You might also like
- Managing Process ConstraintsDocument70 pagesManaging Process ConstraintsKalite YönetimiNo ratings yet
- Managing Process ConstraintsDocument87 pagesManaging Process ConstraintsSARAH SNo ratings yet
- Constraint Management: Eleventh EditionDocument46 pagesConstraint Management: Eleventh EditionBakhtiyar KabirNo ratings yet
- Constraint Management: Eleventh EditionDocument38 pagesConstraint Management: Eleventh EditionOmer ChowdhuryNo ratings yet
- Chapter 05Document43 pagesChapter 05202110782No ratings yet
- Strategic Management Chapter 5Document57 pagesStrategic Management Chapter 5Dennis OrtegaNo ratings yet
- 07 Constraint Management - KrajewskiDocument38 pages07 Constraint Management - KrajewskiAditya VermaNo ratings yet
- Capacity PlanningDocument29 pagesCapacity PlanningharshadaNo ratings yet
- MBA IInd SEM POM Chapter 08 Capacity Planning and Facilities LocationDocument52 pagesMBA IInd SEM POM Chapter 08 Capacity Planning and Facilities LocationPravie100% (2)
- Capacity PlanningDocument31 pagesCapacity PlanningSaidul SaidNo ratings yet
- Constraint ManagementDocument57 pagesConstraint Managementcindyanastasia772No ratings yet
- Capacity Planning For Products and ServicesDocument31 pagesCapacity Planning For Products and ServiceskonosubaNo ratings yet
- Lab Module 01Document5 pagesLab Module 01enginneer456No ratings yet
- Using Operations To Create Value: Eleventh EditionDocument20 pagesUsing Operations To Create Value: Eleventh EditionMd. Muhinur Islam AdnanNo ratings yet
- Nadeen Yehia - CH 6 - Krajewski - Om13 - SN - 06Document11 pagesNadeen Yehia - CH 6 - Krajewski - Om13 - SN - 06Nadeen YehiaNo ratings yet
- Stevenson 5: Capacity PlanningDocument34 pagesStevenson 5: Capacity PlanningpoltushNo ratings yet
- Solutions Manual To Accompany Managing Business Process Flows 3rd Edition 9780136036371Document5 pagesSolutions Manual To Accompany Managing Business Process Flows 3rd Edition 9780136036371JacobTorreswasmxNo ratings yet
- Opm 4Document26 pagesOpm 4satyam mehrotraNo ratings yet
- Chapter Three Operation Management PTTDocument19 pagesChapter Three Operation Management PTTKidan AmareNo ratings yet
- Krajewski Om9 PPT 07Document86 pagesKrajewski Om9 PPT 07maria evangelistaNo ratings yet
- Constraint ManagementDocument19 pagesConstraint ManagementRafsun HimelNo ratings yet
- Chap 7aaDocument86 pagesChap 7aaHoNestLiArNo ratings yet
- DAY2Document30 pagesDAY2AKSHAY NANGIANo ratings yet
- Chapter 10: Process Synchronization and Improvement: 10.1 ObjectiveDocument6 pagesChapter 10: Process Synchronization and Improvement: 10.1 ObjectiveqwaszxnmklopNo ratings yet
- 3rd 4th Class FullDocument10 pages3rd 4th Class FullLag droidNo ratings yet
- Chapter 6 課本練習解答Document22 pagesChapter 6 課本練習解答Duresa TamiratNo ratings yet
- Om m10 Jit Lean HandoutDocument24 pagesOm m10 Jit Lean HandoutChandan SainiNo ratings yet
- Capacity PlanningDocument40 pagesCapacity PlanningdpriyamtandonNo ratings yet
- Stevenson Chapter 5 - Capacity PlanningDocument29 pagesStevenson Chapter 5 - Capacity PlanningJehad MahmoodNo ratings yet
- Lecture 5 Throughput AccountingDocument10 pagesLecture 5 Throughput Accountingmaharajabby81No ratings yet
