You might also like
- Research and Design of Snow Hydrology Sensors and Instrumentation: Selected Research PapersFrom EverandResearch and Design of Snow Hydrology Sensors and Instrumentation: Selected Research PapersNo ratings yet
- 4i Case Study Pass Life Improvement 02082018Document22 pages4i Case Study Pass Life Improvement 02082018kiranakkidasNo ratings yet
- Product Development Flow ChartDocument2 pagesProduct Development Flow Chart123No ratings yet
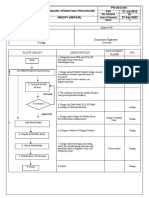
- Flow Chart - Design ModifyDocument1 pageFlow Chart - Design Modifyoffice2 Koei ToolNo ratings yet
- Afmp 173 k5 AjisuryaDocument21 pagesAfmp 173 k5 Ajisuryaajisurya1986No ratings yet
- Industrializing High-Volume 3D Weaving, RTM: LEAP Engine Fan BladesDocument60 pagesIndustrializing High-Volume 3D Weaving, RTM: LEAP Engine Fan Bladeswpp8284No ratings yet
- Skill Lync Com Student Projects Analysis Design of RCC Shear Walls in The Model Using Etabs 101Document8 pagesSkill Lync Com Student Projects Analysis Design of RCC Shear Walls in The Model Using Etabs 101AmulyaRajbharNo ratings yet
- Ram Feb 2020 4Document2 pagesRam Feb 2020 4piyush sokhiNo ratings yet
- Presentation FormatDocument14 pagesPresentation Formatmeetalisingh00No ratings yet
- Integrated-CLM CORE SMAWDocument3 pagesIntegrated-CLM CORE SMAWMICHELLE BITALASNo ratings yet
- FTP-628MCL101 50Document32 pagesFTP-628MCL101 50dcackovski.henryNo ratings yet
- Karamba Structural Guidance NoteDocument70 pagesKaramba Structural Guidance NoteHong MingNo ratings yet
- CV For Proposed Key Experts (Revised)Document2 pagesCV For Proposed Key Experts (Revised)Padarabinda ParidaNo ratings yet
- 3.3.3 Number of Books and Chapters in Edited Volumes/books Published and Papers Published in National/ International Conference Proceedings Per Teacher During Last Five YearsDocument27 pages3.3.3 Number of Books and Chapters in Edited Volumes/books Published and Papers Published in National/ International Conference Proceedings Per Teacher During Last Five YearsCHINNA SUNKAIAHNo ratings yet
- v5-6r2018 Catia Added Values Summary V2Document35 pagesv5-6r2018 Catia Added Values Summary V2Dejan AntanasijevicNo ratings yet
- Modern Steel Construction - March 2020 PDFDocument70 pagesModern Steel Construction - March 2020 PDFJEMAYERNo ratings yet
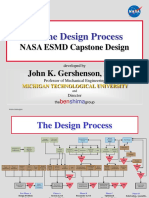
- 01 - The Design Process - NASA PDFDocument42 pages01 - The Design Process - NASA PDFrafael ricardo molina navarroNo ratings yet
- Pcblayout C Aug07Document30 pagesPcblayout C Aug07SANJAYSINH PARMARNo ratings yet
- EPC Project Management PDFDocument28 pagesEPC Project Management PDFRuna Jully100% (1)
- Milliken Carpets To Be Used: S.N. Shade Design Size Category TextureDocument17 pagesMilliken Carpets To Be Used: S.N. Shade Design Size Category TexturePoshan GautamNo ratings yet
- Ensayos Con AbsDocument10 pagesEnsayos Con Abs'Jorge Garrido VargasNo ratings yet
- Lecture # 18 HCI: Goal-Directed Design Methodology Research and Modeling - 1Document2 pagesLecture # 18 HCI: Goal-Directed Design Methodology Research and Modeling - 1harisNo ratings yet
- Comparison and Analysis of Different 3D Printing TechniquesDocument9 pagesComparison and Analysis of Different 3D Printing TechniquesQuân NguyễnNo ratings yet
- Concepts of Design: Massachusetts Institute of Technology, Subject 2.017Document15 pagesConcepts of Design: Massachusetts Institute of Technology, Subject 2.017pen2trinity3200No ratings yet
- HP 2Document27 pagesHP 2Hari ShankerNo ratings yet
- Reverse Engineering of PDC Drill Bit Design To Study Improvement On Rate of PenetrationDocument4 pagesReverse Engineering of PDC Drill Bit Design To Study Improvement On Rate of PenetrationAzri HamimNo ratings yet
- Engineering Excellence For Your Business 22 February 2018, Athens GreeceDocument49 pagesEngineering Excellence For Your Business 22 February 2018, Athens GreeceSPYROS KALOGERASNo ratings yet
