You might also like
- Specification For Concrete Crack RepairDocument12 pagesSpecification For Concrete Crack Repairnurhidayah218No ratings yet
- CCTV Testing and Commissioning Pre-Check List (ID 1506)Document1 pageCCTV Testing and Commissioning Pre-Check List (ID 1506)nsadnan67% (3)
- The Effect of Erodent Particle Hardness On The Erosion of Stainless SteelDocument6 pagesThe Effect of Erodent Particle Hardness On The Erosion of Stainless SteelMouna KallelNo ratings yet
- A Comparison of Laboratory Abrasion and Field Wear ResultsDocument11 pagesA Comparison of Laboratory Abrasion and Field Wear ResultschrisnnnNo ratings yet
- Writing Your First Ibm Universe Application: A U2Ug Learner Pack GuideDocument83 pagesWriting Your First Ibm Universe Application: A U2Ug Learner Pack GuideM VIJAYARAJNo ratings yet
- Project Consent FormDocument4 pagesProject Consent FormJackie ChenNo ratings yet
- Laguna Camacho2013Document8 pagesLaguna Camacho2013Saravanakumar DhanasekaranNo ratings yet
- J Wear 2010 12 018Document7 pagesJ Wear 2010 12 018jovaniNo ratings yet
- Surface Crack Initiation Phenomenon in Very High Cycle Fatigue Muhammadkashif Khan Qingyuan WangDocument10 pagesSurface Crack Initiation Phenomenon in Very High Cycle Fatigue Muhammadkashif Khan Qingyuan WangThanh Duc NguyenNo ratings yet
- Wang 2013Document5 pagesWang 2013Nawal ZafarNo ratings yet
- Erosion-Corrosion Resistance of Engineering Materials in Various Test ConditionsDocument11 pagesErosion-Corrosion Resistance of Engineering Materials in Various Test ConditionsYesy ConstanteNo ratings yet
- Electrochemical Techniques For Studying Tribocorrosion ProcessesDocument10 pagesElectrochemical Techniques For Studying Tribocorrosion ProcessesRaul MoraNo ratings yet
- Comparative Study of Slurry Erosion Behaviour On SS304 and SS202 in A Slurry Erosion Test Pot Rig Under Different Operating ParametersDocument6 pagesComparative Study of Slurry Erosion Behaviour On SS304 and SS202 in A Slurry Erosion Test Pot Rig Under Different Operating ParametersRajkumar MuthumanickamNo ratings yet
- Progress in Natural Science: Materials International: Original ResearchDocument8 pagesProgress in Natural Science: Materials International: Original ResearchOsman ErsanNo ratings yet
- Investigation of The Sliding Contact Properties of WC-Co Hard Metals Using Nanoscratch TestingDocument8 pagesInvestigation of The Sliding Contact Properties of WC-Co Hard Metals Using Nanoscratch Testingkannanmech87No ratings yet
- Author's Accepted ManuscriptDocument43 pagesAuthor's Accepted ManuscriptNikhilNo ratings yet
- 2019-Magnol Et Al-Tribological Characterization of Jaspilite by Lin...Document9 pages2019-Magnol Et Al-Tribological Characterization of Jaspilite by Lin...Diego MartinezNo ratings yet
- R. Priya, C. Mallika, U. Kamachi Mudali: ArticleinfoDocument11 pagesR. Priya, C. Mallika, U. Kamachi Mudali: ArticleinfoMarioNo ratings yet
- Al-Khatib2005friction of StainlessDocument10 pagesAl-Khatib2005friction of StainlessLalo MojicaNo ratings yet
- Shaking Table Test of A Reduced-Scale Structure With Copper-Based Sma Energy Dissipation DevicesDocument11 pagesShaking Table Test of A Reduced-Scale Structure With Copper-Based Sma Energy Dissipation Devicesr3dh34rtNo ratings yet
- Oliveira 2015Document10 pagesOliveira 2015HassenKhlifiNo ratings yet
- Erosion-Corrosion Behavior of Electrodeposited Amorphous Ni-W-P Coating in Saline-Sand S...Document9 pagesErosion-Corrosion Behavior of Electrodeposited Amorphous Ni-W-P Coating in Saline-Sand S...Kakara SripushpaNo ratings yet
