgus DiazNo ratings yet
- Teachnology RubricsDocument2 pagesTeachnology RubricsGenevieve MainitNo ratings yet
- Matlab TutorialDocument182 pagesMatlab TutorialSajjad Pasha MohammadNo ratings yet
- Different Parts of The Engine and Their Function Explained in Detail Notes PDF (PDFDrive)Document20 pagesDifferent Parts of The Engine and Their Function Explained in Detail Notes PDF (PDFDrive)Andres RvNo ratings yet
- SEMINARS AND FIELDTRIPS (59041, 59042, 59071) : Electronics Engineering DepartmentDocument3 pagesSEMINARS AND FIELDTRIPS (59041, 59042, 59071) : Electronics Engineering DepartmentDaniel TamisenNo ratings yet
- Lab 2 (Methods, Classes)Document23 pagesLab 2 (Methods, Classes)Skizzo PereñaNo ratings yet