You might also like
- OmniScan MX2Document5 pagesOmniScan MX2sdmkl85No ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- Omniscan Product Line: NalysisDocument3 pagesOmniscan Product Line: Nalysissofronije2005No ratings yet
- olympus_omniscan_mx2_specifications_spec_sheet_2k21Document8 pagesolympus_omniscan_mx2_specifications_spec_sheet_2k21nawaz.ahmed.spnutra.comNo ratings yet
- Small Diameter Tube and Pipe Inspection With Phased ArrayDocument1 pageSmall Diameter Tube and Pipe Inspection With Phased Arraypon sharonNo ratings yet
- Omniscan Mx2: The Standard in Phased Array, RedefinedDocument8 pagesOmniscan Mx2: The Standard in Phased Array, RedefinedCedric MercadoNo ratings yet
- DLA Corrosion Probe en 201608 WebDocument2 pagesDLA Corrosion Probe en 201608 WebDennis ChaiNo ratings yet
- 1533724968DLA Corrosion Probe EN 201608Document2 pages1533724968DLA Corrosion Probe EN 201608baurzhannNo ratings yet
- Focus PX en LTR 201605Document8 pagesFocus PX en LTR 201605hyujeiiNo ratings yet
- OmniScan MXU MDocument4 pagesOmniScan MXU MJulián Méndez TorresNo ratings yet
- Sonatest PAUTDocument6 pagesSonatest PAUTpokeboy19No ratings yet
- Introduction To Time-of-Flight Diffraction (TOFD) For Weld InspectionDocument6 pagesIntroduction To Time-of-Flight Diffraction (TOFD) For Weld InspectionAlanka PrasadNo ratings yet
- Phased Array Pipeline Zone Discrimination InspectionDocument4 pagesPhased Array Pipeline Zone Discrimination InspectionCepi Sindang KamulanNo ratings yet
- Inspection of Composite Rocket Nozzle PDFDocument10 pagesInspection of Composite Rocket Nozzle PDFHari KrishnaNo ratings yet
- Vallen AMSY-6: The Acoustic Emission CompanyDocument6 pagesVallen AMSY-6: The Acoustic Emission CompanyMaria Cristina DijmarescuNo ratings yet
- AMBiOS - QscopeSeries - AFM-SPM PDFDocument8 pagesAMBiOS - QscopeSeries - AFM-SPM PDFdejavu77No ratings yet
- Portable Phased Array ApplicationsDocument18 pagesPortable Phased Array ApplicationsEur-Ing Nicola GalluzziNo ratings yet
- Sonatest Veo Specifications Spec Sheet 2h04Document6 pagesSonatest Veo Specifications Spec Sheet 2h04Sérgio Biondi JuniorNo ratings yet
- Phased Array Intro AdvancedDocument59 pagesPhased Array Intro Advancedjustin davis100% (5)
- Technical Specifications For Spectrum 100 FT-IR SpectrometerDocument4 pagesTechnical Specifications For Spectrum 100 FT-IR Spectrometerbesbes12345No ratings yet
- Solution Composite en FinalDocument8 pagesSolution Composite en Finalkumar.phanindraNo ratings yet
- Fischer X-Ray Florescence TesterDocument10 pagesFischer X-Ray Florescence TesterTravis WoodNo ratings yet
- Phased Array PAUT: The Applus+ SolutionDocument2 pagesPhased Array PAUT: The Applus+ SolutionIqfal ZulhendriNo ratings yet
- PV 100 200.enDocument5 pagesPV 100 200.enBiju_PottayilNo ratings yet
- 'AMIGO' Product InfoDocument5 pages'AMIGO' Product InfoNicoreac Monica PaulaNo ratings yet
- Especificacion IR Pelkin ElmerDocument3 pagesEspecificacion IR Pelkin Elmerlacarito94No ratings yet
- Uv2800 3800 4800Document12 pagesUv2800 3800 4800EdwardSamaelGNo ratings yet
- Product Catalog: Leaders in Phased Array Solutions and FMC/TFMDocument8 pagesProduct Catalog: Leaders in Phased Array Solutions and FMC/TFMTunas energi servisNo ratings yet
- Qui MicaDocument2 pagesQui MicabogginocNo ratings yet