- MM ZG512 Manufacturing Strategy: Rajiv Gupta BITS Pilani Live Lecture 5Document42 pagesMM ZG512 Manufacturing Strategy: Rajiv Gupta BITS Pilani Live Lecture 5FUNTV5No ratings yet
- Capacity Planning1 (L)Document38 pagesCapacity Planning1 (L)seifNo ratings yet
- Strategic CapacityDocument27 pagesStrategic CapacityAmany Abdel GhanyNo ratings yet
- Theory of Constraint 2Document37 pagesTheory of Constraint 2retorika retorikaNo ratings yet
- Backflush Accounting: Traditional Cost Accounting SystemDocument9 pagesBackflush Accounting: Traditional Cost Accounting SystemMuhammad Noman AnserNo ratings yet
- 6 Capacity Planning-Ch 5 (Stevenson)Document35 pages6 Capacity Planning-Ch 5 (Stevenson)sadasdasdasNo ratings yet
- Lean Systems SLIDES Krajewski - OM11ge - C06Document57 pagesLean Systems SLIDES Krajewski - OM11ge - C06Amal Ghrooz100% (1)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Áp D NG Chung Cho Toàn B Các L P Trong Giai Đo N Tháng 10-11/2021Document4 pagesÁp D NG Chung Cho Toàn B Các L P Trong Giai Đo N Tháng 10-11/2021Nguyễn LâmNo ratings yet
- S F E S: Ample Inal XAM OlutionsDocument12 pagesS F E S: Ample Inal XAM OlutionsNic AurthurNo ratings yet
- 1709528091limiting Factor Decision MakingDocument5 pages1709528091limiting Factor Decision Makingevanperera101No ratings yet
- Engineering Software & Applications (EE038-3.5-2) : InstructionsDocument7 pagesEngineering Software & Applications (EE038-3.5-2) : InstructionsEmad KhanNo ratings yet
- Learning ObjectivesDocument16 pagesLearning Objectivesmário antunesNo ratings yet
- Throughput AccountingDocument5 pagesThroughput AccountingMohammad Faizan Farooq Qadri AttariNo ratings yet
- Theory of Constraints (TOC) Systems: (Part 1)Document40 pagesTheory of Constraints (TOC) Systems: (Part 1)Rafie NouvalrinoNo ratings yet
- POM QB With Answers Unit 2Document12 pagesPOM QB With Answers Unit 2KarthickKrishnaNo ratings yet
- Theory of Constraints: Presented By:-Chirag Chauhan #303 Ishan Parekh #315 Ankit Shah #317Document24 pagesTheory of Constraints: Presented By:-Chirag Chauhan #303 Ishan Parekh #315 Ankit Shah #317ankit_shah_24No ratings yet
- CH 02 - Manufacturing Planning and ControlDocument30 pagesCH 02 - Manufacturing Planning and ControlAwais SadaqatNo ratings yet
- MM ZG512 Manufacturing Strategy: Rajiv Gupta BITS Pilani Live Lecture 5Document41 pagesMM ZG512 Manufacturing Strategy: Rajiv Gupta BITS Pilani Live Lecture 5Mohammed ImranNo ratings yet
- Using Operations To Create Value: Eleventh EditionDocument24 pagesUsing Operations To Create Value: Eleventh EditionOmer ChowdhuryNo ratings yet
- Chapter 5: Flow Rate and Capacity Analysis: 5.1 ObjectiveDocument8 pagesChapter 5: Flow Rate and Capacity Analysis: 5.1 ObjectiveqwaszxnmklopNo ratings yet
- 04 Capacity PlanningDocument19 pages04 Capacity PlanningSalman AshrafNo ratings yet
- Chapter 23 Factors Affecting ProductionDocument5 pagesChapter 23 Factors Affecting ProductionVincent ChurchillNo ratings yet
- MBA SOM S2 and S3Document25 pagesMBA SOM S2 and S3Alok RajNo ratings yet
- Throughput CostingDocument7 pagesThroughput CostingMae PanganibanNo ratings yet
- Jit & TocDocument5 pagesJit & Tochraju_6100% (1)