- Screenshot 2021-10-25 at 21.50.03Document30 pagesScreenshot 2021-10-25 at 21.50.03Ketan MeghaniNo ratings yet
- IPS E-Max CAD-on PDFDocument52 pagesIPS E-Max CAD-on PDFcriveliNo ratings yet
- Recognition of Features in Sheet Metal Parts Manufactured Using Progressive DiesDocument14 pagesRecognition of Features in Sheet Metal Parts Manufactured Using Progressive DiesAgostinho NoronhaNo ratings yet
- Submitted in Partial Fulfillment of Requirement For The Award of Degree of Bachelor of Engineering in Mechanical EngineeringDocument24 pagesSubmitted in Partial Fulfillment of Requirement For The Award of Degree of Bachelor of Engineering in Mechanical Engineeringaman kumarNo ratings yet
- Abu Akhmad Busana CV 19Document2 pagesAbu Akhmad Busana CV 19Abu AkhmadNo ratings yet
- Minimum Thread Engagement Equation and Calculator ISO - Engineers EdgeDocument2 pagesMinimum Thread Engagement Equation and Calculator ISO - Engineers EdgeAJIT LONDHENo ratings yet
- DBS Solution PDFDocument64 pagesDBS Solution PDFNelson Eduardo Zárate SalazarNo ratings yet
- TRAINING PLAN For SMAW 1Document16 pagesTRAINING PLAN For SMAW 1Mark Marasigan100% (10)
- Wbm2testing BoardDocument6 pagesWbm2testing BoardRaja Shankar JeevaNo ratings yet
- CatiaDocument124 pagesCatiacbNo ratings yet
- Daily Progress Report (DPR) From Proejct Engineer of PHC: S.E. (Mumbai / TNK/ Pune/ AN/ NAG Regional Office)Document1 pageDaily Progress Report (DPR) From Proejct Engineer of PHC: S.E. (Mumbai / TNK/ Pune/ AN/ NAG Regional Office)Deepak KaushikNo ratings yet
- Vinay Sharma-PipingDocument5 pagesVinay Sharma-PipingVinay SharmaNo ratings yet
- 8-CO Mines AMO RD Project Peer Review 2014 PDFDocument9 pages8-CO Mines AMO RD Project Peer Review 2014 PDFSilverio AcuñaNo ratings yet
- MM College of Technology: A Vocational Training ONDocument31 pagesMM College of Technology: A Vocational Training ONEr Akash ShrivastavaNo ratings yet
- Major Project PPT Format For VII Sem July-Dec 2020-21Document23 pagesMajor Project PPT Format For VII Sem July-Dec 2020-21aman kumarNo ratings yet
- CTBUH March 2020Document19 pagesCTBUH March 2020gulilero_yoNo ratings yet
- Resume Jagdeep MDADocument2 pagesResume Jagdeep MDAJagdeep SinghNo ratings yet
- Design and Fea Analysis of Vehicle Lifting Hydraulic Cylinder - Approach Using Cad and Cae-Ijaerdv04i1259897Document9 pagesDesign and Fea Analysis of Vehicle Lifting Hydraulic Cylinder - Approach Using Cad and Cae-Ijaerdv04i1259897Krish KrishnaNo ratings yet
- Drill Bits and Services Drill Bits and S PDFDocument64 pagesDrill Bits and Services Drill Bits and S PDFkiller shaNo ratings yet
- CE - BI and Viz FT 2020 Newest FormatDocument3 pagesCE - BI and Viz FT 2020 Newest Formatsneha smNo ratings yet
- Irjet V6i709Document4 pagesIrjet V6i709Balkrishna KumbharNo ratings yet
- STRATEC Consumables - Design For ManufacturingDocument1 pageSTRATEC Consumables - Design For ManufacturingNeelaj MaityNo ratings yet
- IJRTE - Paper 2 PDFDocument5 pagesIJRTE - Paper 2 PDFNigus TeklehaymanotNo ratings yet
- Curriculum Vitae (Name of Proposed Professional Staff Member)Document6 pagesCurriculum Vitae (Name of Proposed Professional Staff Member)Rana BiswasNo ratings yet
- 2019 Summer Model Answer Paper (Msbte Study Resources) PDFDocument19 pages2019 Summer Model Answer Paper (Msbte Study Resources) PDFNiranjan SalunkeNo ratings yet
- 0409 GearSolutionsDocument56 pages0409 GearSolutionsAshish RajNo ratings yet
- Dizon Brandyll Resume7.3Document1 pageDizon Brandyll Resume7.3Raghu KNo ratings yet
- CorporateDocument63 pagesCorporateThalapathy VenkatNo ratings yet
- Drill Bits and Services PDFDocument66 pagesDrill Bits and Services PDFKonul AlizadehNo ratings yet
- Product Brochure: Multiphysics Computational Fluid Dynamics SolutionDocument32 pagesProduct Brochure: Multiphysics Computational Fluid Dynamics SolutionHoang MaiNo ratings yet
- Composites World 2023 - 07Document52 pagesComposites World 2023 - 07GijoNo ratings yet
