You might also like
- Blast Chiller Service ManualDocument100 pagesBlast Chiller Service ManualClaudio Valencia MarínNo ratings yet
- Aluminium Alloy 6061-T651 WeldedDocument9 pagesAluminium Alloy 6061-T651 WeldedBagandi ManurungNo ratings yet
- Inferences About Process QualityDocument108 pagesInferences About Process QualityguaritooNo ratings yet
- PVF Pvaf CVF Cvaf Tables For Financial ManagementDocument11 pagesPVF Pvaf CVF Cvaf Tables For Financial Managementvikas25% (4)
- Read The Paper Corrosion Control in Sulphur Recovery Units - Claus ProcessDocument14 pagesRead The Paper Corrosion Control in Sulphur Recovery Units - Claus Processaecf_13No ratings yet
- Dcma 14-Point Assessment For Project ScheduleDocument5 pagesDcma 14-Point Assessment For Project ScheduleEngr. Mahbub HimelNo ratings yet
- Strength of Metals and Alloys: Proceedings of the 5th International Conference, Aachen, Federal Republic of Germany, August 27-31, 1979From EverandStrength of Metals and Alloys: Proceedings of the 5th International Conference, Aachen, Federal Republic of Germany, August 27-31, 1979P. HaasenRating: 5 out of 5 stars5/5 (1)
- Thermal PhysicsDocument29 pagesThermal PhysicsAnonymous rn5Te9MwkNo ratings yet
- Arduino LAB Manual PDFDocument25 pagesArduino LAB Manual PDFjose_mario1128100% (5)
- Methods of Analysis and Solutions of Crack ProblemsDocument562 pagesMethods of Analysis and Solutions of Crack ProblemsgedysonlimaNo ratings yet
- Water Softening and Demineralization: Pengolahan Air Dan Limbah Industri DTK 2019Document97 pagesWater Softening and Demineralization: Pengolahan Air Dan Limbah Industri DTK 2019Aldi RahmatNo ratings yet
- 25CrMo4Document1 page25CrMo4Hans GoetheNo ratings yet
- 25CrMo4Document1 page25CrMo4Hans GoetheNo ratings yet
- Taper Friction WeldingDocument19 pagesTaper Friction Weldingsenthil muruganNo ratings yet
- Residual Stress Distribution in A Dissimilar Weld Joint by Experimental and Simulation StudyDocument10 pagesResidual Stress Distribution in A Dissimilar Weld Joint by Experimental and Simulation Studycuentas ricardoNo ratings yet
- 2017 Chandan PandeyDocument14 pages2017 Chandan PandeyPRATEEK KUMARNo ratings yet
- Microstructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessDocument12 pagesMicrostructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessRami GhorbelNo ratings yet
- 2014 M. Divya, C.R DasDocument10 pages2014 M. Divya, C.R DasPRATEEK KUMARNo ratings yet
- Effect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsDocument15 pagesEffect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsWaris Nawaz KhanNo ratings yet
- 1-s2.0-S0308016121000223-main1Document11 pages1-s2.0-S0308016121000223-main1prabaNo ratings yet
- Effects of Temperature On Tensile and Impact Behavior of Dissimilar Welds of Rotor SteelsDocument8 pagesEffects of Temperature On Tensile and Impact Behavior of Dissimilar Welds of Rotor SteelsRajneesh KumarNo ratings yet
- Engineering Failure AnalysisDocument9 pagesEngineering Failure AnalysisFranco Faza ZamoraNo ratings yet
- X-Ray Diffraction JournalDocument9 pagesX-Ray Diffraction JournalSREEJITH S NAIRNo ratings yet
- Bhattacharya 2022 J. Phys. Energy 4 034003Document52 pagesBhattacharya 2022 J. Phys. Energy 4 034003vikramNo ratings yet
- 11CrMo9-10 Evolution of MicrostructureDocument15 pages11CrMo9-10 Evolution of MicrostructureDaniele CastellaniNo ratings yet
- Creep ResistanceDocument16 pagesCreep Resistancefernandosimic96No ratings yet
- A Brief Study On D-Ferrite Evolution in Dissimilar P91 and P92 Steel Weld Joint and Their Effect On Mechanical PropertiesDocument10 pagesA Brief Study On D-Ferrite Evolution in Dissimilar P91 and P92 Steel Weld Joint and Their Effect On Mechanical PropertiesJack WuNo ratings yet
- The Effect of Welding Parameters On The Corrosion Resistance of Austenitic Stainless SteelDocument7 pagesThe Effect of Welding Parameters On The Corrosion Resistance of Austenitic Stainless SteelaseNo ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- 1 s2.0 S2352179123000947 MainDocument10 pages1 s2.0 S2352179123000947 MainLUIS DAVID RODRIGUEZ NU¥EZNo ratings yet