- Phased Array & TOFD Ultrasonic Flaw DetectorDocument12 pagesPhased Array & TOFD Ultrasonic Flaw Detectorsealion72No ratings yet
- Activa S HoribaDocument8 pagesActiva S HoribaJhon Violeta MoreyraNo ratings yet
- O4 Rotating Pack LRDocument2 pagesO4 Rotating Pack LRAnh TuanNo ratings yet
- D 133 Id-523 PDFDocument10 pagesD 133 Id-523 PDFkulihat_hijauNo ratings yet
- Presentation (MH&L Conference) - Advances in Sensor Technology (SICK, Ifm)Document41 pagesPresentation (MH&L Conference) - Advances in Sensor Technology (SICK, Ifm)ajayvgNo ratings yet
- Spec FTIR FrontierDocument3 pagesSpec FTIR FrontierLely Zikri ZulhidayahNo ratings yet
- UV/VIS Spectrophotometer Variable Bandwidth TitleDocument11 pagesUV/VIS Spectrophotometer Variable Bandwidth TitleMejdi GallNo ratings yet
- Sample Automation: Innovation With IntegrityDocument8 pagesSample Automation: Innovation With IntegrityMartuaHaojahanSaragihSidabutarNo ratings yet
- Lightweight handheld XRF analyzer for fast alloy identificationDocument4 pagesLightweight handheld XRF analyzer for fast alloy identificationGautam GuptaNo ratings yet
- Quanto DeskDocument4 pagesQuanto DeskDiego Fernado AvendañoNo ratings yet
- Mentor UT: A New Generation of Ultrasonic InspectionDocument8 pagesMentor UT: A New Generation of Ultrasonic InspectionMarioNo ratings yet
- Portability Modularity Color Imaging Data Storage: Ultrasound, Ut Phased Array, Eddy Current, and Ec ArrayDocument14 pagesPortability Modularity Color Imaging Data Storage: Ultrasound, Ut Phased Array, Eddy Current, and Ec ArrayvrapciudorianNo ratings yet
- Automated Composite Part Inspection SystemsDocument8 pagesAutomated Composite Part Inspection SystemsPedro OliveiraNo ratings yet
- AES 17-1998 r2009 PDFDocument22 pagesAES 17-1998 r2009 PDFenricNo ratings yet
- Omniscan SX: Smaller, Lighter Still An OmniscanDocument4 pagesOmniscan SX: Smaller, Lighter Still An OmniscanWayneNo ratings yet
- Poly SpekDocument3 pagesPoly Spekatul_goyalNo ratings yet
- Foundry Master ProDocument6 pagesFoundry Master ProIdham SsiNo ratings yet
- Datasheet S2VNADocument28 pagesDatasheet S2VNAHever RodriguezNo ratings yet
- Test Master ProDocument4 pagesTest Master Prokarla_vichyNo ratings yet
- Ultrasonic Test SystemDocument4 pagesUltrasonic Test SystemsaravananjaiNo ratings yet
- Turnkey-Weld-Inspection-Solutions-Using-PAUT-and-TOFDDocument10 pagesTurnkey-Weld-Inspection-Solutions-Using-PAUT-and-TOFDPRAKASH PRAMANIKNo ratings yet
- Gem Mentorutbrochure Web v2 0Document8 pagesGem Mentorutbrochure Web v2 0MarioNo ratings yet
- Gem Mentorutbrochure r1v10Document8 pagesGem Mentorutbrochure r1v10DylkanWingsNo ratings yet
- Crack Measurement UnitDocument1 pageCrack Measurement UnitJunayed HasanNo ratings yet
- GUL Catalogue2015 Rev7-WebDocument20 pagesGUL Catalogue2015 Rev7-WebJLuis CordobaNo ratings yet
- In Depth Look at UltrasonicTransducersDocument52 pagesIn Depth Look at UltrasonicTransducersGrafton MontgomeryNo ratings yet
- HydroForm BrochureDocument2 pagesHydroForm BrochureJai PatelNo ratings yet
- VTI Mass Spectrometer Systems BrochureDocument4 pagesVTI Mass Spectrometer Systems Brochureviernes06No ratings yet
- Spectrolab m12 enDocument8 pagesSpectrolab m12 enBHAART PANCHAL100% (1)
- Tektronix 2009Document28 pagesTektronix 2009vladanizbmNo ratings yet