- Worximity 4 Steps To Make Your Factory Smart QuicklyDocument8 pagesWorximity 4 Steps To Make Your Factory Smart QuicklyAndrew Richard ThompsonNo ratings yet
- Lean-based Production Management: Practical Lean ManufacturingFrom EverandLean-based Production Management: Practical Lean ManufacturingNo ratings yet
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Summary of The Goal: by Eliyahu M. Goldratt and Jeff Cox | Includes AnalysisFrom EverandSummary of The Goal: by Eliyahu M. Goldratt and Jeff Cox | Includes AnalysisRating: 4.5 out of 5 stars4.5/5 (2)
- CH1 - Using OperationsDocument26 pagesCH1 - Using OperationsMohammed RawashdehNo ratings yet
- CH4 - Capacity Planning PDFDocument33 pagesCH4 - Capacity Planning PDFMohammed RawashdehNo ratings yet
- CH9 Inventory PDFDocument97 pagesCH9 Inventory PDFMohammed RawashdehNo ratings yet
- CH5 - Theory of Constraints PDFDocument70 pagesCH5 - Theory of Constraints PDFMohammed RawashdehNo ratings yet
- CH9 Inventory PDFDocument97 pagesCH9 Inventory PDFMohammed RawashdehNo ratings yet
- CH4 - Capacity Planning PDFDocument33 pagesCH4 - Capacity Planning PDFMohammed RawashdehNo ratings yet
- CH2 - Process StrategyDocument62 pagesCH2 - Process StrategyMohammed RawashdehNo ratings yet
- ForecastingDocument59 pagesForecastingDebopriyo MukherjiNo ratings yet
- CH1 - Using OperationsDocument26 pagesCH1 - Using OperationsMohammed RawashdehNo ratings yet
- Tables PDFDocument14 pagesTables PDFMohammed RawashdehNo ratings yet
- ForecastingDocument5 pagesForecastingMohammed RawashdehNo ratings yet
- Qualitative Methods: Executive Opinion Market Survey Delphi Method Sales Force CompositeDocument24 pagesQualitative Methods: Executive Opinion Market Survey Delphi Method Sales Force Compositesap6370No ratings yet
- CH8 ForecastingDocument80 pagesCH8 ForecastingMohammed RawashdehNo ratings yet
- ForecastingDocument59 pagesForecastingDebopriyo MukherjiNo ratings yet
- Appendix A: Statistical Tables and ChartsDocument14 pagesAppendix A: Statistical Tables and ChartsMohammed RawashdehNo ratings yet
- CH8 ForecastingDocument80 pagesCH8 ForecastingMohammed RawashdehNo ratings yet
- Qualitative Methods: Executive Opinion Market Survey Delphi Method Sales Force CompositeDocument24 pagesQualitative Methods: Executive Opinion Market Survey Delphi Method Sales Force Compositesap6370No ratings yet
- ForecastingDocument5 pagesForecastingMohammed RawashdehNo ratings yet
- MARINGO Category 1 (HOUSE 1310) Occupier For January 2023Document1 pageMARINGO Category 1 (HOUSE 1310) Occupier For January 2023sophia sambaNo ratings yet
- MAXIMUM Master Socket Set, 300-Pc, CRV, Nickel-ChDocument1 pageMAXIMUM Master Socket Set, 300-Pc, CRV, Nickel-Chbhattikulvir027No ratings yet
- Persistent KPIT - Merger ModelDocument86 pagesPersistent KPIT - Merger ModelAnurag JainNo ratings yet
- Chapter 6 PRACTICING AS AN ETHICAL ADMINISTRATIONDocument8 pagesChapter 6 PRACTICING AS AN ETHICAL ADMINISTRATIONJR Rolf NeuqeletNo ratings yet
- A Project On Marketing Mix Coca ColaDocument67 pagesA Project On Marketing Mix Coca ColaShagun VermaNo ratings yet
- Predatory Pricing: Group: 2 Section: BDocument27 pagesPredatory Pricing: Group: 2 Section: BEsheeta GhoshNo ratings yet