- Influence of Welding Process On Type IV PDFDocument11 pagesInfluence of Welding Process On Type IV PDFDiego AlonsoNo ratings yet
- Hot Ductility of The 17-4 PH Stainless SteelsDocument6 pagesHot Ductility of The 17-4 PH Stainless SteelssenthilNo ratings yet
- Investigation On The Fusion Zone Microstructures and Mechanical Integrity of AISI 904L and Inconel 625 Weld JointsDocument24 pagesInvestigation On The Fusion Zone Microstructures and Mechanical Integrity of AISI 904L and Inconel 625 Weld JointsMahnooshNo ratings yet
- Li2018 PDFDocument27 pagesLi2018 PDFhot coegNo ratings yet
- Structural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsDocument7 pagesStructural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsHagen_of_TronjeNo ratings yet
- Welding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFDocument11 pagesWelding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFKhalid HafezNo ratings yet
- Journal of Materials Processing Tech.: SciencedirectDocument15 pagesJournal of Materials Processing Tech.: SciencedirectsyaukatyNo ratings yet
- A comparative study into the fracture toughness properties of duplex stainless steelsDocument9 pagesA comparative study into the fracture toughness properties of duplex stainless steelscehamos882No ratings yet
- Effectiveness of Ni Based Diffusion Barriers in Preventing Hard Zone Formation in Ferritic Steel JointsDocument9 pagesEffectiveness of Ni Based Diffusion Barriers in Preventing Hard Zone Formation in Ferritic Steel JointsMahsaNo ratings yet
- 10 1016@j Msea 2006 10 161Document9 pages10 1016@j Msea 2006 10 161Reyna RoblesNo ratings yet
- Materials 15 01248 v2Document12 pagesMaterials 15 01248 v2GAURI RAJENDRA MAHALLENo ratings yet
- 14-Interface Characterization and Bonding Mechanisms of Cold Gas-Sprayed Al Coatings On Ceramic SubstratesDocument8 pages14-Interface Characterization and Bonding Mechanisms of Cold Gas-Sprayed Al Coatings On Ceramic Substratesshaoyun ZHOUNo ratings yet
- Influence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-MgDocument12 pagesInfluence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-Mgkt rajaNo ratings yet
- Predicción Del Reblandecimiento en La Soldadura LaserDocument9 pagesPredicción Del Reblandecimiento en La Soldadura LaserJose JuanNo ratings yet
- Pitting and Stress Corrosion Cracking in Welded 304 Stainless Steel PipeDocument7 pagesPitting and Stress Corrosion Cracking in Welded 304 Stainless Steel PipeGina BerríoNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- Effect of Main Inclusions On Crack Initiation in Bearing Steel in The Very High Cycle Fatigue RegimeDocument7 pagesEffect of Main Inclusions On Crack Initiation in Bearing Steel in The Very High Cycle Fatigue RegimeAkshay29No ratings yet
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaDocument4 pagesMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilNo ratings yet
- Intergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellDocument8 pagesIntergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellGustavo GonzagaNo ratings yet
- Pseproc. 95-02 T-26: European Spallation Source General Ess Meeting October 16-19, 1995 Weinfelden, CHDocument10 pagesPseproc. 95-02 T-26: European Spallation Source General Ess Meeting October 16-19, 1995 Weinfelden, CHDaniel GonzalezNo ratings yet
- The Electrodeposition of Ternary Fe-Cr-Ni AlloysDocument28 pagesThe Electrodeposition of Ternary Fe-Cr-Ni AlloysMariianiita SalvatoreNo ratings yet
- REVMETALM 59 3 E244 - Prueba01Document16 pagesREVMETALM 59 3 E244 - Prueba01Muhammad SamiuddinNo ratings yet
- Reference 3Document4 pagesReference 3Adnan SaadiNo ratings yet
- Materials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Cai-Ru GaoDocument8 pagesMaterials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Cai-Ru GaoAlfiansyah DarmawanNo ratings yet
- Effect of Friction Spot Welding (FSPW) On The Surface Corrosion Behavior of Overlapping AA6181-T4/Ti-6Al-4V JointsDocument8 pagesEffect of Friction Spot Welding (FSPW) On The Surface Corrosion Behavior of Overlapping AA6181-T4/Ti-6Al-4V JointsCarlosNo ratings yet