- 431 AISI 321 en Acido SulfuricoDocument4 pages431 AISI 321 en Acido Sulfuricocarlos sotoNo ratings yet
- Two-Body Wear Comparison of Zirconia Crown, Gold Crown, and Enamel Against ZirconiaDocument8 pagesTwo-Body Wear Comparison of Zirconia Crown, Gold Crown, and Enamel Against ZirconiaJuan Andres EspinozaNo ratings yet
- Investigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesDocument7 pagesInvestigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesTrishul SampathNo ratings yet
- Hydrogen Embrittlement Behavior at Different Strain Rates in Low Carbon Martensitic SteelDocument4 pagesHydrogen Embrittlement Behavior at Different Strain Rates in Low Carbon Martensitic SteelSinan ChenNo ratings yet
- Corrosion Science: Sang Mok Lee, Wan Gyu Lee, Yeong Ho Kim, Ho JangDocument6 pagesCorrosion Science: Sang Mok Lee, Wan Gyu Lee, Yeong Ho Kim, Ho JangAamir FarooqNo ratings yet
- International Communications in Heat and Mass Transfer: Yida Liu, Yong Zou, Liang Zhao, Wen Liu, Lin ChengDocument4 pagesInternational Communications in Heat and Mass Transfer: Yida Liu, Yong Zou, Liang Zhao, Wen Liu, Lin ChengSongyuan Geng (George)No ratings yet
- Structural Characterization of Wear Debris Produced During Friction Between Two Austenitic Stainless Steel AntagonistsDocument6 pagesStructural Characterization of Wear Debris Produced During Friction Between Two Austenitic Stainless Steel AntagonistsrattayyaNo ratings yet
- Cryogenic Diamond Turning Stainless SteelDocument5 pagesCryogenic Diamond Turning Stainless SteelAynamawNo ratings yet
- Joshi 2012 J. Phys. Conf. Ser. 390 012038Document9 pagesJoshi 2012 J. Phys. Conf. Ser. 390 012038Mauricio García CamachoNo ratings yet
- 01 Zona MarcadaDocument6 pages01 Zona MarcadaJhonNo ratings yet
- 1 s2.0 S0169433299003505 MainDocument18 pages1 s2.0 S0169433299003505 Mainyasemin gencbayNo ratings yet
- 10.1515 - Rams 2021 0061Document10 pages10.1515 - Rams 2021 0061Bùi Anh Tuấn - CĐ Lý Tự Trọng TP. HCMNo ratings yet
- Nace 05020099Document12 pagesNace 05020099Rob MuggletonNo ratings yet
- V. Heino, M. Kallio, K. Valtonen, V.-T. Kuokkala: ArticleinfoDocument7 pagesV. Heino, M. Kallio, K. Valtonen, V.-T. Kuokkala: ArticleinfojoeljNo ratings yet
- Effect of Water Jet Peening Using Ultraso - 2018 - International Journal of LighDocument6 pagesEffect of Water Jet Peening Using Ultraso - 2018 - International Journal of LighRaka Dika9No ratings yet
- 1 s2.0 S0263436823000872 MainDocument11 pages1 s2.0 S0263436823000872 MainRaphaël ROYERNo ratings yet
- Garza Mendez 2007Document4 pagesGarza Mendez 2007fiestapaganaNo ratings yet
- Interpretation of Electrochemical Measurements Made During Micro Scale Abrasion CorrosionDocument10 pagesInterpretation of Electrochemical Measurements Made During Micro Scale Abrasion CorrosionJesus ZilchNo ratings yet
- Spectral Analysis of Ultrasonic Lamb Waves Applied PDFDocument11 pagesSpectral Analysis of Ultrasonic Lamb Waves Applied PDFBung 'ONo ratings yet
- Tribological and Corrosion Behavior of HVOF Sprayed WC Co Based Composite Coatings in Simulated Mine Water Environments-1Document13 pagesTribological and Corrosion Behavior of HVOF Sprayed WC Co Based Composite Coatings in Simulated Mine Water Environments-1grokking StuffNo ratings yet
- Corrosion Protection of Rock Bolts by Epoxy CoatingDocument9 pagesCorrosion Protection of Rock Bolts by Epoxy CoatingVinnie HungNo ratings yet
- Full Text 01Document170 pagesFull Text 01123456No ratings yet
- An Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicDocument12 pagesAn Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicsaatehNo ratings yet