- E Commerce QuestionsDocument4 pagesE Commerce Questionsbharani100% (1)
- 30 Pantry Organization Ideas and Tricks - How To Organize A PantryDocument1 page30 Pantry Organization Ideas and Tricks - How To Organize A PantryCKNo ratings yet
- Business Plan CafeDocument10 pagesBusiness Plan CafeNO NAME100% (1)
- Network Marketing Business Plan ExampleDocument50 pagesNetwork Marketing Business Plan ExampleJoseph QuillNo ratings yet
- GPOA (PR Consultant)Document7 pagesGPOA (PR Consultant)Jeydrew TVNo ratings yet
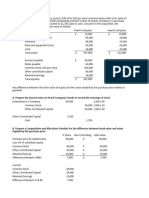
- Consolidated Financial Statement Excercise 3-4Document2 pagesConsolidated Financial Statement Excercise 3-4Winnie TanNo ratings yet
- 8 General Foods v. NACOCODocument3 pages8 General Foods v. NACOCOShaula FlorestaNo ratings yet
- Manila City - Ordinance No. 8330 s.2013Document5 pagesManila City - Ordinance No. 8330 s.2013Franco SenaNo ratings yet
- SIP Report Atharva SableDocument68 pagesSIP Report Atharva Sable7s72p3nswtNo ratings yet
- 13 - Project Procurement Management-Online v1Document41 pages13 - Project Procurement Management-Online v1Afrina M.Kom.No ratings yet
- Unit-5&6 Inst. Support To Ent. in Nepal-2Document65 pagesUnit-5&6 Inst. Support To Ent. in Nepal-2notes.mcpu0% (2)
- Fundamentals of Business Law PDFDocument358 pagesFundamentals of Business Law PDFmikiyo90% (10)
- Actividad 19 Evidencia 7 Taller "Talking About Logistics, Workshop"Document5 pagesActividad 19 Evidencia 7 Taller "Talking About Logistics, Workshop"claudia gomezNo ratings yet
- Effect of Vishal Mega Mart On Traditional RetailingDocument38 pagesEffect of Vishal Mega Mart On Traditional Retailingdebiprasadpaik6393100% (1)
- Money Indian Currency Is Rupees and Paise. Let Us Look at Some Currency Notes and Coins That We UseDocument6 pagesMoney Indian Currency Is Rupees and Paise. Let Us Look at Some Currency Notes and Coins That We UseDhivya APNo ratings yet
- Inquiry Ali Vasquez The Florida Bar Re UPL Marty Stone MRLPDocument10 pagesInquiry Ali Vasquez The Florida Bar Re UPL Marty Stone MRLPNeil GillespieNo ratings yet
- Management Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableDocument3 pagesManagement Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableRhea OraaNo ratings yet
- Entrepreneurship: It Is A Strategic Process of Innovation & New Venture CreationDocument23 pagesEntrepreneurship: It Is A Strategic Process of Innovation & New Venture CreationsalsabilNo ratings yet
- Chapter 20 FirmsDocument4 pagesChapter 20 FirmsBasheer KhaledNo ratings yet
- Shift Report: Availability Performance Rate Quality Products RateDocument6 pagesShift Report: Availability Performance Rate Quality Products RatehwhhadiNo ratings yet
- LISTENING Countries in The WorldDocument6 pagesLISTENING Countries in The WorldVân KhánhNo ratings yet
- f1 Kaplan Kit CompressDocument236 pagesf1 Kaplan Kit CompressRomaan AliNo ratings yet
- Digital Transformation OF FMCG Supply Chain: Case Presentation (Nitie, Mumbai)Document10 pagesDigital Transformation OF FMCG Supply Chain: Case Presentation (Nitie, Mumbai)snehaarpiNo ratings yet
- Financial Statements of Banking CompaniesDocument29 pagesFinancial Statements of Banking CompaniesPlatonic100% (12)