- Characterization of Titanium/Steel Joints Brazed in Vacuum: Welding ResearchDocument6 pagesCharacterization of Titanium/Steel Joints Brazed in Vacuum: Welding Researchmojtaba nNo ratings yet
- Welding Feasibility of Copper and Mild Steel Using TIG WeldingDocument3 pagesWelding Feasibility of Copper and Mild Steel Using TIG WeldingselavilizationNo ratings yet
- Factors Affecting Hot Tearing in Aluminum AlloysDocument14 pagesFactors Affecting Hot Tearing in Aluminum AlloysMd PNo ratings yet
- XRD Analysis of Carbide Phase in Heat Resistant Steels: January 2006Document8 pagesXRD Analysis of Carbide Phase in Heat Resistant Steels: January 2006ndeminNo ratings yet
- Evolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91Document10 pagesEvolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91david perezNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- Evaluation of Selective CorrosionDocument5 pagesEvaluation of Selective CorrosionShady AbdoNo ratings yet
- 1 s2.0 S1526612517302542 MainDocument14 pages1 s2.0 S1526612517302542 Mainsudish mishraNo ratings yet
- Journal of Manufacturing Processes: Full Length ArticleDocument14 pagesJournal of Manufacturing Processes: Full Length ArticleSudish Jay MishraNo ratings yet
- Effect of Intergranular Precipitation On The Internal Oxidation Behavior of CR - MN-N Austenitic Stainless SteelsDocument8 pagesEffect of Intergranular Precipitation On The Internal Oxidation Behavior of CR - MN-N Austenitic Stainless SteelsDomingo FernándezNo ratings yet
- Study On Heat Treatment and Coating of Copper ScreDocument8 pagesStudy On Heat Treatment and Coating of Copper ScreNikolaNo ratings yet
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- Characterising Microstructure in 9% Chromium Ferritic SteelsDocument15 pagesCharacterising Microstructure in 9% Chromium Ferritic SteelspmoinoNo ratings yet
- Tocci2019 Article TensilePropertiesOfACastAl-SiDocument12 pagesTocci2019 Article TensilePropertiesOfACastAl-SiSugrib K ShahaNo ratings yet
- Metals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelDocument13 pagesMetals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelYash MittalNo ratings yet
- Geometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingDocument15 pagesGeometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingMathews LimaNo ratings yet
- Polymeric Corrosion: A Subramania, N T Kalyana Sundaram, R Sathiya Priya, V S Muralidharan and T Vasudevan"Document10 pagesPolymeric Corrosion: A Subramania, N T Kalyana Sundaram, R Sathiya Priya, V S Muralidharan and T Vasudevan"MahsaNo ratings yet
- Sulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelDocument12 pagesSulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelMahsaNo ratings yet
- 2 Technology EvolutionDocument7 pages2 Technology EvolutionthanarajtnbNo ratings yet
- Areas of Application - : Sulfur Dioxide 130Document16 pagesAreas of Application - : Sulfur Dioxide 130MahsaNo ratings yet
- Mir Hossein I 2019Document13 pagesMir Hossein I 2019MahsaNo ratings yet
- Mir Hossein I 2019Document13 pagesMir Hossein I 2019MahsaNo ratings yet
- Sulfidic Corrosion in Refineries - A Review: October 2011Document12 pagesSulfidic Corrosion in Refineries - A Review: October 2011rajiv_quantumNo ratings yet
- V004t11a010 88 GT 142Document7 pagesV004t11a010 88 GT 142MahsaNo ratings yet
- BIBUS METALS Land Based Gas Turbines LowResDocument2 pagesBIBUS METALS Land Based Gas Turbines LowResMahsaNo ratings yet
- Overview of Europian Standards For Fusion Welding 1635167414Document1 pageOverview of Europian Standards For Fusion Welding 1635167414MahsaNo ratings yet
- ICRN23Document8 pagesICRN23Jose Lorenzo ToralNo ratings yet
- 2 Technology EvolutionDocument7 pages2 Technology EvolutionthanarajtnbNo ratings yet
- Cause of CDU O H Corrosion 1593967778 PDFDocument1 pageCause of CDU O H Corrosion 1593967778 PDFMahsaNo ratings yet
- Mil DTL 16884NDocument18 pagesMil DTL 16884NMahsaNo ratings yet
- Gas Turbine Exhaust Systems Design ConsiderationsDocument8 pagesGas Turbine Exhaust Systems Design ConsiderationsArne AndersenNo ratings yet
