You might also like
- 14 Free Crochet Hat Patterns Crochet Beanie Hats Crochet Cap Patterns and More PDFDocument65 pages14 Free Crochet Hat Patterns Crochet Beanie Hats Crochet Cap Patterns and More PDFIvete Pinto100% (6)
- JIS ThreadsDocument7 pagesJIS Threadsthailan0% (1)
- Crochet Pattern: Designed By: Pinky Pinky BlueDocument16 pagesCrochet Pattern: Designed By: Pinky Pinky BlueZaira Ortiz100% (2)
- Steel SectionsDocument33 pagesSteel Sectionssam_antony2005No ratings yet
- Roller Cone TrainingDocument86 pagesRoller Cone TrainingSlim.BNo ratings yet
- Snake Pattern 3Document6 pagesSnake Pattern 3Andrea CisnerosNo ratings yet
- US Knitting Pattern Outfit Basic Aran Cardigan PolushkaBunnyDocument13 pagesUS Knitting Pattern Outfit Basic Aran Cardigan PolushkaBunnyHermencia CortesNo ratings yet
- Miniaturecoraline MissgurumiiDocument12 pagesMiniaturecoraline Missgurumiixyna1423100% (2)
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Indian Nonveg Recipes (9xmobi - Com)Document20 pagesIndian Nonveg Recipes (9xmobi - Com)bhuppi0802No ratings yet
- Sam Bigotes EnglishDocument11 pagesSam Bigotes Englishcristina cuadrado100% (4)
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Document4 pagesSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowo100% (2)
- Design Calculation For Anchor Chair API 650Document1 pageDesign Calculation For Anchor Chair API 650Mohammed Faizal Nv100% (2)
- Sheet Metal Design ConsiderationsDocument3 pagesSheet Metal Design ConsiderationsVino KumarNo ratings yet
- Jan Klingelnberg (Eds.) - Bevel Gear - Fundamentals and Applications-Springer Vieweg (2016) PDFDocument358 pagesJan Klingelnberg (Eds.) - Bevel Gear - Fundamentals and Applications-Springer Vieweg (2016) PDFHenry León Henao80% (5)
- Sumitomo Catalogue 2020-2021 enDocument652 pagesSumitomo Catalogue 2020-2021 enDuc HoangNo ratings yet
- Baseplate MonorailDocument31 pagesBaseplate Monorailmohamad chandraNo ratings yet
- Riken Europe Rew01Document160 pagesRiken Europe Rew01Dario Antonio Manjarrés Ariza100% (1)
- General Tolerances DIN ISO 2768Document2 pagesGeneral Tolerances DIN ISO 2768Vasil Gospodinov79% (24)
- General Tolerances DIN ISO 2768Document2 pagesGeneral Tolerances DIN ISO 2768Vasil Gospodinov79% (24)
- Gear Design CalcDocument2 pagesGear Design Calcomprakashd4196No ratings yet
- 0 Mechanics of Metal Cutting-120102095453-Phpapp01Document33 pages0 Mechanics of Metal Cutting-120102095453-Phpapp01VenkateshYadavCivarlaNo ratings yet
- Tiny Tulip by P4P A4 Paper SizeDocument38 pagesTiny Tulip by P4P A4 Paper SizeWendy WenNo ratings yet
- Building Material - Timber & WoodDocument47 pagesBuilding Material - Timber & WoodSaurav ShresthaNo ratings yet
- EstrellaWarAandS CardweavingDocDocument19 pagesEstrellaWarAandS CardweavingDocHeather Jeffcott100% (3)
- Full Name Contact No. CityDocument335 pagesFull Name Contact No. CitySatyam TejiNo ratings yet
- QUEST® Parts List PDFDocument332 pagesQUEST® Parts List PDFMontserrat GuNo ratings yet
- Projectile LoomDocument23 pagesProjectile Loommehedi111560% (5)
- Riken Europe Vol.01Document140 pagesRiken Europe Vol.01miguelNo ratings yet
- Catalogue 2022 2023 en CompressedDocument731 pagesCatalogue 2022 2023 en CompressedLucija KrklecNo ratings yet
- 429 U Tung AluMillDocument12 pages429 U Tung AluMillDANIEL MANRIQUEZ FAVILANo ratings yet
- Sheet Metal Die CalculationDocument5 pagesSheet Metal Die CalculationMahmoud ShabanNo ratings yet
- End Mill Construction: View B-B View A-ADocument1 pageEnd Mill Construction: View B-B View A-AOGUZ KURTNo ratings yet
- Tapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDocument3 pagesTapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesPritishNo ratings yet
- NJ 2315 ECP: Cylindrical Roller Bearings, Single RowDocument4 pagesNJ 2315 ECP: Cylindrical Roller Bearings, Single RowBouslimi SouhaibNo ratings yet
- Sheet To Calculate Crack Width: CR CR PerDocument1 pageSheet To Calculate Crack Width: CR CR PerOuseppachan AmbookenNo ratings yet
- Prob 09-49Document1 pageProb 09-49megullNo ratings yet
- 4.3 Hole Making Design Concept DrillingDocument44 pages4.3 Hole Making Design Concept DrillingjssrikantamurthyNo ratings yet
- Cross-Section Properties: GeometryDocument2 pagesCross-Section Properties: GeometryMario ŽupanićNo ratings yet
- 7411-B-XL-MP: Angular Contact Ball BearingDocument1 page7411-B-XL-MP: Angular Contact Ball BearingMahdi PiranhaNo ratings yet
- NJ 2313 ECP: Cylindrical Roller Bearings, Single RowDocument4 pagesNJ 2313 ECP: Cylindrical Roller Bearings, Single RowWildan PriatnaNo ratings yet
- Wear Sleeves, SKF Speedi-Sleeve: DimensionsDocument2 pagesWear Sleeves, SKF Speedi-Sleeve: DimensionsP S VenkateshNo ratings yet
- Wear Sleeves, SKF Speedi-Sleeve: DimensionsDocument2 pagesWear Sleeves, SKF Speedi-Sleeve: DimensionsP S VenkateshNo ratings yet
- Profile ParametersDocument2 pagesProfile ParametersLuísa SantosNo ratings yet
- Content PDF 1Document15 pagesContent PDF 1jesbmnNo ratings yet
- 11 Threadings UpdDocument33 pages11 Threadings UpdMarco RicardNo ratings yet
- NKX 60 Z - Combined Needle Roller - Thrust Ball Bearings - SKFDocument5 pagesNKX 60 Z - Combined Needle Roller - Thrust Ball Bearings - SKFCrazy FrogNo ratings yet
- Cross-Section Properties: GeometryDocument2 pagesCross-Section Properties: GeometryJustin WebbNo ratings yet
- Datasheet Mola de Torção 16161RDocument1 pageDatasheet Mola de Torção 16161RBruno SantosNo ratings yet
- Ipn 80Document2 pagesIpn 80mostafa ibrahimNo ratings yet
- 4597 AAB SC 07 Addendum 2 R0v0 15Document1 page4597 AAB SC 07 Addendum 2 R0v0 15danieldumapitNo ratings yet
- 02tap Chamfer FormsDocument9 pages02tap Chamfer FormsdiaboloboyNo ratings yet
- SheaveDocument1 pageSheaveDavicho Cisterna AguayoNo ratings yet
- Cleat Angle ConnectionDocument13 pagesCleat Angle ConnectionMadhubalan AlagarNo ratings yet
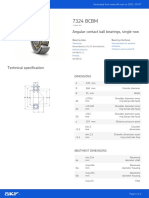
- 7324 BCBM: Angular Contact Ball Bearings, Single RowDocument4 pages7324 BCBM: Angular Contact Ball Bearings, Single RowMohamed AliNo ratings yet
- Cross-Section Properties: GeometryDocument2 pagesCross-Section Properties: GeometryAli EbNo ratings yet
- General Principles of Drawing & SafetyDocument25 pagesGeneral Principles of Drawing & SafetyramlakhanNo ratings yet
- Drawing Puzzolana - 180 EHDDocument1 pageDrawing Puzzolana - 180 EHDpmf engineering limitedNo ratings yet
- Sikb 18 F: Rod Ends With A Female ThreadDocument3 pagesSikb 18 F: Rod Ends With A Female ThreadHari KiranNo ratings yet
- Pile & Pilecaps Design Group 3 & 4Document23 pagesPile & Pilecaps Design Group 3 & 4bhupesh kumarNo ratings yet
- NN3030-AS-K-M-SP: Cylindrical Roller BearingDocument1 pageNN3030-AS-K-M-SP: Cylindrical Roller Bearingsuresh muthuramanNo ratings yet
- Symbols and Nota Ons (BS) : Material Proper EsDocument1 pageSymbols and Nota Ons (BS) : Material Proper EsdanieldumapitNo ratings yet
- NKXR 40 Z - Combined Needle Roller - Cylindrical Roller Thrust Bearings - SKFDocument5 pagesNKXR 40 Z - Combined Needle Roller - Cylindrical Roller Thrust Bearings - SKFCrazy FrogNo ratings yet
- 604-2Z Deep Groove Ball Bearings - 20210902Document4 pages604-2Z Deep Groove Ball Bearings - 20210902meen87No ratings yet