- Empleo, Eljohn O. (Machine Problem 1)Document5 pagesEmpleo, Eljohn O. (Machine Problem 1)Ejay EmpleoNo ratings yet
- Industrial Process DesignDocument36 pagesIndustrial Process DesignAldo Reda Muñoz NavarroNo ratings yet
- The Preparation of Potassium Tris (Oxalate) Ferrate (III) TrihydrateDocument8 pagesThe Preparation of Potassium Tris (Oxalate) Ferrate (III) Trihydrateapple33% (6)
- Fund - Elect DE52.Document355 pagesFund - Elect DE52.atashi baran mohantyNo ratings yet
- Hempel Protective Infrastructure Corrosion Protection For Cargo Handling Equipment Low ResDocument12 pagesHempel Protective Infrastructure Corrosion Protection For Cargo Handling Equipment Low Reskamardheen majithNo ratings yet
- Certificate of Analysis - Certified Reference Material: Certipur Calcium CarbonateDocument2 pagesCertificate of Analysis - Certified Reference Material: Certipur Calcium CarbonateJeremy SidaurukNo ratings yet
- Long Quiz.. Exogenic ProcessDocument3 pagesLong Quiz.. Exogenic ProcessSheryl Lou AngelesNo ratings yet
- Free Particle PropagatorDocument2 pagesFree Particle PropagatorstephenbankesNo ratings yet
- Storage Stability of A Processed Ginger PasteDocument2 pagesStorage Stability of A Processed Ginger PasteevelinNo ratings yet
- 1 - Introduction of EOR (TK)Document34 pages1 - Introduction of EOR (TK)Fathurrahman RasyidNo ratings yet
- Binary LiquidsDocument8 pagesBinary LiquidsSuzanne Clariz M. BaltazarNo ratings yet
- South Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1Document25 pagesSouth Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1AtiqNo ratings yet
- Performance of Volcanic Ash and Pumice Based Blended Cement Concrete in Mixed Sulfate EnvironmentDocument11 pagesPerformance of Volcanic Ash and Pumice Based Blended Cement Concrete in Mixed Sulfate EnvironmentXtem AlbNo ratings yet
- Environment VocabularyDocument5 pagesEnvironment VocabularyJ Adrian HidrovoNo ratings yet
- Lutrol L and Lutrol F-GradesDocument8 pagesLutrol L and Lutrol F-GradeslovehopeNo ratings yet
- Microscopes: Compiled by Guided byDocument136 pagesMicroscopes: Compiled by Guided byAmeena100% (3)
- Columbia Lighting Product Selection Guide Edition 3 1996Document116 pagesColumbia Lighting Product Selection Guide Edition 3 1996Alan MastersNo ratings yet
- Sheet Metal Worker Level 2: Rev. September 2009Document16 pagesSheet Metal Worker Level 2: Rev. September 2009Brennen WilsonNo ratings yet
- أجهزة قياس درجة الحرارة المستخدمة في دوائر التحكم الأوتوماتيكي PDFDocument10 pagesأجهزة قياس درجة الحرارة المستخدمة في دوائر التحكم الأوتوماتيكي PDFعيسى محمد حسنNo ratings yet
- Cbse Class 9 Science Solved Practice Paper Set IDocument19 pagesCbse Class 9 Science Solved Practice Paper Set IDhiraj PadamwarNo ratings yet
- 50bp520 (May Dieu Hoa Cong Nghiep Carrier)Document37 pages50bp520 (May Dieu Hoa Cong Nghiep Carrier)Frank Wilson100% (1)
- Microwave Level SwitchDocument3 pagesMicrowave Level SwitchDidinAndresIINo ratings yet
- Banthia - Fibre-Reinforced Concrete PDFDocument29 pagesBanthia - Fibre-Reinforced Concrete PDFPriyanka BasuNo ratings yet
- Aluminio Por AcidoDocument7 pagesAluminio Por AcidojackyNo ratings yet
- Polishing and Etching Coal Samples For Microscopical Analysis by Reflected LightDocument4 pagesPolishing and Etching Coal Samples For Microscopical Analysis by Reflected LightGnanavel GNo ratings yet
- Quality Dossier of Asmatab TabletDocument16 pagesQuality Dossier of Asmatab TabletShagorShagor100% (1)
- Rydlyme: The Solution To Your Water Scale ProblemsDocument4 pagesRydlyme: The Solution To Your Water Scale Problemswq3erwqerwerNo ratings yet
- 0420 - 118T3440 - Cooling WaterDocument2 pages0420 - 118T3440 - Cooling WaterfaisalnadimNo ratings yet
- E11 EsasDocument7 pagesE11 EsasMarche SebastianNo ratings yet
- 76 202Document8 pages76 202wawanNo ratings yet
- TG 25 - AapmDocument41 pagesTG 25 - AapmglaildoNo ratings yet
- Aggregates Lab Report PDFDocument5 pagesAggregates Lab Report PDFcharishma takkallapalliNo ratings yet