- Us5528904 2Document7 pagesUs5528904 2MahsaNo ratings yet
- Us5528904 2Document7 pagesUs5528904 2MahsaNo ratings yet
- Us5528904 2Document7 pagesUs5528904 2MahsaNo ratings yet
- Us5528904 2Document7 pagesUs5528904 2MahsaNo ratings yet
- Design Considerations of Graded TransitionDocument8 pagesDesign Considerations of Graded TransitionMahsaNo ratings yet
- Dissimilar Header Welding of Grade 22 ToDocument5 pagesDissimilar Header Welding of Grade 22 ToMahsaNo ratings yet
- Analysis of Microstructure in Soft Zone and Precipitation Zone of Dissimilar Cr-Mo Steels WeldmentDocument8 pagesAnalysis of Microstructure in Soft Zone and Precipitation Zone of Dissimilar Cr-Mo Steels WeldmentMahsaNo ratings yet
- Effectiveness of Ni Based Diffusion Barriers in Preventing Hard Zone Formation in Ferritic Steel JointsDocument9 pagesEffectiveness of Ni Based Diffusion Barriers in Preventing Hard Zone Formation in Ferritic Steel JointsMahsaNo ratings yet
- Us5528904 2Document7 pagesUs5528904 2MahsaNo ratings yet
- Friction Buttering: A New Technique For Dissimilar Welding: Metallurgical and Materials Transactions B February 2017Document8 pagesFriction Buttering: A New Technique For Dissimilar Welding: Metallurgical and Materials Transactions B February 2017MahsaNo ratings yet
- Microstructural Changes in Grade 22 FerriticDocument10 pagesMicrostructural Changes in Grade 22 FerriticMahsaNo ratings yet
- Welding Advanced Chromium Alloys for High-Temperature ServiceDocument5 pagesWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
- Info - Tech - Uk 09 - 08Document52 pagesInfo - Tech - Uk 09 - 08georossi46No ratings yet
- Application Note For Customized CellsDocument13 pagesApplication Note For Customized Cellsxian liuNo ratings yet
- BS Iso 12817-2013Document28 pagesBS Iso 12817-2013Ігор БадюкевичNo ratings yet
- Class 12 TH Unacademy NotesDocument54 pagesClass 12 TH Unacademy NotesArpita JaiswalNo ratings yet
- Projet Hosseini2015Document11 pagesProjet Hosseini2015Høussàéîn Bèn MéssâõûdNo ratings yet
- Aaron Chavez: 161110001@upmh - Edu.mx 442 259 0158Document3 pagesAaron Chavez: 161110001@upmh - Edu.mx 442 259 0158Aarón ChávezNo ratings yet
- Introduction To Structural AnalysisDocument15 pagesIntroduction To Structural AnalysisShereen RodrigoNo ratings yet
- 12-Volt Intimidator® - Agm - Valve Regulated: Effective July 1, 2020Document4 pages12-Volt Intimidator® - Agm - Valve Regulated: Effective July 1, 2020ragachemi ragaNo ratings yet
- PEQ - Acids & Alkalis - KS3 (PH)Document3 pagesPEQ - Acids & Alkalis - KS3 (PH)yayaNo ratings yet
- Pes Inv As 27bDocument5 pagesPes Inv As 27bapi-336208398No ratings yet
- CA - AssignmentReport - 2050020Document10 pagesCA - AssignmentReport - 2050020MINH NGUYỄN TÔNNo ratings yet
- Mca 5th Sem AssignDocument16 pagesMca 5th Sem AssignVikas GuptaNo ratings yet
- Devialet Phantom English PDFDocument11 pagesDevialet Phantom English PDFSATYAM NAIDUNo ratings yet
- Digital Assignment - 1: 1. National - Holiday With 3 Instance Variables Name, Day, and Month IsDocument14 pagesDigital Assignment - 1: 1. National - Holiday With 3 Instance Variables Name, Day, and Month IsSanjanesh Ganesh100% (1)
- User's Guide Materials Control: ProductionDocument52 pagesUser's Guide Materials Control: ProductionRanko LazeskiNo ratings yet
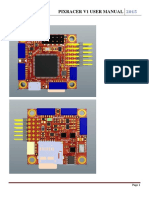
- Pixracer V1 User Manual EN PDFDocument8 pagesPixracer V1 User Manual EN PDFChrisNo ratings yet
- Preprint Xyz IsmcDocument9 pagesPreprint Xyz IsmcThien MaiNo ratings yet
- Chemical and Mechanical Engineering 2300 / Thermodynamics I: Problem 1Document6 pagesChemical and Mechanical Engineering 2300 / Thermodynamics I: Problem 1Takishima N VovoNo ratings yet
- 11 17 2014 Differential CalculusDocument1 page11 17 2014 Differential CalculusEj ApeloNo ratings yet
- Identity MineralDocument5 pagesIdentity MineralOl SreylinNo ratings yet
- Boolean String WriteupDocument2 pagesBoolean String Writeuphr.indiaNo ratings yet
- Varisoft Eq 100 Ti c0920 CosmotecDocument3 pagesVarisoft Eq 100 Ti c0920 CosmotecHayala MotaNo ratings yet