- 1X800MW, Sri Damodaram Sanjeevaiah Thermal Power Station Krishnapatnam, Near Nellore, Andhrapradesh Daily Progress Report - Unit-IIIDocument5 pages1X800MW, Sri Damodaram Sanjeevaiah Thermal Power Station Krishnapatnam, Near Nellore, Andhrapradesh Daily Progress Report - Unit-IIIAlanka PrasadNo ratings yet
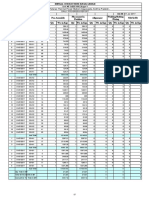
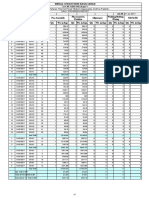
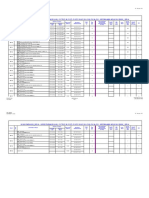
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument40 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument40 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument22 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- Joint Site Audit Schedule 2017-18Document7 pagesJoint Site Audit Schedule 2017-18Alanka PrasadNo ratings yet
- 28 08 2017Document60 pages28 08 2017Alanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument56 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument28 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument12 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument18 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- IndWell construction daily progress reportDocument4 pagesIndWell construction daily progress reportAlanka PrasadNo ratings yet
- INDWELL CONSTRUCTION DAILY REPORTDocument14 pagesINDWELL CONSTRUCTION DAILY REPORTAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument62 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument22 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- INDWELL Construction ReportDocument17 pagesINDWELL Construction ReportAlanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsDocument3 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadNo ratings yet
- INDWELL CONSTRUCTION DAILY REPORTDocument18 pagesINDWELL CONSTRUCTION DAILY REPORTAlanka PrasadNo ratings yet
- DPR of July-17Document17 pagesDPR of July-17Alanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyDocument9 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyAlanka PrasadNo ratings yet
- DPR of July-17Document17 pagesDPR of July-17Alanka PrasadNo ratings yet
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyDocument3 pagesSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyAlanka PrasadNo ratings yet
- DPR of Sep-17Document75 pagesDPR of Sep-17Alanka PrasadNo ratings yet
- EWS - Soot Blower - KothagudamDocument9 pagesEWS - Soot Blower - KothagudamAlanka PrasadNo ratings yet
- FWDS 0235 ADocument2 pagesFWDS 0235 AAlanka PrasadNo ratings yet
- FWDS 0236 ADocument2 pagesFWDS 0236 AAlanka PrasadNo ratings yet
- FWDS 0236 ADocument2 pagesFWDS 0236 AAlanka PrasadNo ratings yet
- DPR of Sep-17Document23 pagesDPR of Sep-17Alanka PrasadNo ratings yet
- 00109-Fwds-0237 - Rev A - Furnace Start Up System F-32, F-33, F-34, F-49, F-50, F-51 & SEE DRAWING NO 00109-1E0237 - REV ADocument2 pages00109-Fwds-0237 - Rev A - Furnace Start Up System F-32, F-33, F-34, F-49, F-50, F-51 & SEE DRAWING NO 00109-1E0237 - REV AAlanka PrasadNo ratings yet
- FWDS 0239 ADocument1 pageFWDS 0239 AAlanka PrasadNo ratings yet
- FWDS 0238 ADocument4 pagesFWDS 0238 AAlanka PrasadNo ratings yet
- APA 7th Edition HandoutDocument15 pagesAPA 7th Edition HandoutTebo Nhlapo100% (1)
- 15025.201530: Practical Nursing Leadership - NURS-250-0NEDocument4 pages15025.201530: Practical Nursing Leadership - NURS-250-0NEapi-283978039No ratings yet