- Investigation of The Time-Dependent Wear Behavior of Veneering Ceramic in Porcelain Fused To Metal Crowns During Chewing SimulationsDocument10 pagesInvestigation of The Time-Dependent Wear Behavior of Veneering Ceramic in Porcelain Fused To Metal Crowns During Chewing SimulationsMartha Gabriela SanchezNo ratings yet
- J Ijimpeng 2012 08 005Document10 pagesJ Ijimpeng 2012 08 005Diego Andres Rubio ContrerasNo ratings yet
- Thin-Walled Structures: Tohid Ghanbari Ghazijahani, Hui Jiao, Damien HollowayDocument8 pagesThin-Walled Structures: Tohid Ghanbari Ghazijahani, Hui Jiao, Damien HollowayMahmoud MahalawyNo ratings yet
- The Hardness of Solids: Home Search Collections Journals About Contact Us My IopscienceDocument36 pagesThe Hardness of Solids: Home Search Collections Journals About Contact Us My IopscienceKalinga BalNo ratings yet
- Hardness TestingDocument8 pagesHardness TestingengkankwNo ratings yet
- WEAR-Tribocorrosion Behaviour of Mooring HSLA Steels in Synthetic Seawater - Ainara - Wear2015Document10 pagesWEAR-Tribocorrosion Behaviour of Mooring HSLA Steels in Synthetic Seawater - Ainara - Wear2015José Luis Arana BilbaoNo ratings yet
- P Diffusion Welding of Commercial Aluminum To Carbon Steel: Hassan Abdellatif OsmanDocument4 pagesP Diffusion Welding of Commercial Aluminum To Carbon Steel: Hassan Abdellatif OsmanerpublicationNo ratings yet
- An Electrochemical Study On Deformed Gal PDFDocument7 pagesAn Electrochemical Study On Deformed Gal PDFEllanNo ratings yet
- A Universal Wear Law For Abrasion: Matthew T. Siniawski, Stephen J. Harris, Qian WangDocument6 pagesA Universal Wear Law For Abrasion: Matthew T. Siniawski, Stephen J. Harris, Qian WangTamara Maria Ortiz MendezNo ratings yet
- Accepted ManuscriptDocument33 pagesAccepted ManuscripttobamasNo ratings yet
- Influence of Plastic Deformation in Fatigue Crack Behavior in Bainitic SteelDocument12 pagesInfluence of Plastic Deformation in Fatigue Crack Behavior in Bainitic Steelsisiley2010No ratings yet
- Wear PDFDocument7 pagesWear PDFBilal AlahmadNo ratings yet
- Materials and Design: R. Walter, M. Bobby KannanDocument5 pagesMaterials and Design: R. Walter, M. Bobby KannanAamir FarooqNo ratings yet
- Very High Cycle Fatigue Properties of Bainitic High Carbon-Chromium SteelDocument9 pagesVery High Cycle Fatigue Properties of Bainitic High Carbon-Chromium Steelsrivathsan vivekNo ratings yet
- Tory and Application of Microabrasion.Document11 pagesTory and Application of Microabrasion.Andys HernandezNo ratings yet
- Laboratory Simulation of Corrosion Damage in Reinforced ConcreteDocument9 pagesLaboratory Simulation of Corrosion Damage in Reinforced Concretejorge mario martinez gameroNo ratings yet
- Journal of Alloys and Compounds: Yongyong Wang, Wei Zhao, Gong Li, Riping LiuDocument4 pagesJournal of Alloys and Compounds: Yongyong Wang, Wei Zhao, Gong Li, Riping Liu142520No ratings yet
- The Effects of Grain Refinement and Deformation On Corrosion Resistance of Passive Film Formed On The Surface of 304 Stainless SteelsDocument12 pagesThe Effects of Grain Refinement and Deformation On Corrosion Resistance of Passive Film Formed On The Surface of 304 Stainless SteelsWalter AragonNo ratings yet
- A5 9 PDFDocument42 pagesA5 9 PDFCesar Fernando BenavidesNo ratings yet
- 2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiDocument11 pages2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiCesar Fernando BenavidesNo ratings yet
- 2016 - Lee Et Al. - Laser and Arc Manufacturing Processes A ReviewDocument14 pages2016 - Lee Et Al. - Laser and Arc Manufacturing Processes A ReviewCesar Fernando BenavidesNo ratings yet