- UB 406x178x85: Cross-Section PropertiesDocument2 pagesUB 406x178x85: Cross-Section PropertiesSolomon Ndugwa BalemeziNo ratings yet
- Appendix B: Dudley Engineering Company Summer Sheet For 16/49 Teeth, Straight Bevel Gear SetDocument3 pagesAppendix B: Dudley Engineering Company Summer Sheet For 16/49 Teeth, Straight Bevel Gear SetCarlos GonzalesNo ratings yet
- Steel HandbbokDocument420 pagesSteel HandbbokMJ100% (1)
- Formulas de Toreado MetricoDocument1 pageFormulas de Toreado MetricoJean Paul Giraldo SpatolaNo ratings yet
- NKXR 45 - Combined Needle Roller - Cylindrical Roller Thrust Bearings - SKFDocument5 pagesNKXR 45 - Combined Needle Roller - Cylindrical Roller Thrust Bearings - SKFCrazy FrogNo ratings yet
- Cleat Angle ConnectionDocument38 pagesCleat Angle ConnectionMadhubalan AlagarNo ratings yet
- Deep Hole Machining ENGDocument150 pagesDeep Hole Machining ENGCristian Fuentes100% (1)
- 7214-B-XL-MP-UA: Angular Contact Ball BearingDocument2 pages7214-B-XL-MP-UA: Angular Contact Ball Bearingib.kuchingNo ratings yet
- MP Book ForewordDocument2 pagesMP Book ForewordДмитро КняжицькийNo ratings yet
- Scheda BocchiniDocument5 pagesScheda BocchiniLillo GuglielmiNo ratings yet
- AceMicromatic Group Machine Restart GuideDocument56 pagesAceMicromatic Group Machine Restart Guideshri mayuramNo ratings yet
- PGSL 0313 en en-US PDFDocument590 pagesPGSL 0313 en en-US PDFR GanesanNo ratings yet
- Sinumerik 828DDocument11 pagesSinumerik 828Dshri mayuramNo ratings yet
- Press Setting NotesDocument8 pagesPress Setting Notesshri mayuramNo ratings yet
- SS A25 Manual Operating Procedure PDFDocument11 pagesSS A25 Manual Operating Procedure PDFshri mayuramNo ratings yet
- B PDFDocument127 pagesB PDFshri mayuramNo ratings yet
- 3 Carpentry Technology 1Document7 pages3 Carpentry Technology 1Czar InaNo ratings yet
- 13 Residential Timber Decks Close Ground FinalDocument3 pages13 Residential Timber Decks Close Ground FinalAnkit0132No ratings yet
- Milling MachineDocument10 pagesMilling MachineNEF RIDERSNo ratings yet
- Manuale 43631P000Document20 pagesManuale 43631P000kinkywoodesignNo ratings yet
- Drawing Instruments, Materials and EquipmentDocument21 pagesDrawing Instruments, Materials and Equipmentcrydocom100% (1)
- Vasant Kothari - Sourcing It RightDocument7 pagesVasant Kothari - Sourcing It RightsatexNo ratings yet
- All Lines Fish BoneDocument12 pagesAll Lines Fish BoneMd Azhar ImamNo ratings yet
- Science Quarter 1 Lesson 10 Day 4Document24 pagesScience Quarter 1 Lesson 10 Day 4Lizbeth Edralinda-martinezNo ratings yet
- Saturday Morning Pullover: Free Knitting PatternDocument9 pagesSaturday Morning Pullover: Free Knitting PatternVeronica SchmalzNo ratings yet
- ITMA Visit Report - June - 2019 Non Wovens - Braided Yarn - Testing Instruments 1.0 Non Wovens 1.1 DiloDocument5 pagesITMA Visit Report - June - 2019 Non Wovens - Braided Yarn - Testing Instruments 1.0 Non Wovens 1.1 DiloPadmanaban PasuvalingamNo ratings yet
- Rosalinda SamongDocument1 pageRosalinda SamongRosalindaNo ratings yet
- GI Tag To Two Products: Why in NewsDocument2 pagesGI Tag To Two Products: Why in NewsAshkar ChandraNo ratings yet
- Fanni Jori PortfolioDocument2 pagesFanni Jori Portfolioapi-478567704No ratings yet
- Loot TablesDocument35 pagesLoot Tablesdr twatNo ratings yet
- RJS Pattern Making NewDocument23 pagesRJS Pattern Making NewRam Janm SinghNo ratings yet
- Yarn StandardsDocument1 pageYarn StandardsDeborahNo ratings yet
- Boy in Striped Narrative Voice WorksheetDocument3 pagesBoy in Striped Narrative Voice WorksheetJonathan FreinbergNo ratings yet