- Higher Education Diploma Course Forms 1 PDFDocument4 pagesHigher Education Diploma Course Forms 1 PDFLemach Morrison117No ratings yet
- Powerpoint of Policy On School Forms Checking - New NormalDocument17 pagesPowerpoint of Policy On School Forms Checking - New Normaljennifer sayong100% (1)
- B 499a ByuiDocument6 pagesB 499a ByuiJesse BronsonNo ratings yet
- Curriculum Vitae: Career ObjectiveDocument3 pagesCurriculum Vitae: Career ObjectiveZakir AhmadNo ratings yet
- Codes StandardsDocument3 pagesCodes Standardsakshaf10No ratings yet
- Dualtech Training Center Presentation RVSADocument17 pagesDualtech Training Center Presentation RVSADennis SalongaNo ratings yet
- Emergency Response ManagementDocument8 pagesEmergency Response ManagementPpki SK Lutong MiriNo ratings yet
- Lin Institute - QiGong Tailbone & Gluteal Muscle Movements For Spinal Nervous Stimulation - Anal BreathingDocument2 pagesLin Institute - QiGong Tailbone & Gluteal Muscle Movements For Spinal Nervous Stimulation - Anal Breathingsonaliforex1No ratings yet
- Ead-519 Dress Code Case AnalysisDocument4 pagesEad-519 Dress Code Case Analysisapi-642173798No ratings yet
- Karre: ButlerDocument1 pageKarre: Butlerapi-385361809No ratings yet
- Philosophy of Education - Knobl GinnyDocument5 pagesPhilosophy of Education - Knobl Ginnyapi-300458100No ratings yet
- Nutrition for Oral and Dental HealthDocument27 pagesNutrition for Oral and Dental HealthMarco TNo ratings yet
- Contextualization in English Language Education Navigating The Place of Maritime Culture in Philippine English Language TeachingDocument214 pagesContextualization in English Language Education Navigating The Place of Maritime Culture in Philippine English Language TeachingCumpa, Beverly B.No ratings yet
- Nef Elem Filetest 04 AnswerkeyDocument6 pagesNef Elem Filetest 04 AnswerkeyoliverazristicNo ratings yet
- TLE BookletDocument4 pagesTLE BookletJulluis DagoNo ratings yet
- Marisol Cortez EssayDocument1 pageMarisol Cortez EssayIvan HerreraNo ratings yet
- Employment ReportDocument27 pagesEmployment ReportShivaspaceTechnologyNo ratings yet
- Rosa ResumeDocument2 pagesRosa Resumeapi-402940629No ratings yet
- Dance EducationDocument17 pagesDance EducationIvana AguzziNo ratings yet
- MBA Project Report Format Guide LinesDocument20 pagesMBA Project Report Format Guide Linessurendra654321No ratings yet
- Fall 2017 Schedule PDFDocument39 pagesFall 2017 Schedule PDFHazem Mostafa FaroukNo ratings yet
- Neurotransmitters - QuizizzDocument6 pagesNeurotransmitters - QuizizzushduNo ratings yet
- Research I Brief C - 2022-23Document3 pagesResearch I Brief C - 2022-23Vaishnavi PatilNo ratings yet
- Gador-Whyte, Sarah Mellas, Andrew - Hymns, Homilies and Hermeneutics in ByzantiumDocument5 pagesGador-Whyte, Sarah Mellas, Andrew - Hymns, Homilies and Hermeneutics in ByzantiumRobert-Andrei BălanNo ratings yet
- Stanford Encyclopedia of Philosophy: Aristotle's EthicsDocument37 pagesStanford Encyclopedia of Philosophy: Aristotle's EthicsCarlos SchoofNo ratings yet
- LESSON PLAN: Writing Effective Informal EmailsDocument43 pagesLESSON PLAN: Writing Effective Informal EmailsEmily JamesNo ratings yet
- Pareek Gautam CV 2Document1 pagePareek Gautam CV 2Vishal KumarNo ratings yet
- How to Discuss Difficult TopicsDocument7 pagesHow to Discuss Difficult TopicsAung Myo BalaNo ratings yet