- 2012 - Neopane Et Al - Study of Sedimental Erosion in Turbines by RDA PDFDocument4 pages2012 - Neopane Et Al - Study of Sedimental Erosion in Turbines by RDA PDFCesar Fernando BenavidesNo ratings yet
- 2007 - Nouri Et Al. - E Ect of Welding Parameters On Dilution and Weld Bead Geometry in Cladding PDFDocument7 pages2007 - Nouri Et Al. - E Ect of Welding Parameters On Dilution and Weld Bead Geometry in Cladding PDFCesar Fernando BenavidesNo ratings yet
- CAREL Products - Humidification Systems Isothermal HumidifiersDocument110 pagesCAREL Products - Humidification Systems Isothermal HumidifiersArnulfo Rafael Álvarez OliverosNo ratings yet
- 51 Ch29 InductionDocument37 pages51 Ch29 InductionKesalan TerasaNo ratings yet
- The Root Cause of Black PadDocument5 pagesThe Root Cause of Black PadxerxeshakaNo ratings yet
- Manual - 1.0Document44 pagesManual - 1.0Jimmy AlemanNo ratings yet
- TintometerDocument2 pagesTintometerFarazNo ratings yet
- Switchyard Energizing: Personal Protective EquipmentDocument5 pagesSwitchyard Energizing: Personal Protective EquipmentPatut Tua Parulian ButarbutarNo ratings yet
- American Scientist MarchApril 2017Document69 pagesAmerican Scientist MarchApril 2017PipitlyNo ratings yet
- Implementing Our Russian Subsidiary Into SAP ECC 6Document5 pagesImplementing Our Russian Subsidiary Into SAP ECC 6Bobby KoayNo ratings yet
- Site Exploration: Vedprakash C. MarlapalleDocument45 pagesSite Exploration: Vedprakash C. Marlapallevedprakash marlapalle100% (1)
- SN74LVC4245ADocument11 pagesSN74LVC4245AStefania Di MaioNo ratings yet
- Series ResonanceDocument2 pagesSeries ResonancesreekanthaNo ratings yet
- SecFlow-1 Ver. 4.1Document214 pagesSecFlow-1 Ver. 4.1Cesar Santiago Marquez YanezNo ratings yet
- Chapter 1: PIC16F887 Microcontroller - Device OverviewDocument17 pagesChapter 1: PIC16F887 Microcontroller - Device OverviewMakhloufi HocineNo ratings yet
- "Performance Appraisal System at ITC LTD Haridwar": Project Report ONDocument6 pages"Performance Appraisal System at ITC LTD Haridwar": Project Report ONAnkur UpadhyayNo ratings yet
- TCC Publications Brochure FINAL May14Document2 pagesTCC Publications Brochure FINAL May14d_i_z_zNo ratings yet
- Digital Thermometer: MKA - Shah PatelDocument2 pagesDigital Thermometer: MKA - Shah Patelshahpatel19No ratings yet
- Code BlocksDocument5 pagesCode BlockssyammohansNo ratings yet
- E Program Files An ConnectManager SSIS TDS PDF Intergard 263 Eng A4 20170512Document4 pagesE Program Files An ConnectManager SSIS TDS PDF Intergard 263 Eng A4 20170512Erwin MalmsteinNo ratings yet
- Deep Water Mooring Systems Using Fiber RopesDocument10 pagesDeep Water Mooring Systems Using Fiber RopesSaeed JabbariNo ratings yet
- Software Met One PDFDocument112 pagesSoftware Met One PDFrafaelhfdiasNo ratings yet
- Equitrac Ver4.2 User Guide Ver1.3Document20 pagesEquitrac Ver4.2 User Guide Ver1.3Rodrigo Villanueva CamposNo ratings yet
- FLSmidth Highlights by Shahid HussainDocument38 pagesFLSmidth Highlights by Shahid HussainShahid HussainNo ratings yet
- Iot Based Accident Prevention System Using Eye Blink Sensor-2Document22 pagesIot Based Accident Prevention System Using Eye Blink Sensor-2rohithra2103No ratings yet
- At and TDocument18 pagesAt and TReeshmaVariyathNo ratings yet
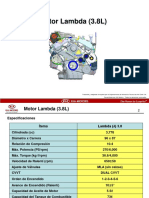
- 1.HM Lambda Engine CompletedDocument10 pages1.HM Lambda Engine CompletedAlex GarciaNo ratings yet
- Complete Electrical List For CampDocument12 pagesComplete Electrical List For Campfauzan080No ratings yet