You might also like
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Ground Engaging Tools: Magnum Wear PartsDocument42 pagesGround Engaging Tools: Magnum Wear PartsMarcoNo ratings yet
- Lifting Lug CalculationDocument8 pagesLifting Lug CalculationLathesh JanarthananNo ratings yet
- Speed Signal ListDocument42 pagesSpeed Signal ListGoran Mann0% (1)
- Fracture Control Steel StructuresDocument14 pagesFracture Control Steel StructuresMarcoNo ratings yet
- Fracture Control Steel StructuresDocument14 pagesFracture Control Steel StructuresMarcoNo ratings yet
- RMA Process Complete Flow SampleDocument2 pagesRMA Process Complete Flow SampleBharathNo ratings yet
- Bucket Teeth AdaptersDocument36 pagesBucket Teeth AdaptersSzilárd S100% (1)
- Penetrator Manual PDFDocument20 pagesPenetrator Manual PDFMarcoNo ratings yet
- BD Rotary Drillng 20181 UpdatedDocument6 pagesBD Rotary Drillng 20181 UpdatedAndy YangNo ratings yet
- CAT K Series Tooth System PDFDocument4 pagesCAT K Series Tooth System PDFRyan Abubakar Obili PakayaNo ratings yet
- BoltsDocument18 pagesBoltsSatyaKrishna Palla100% (1)
- 1 - SAP BPC NW 10.0 Script Logic Implementation Guide V18Document84 pages1 - SAP BPC NW 10.0 Script Logic Implementation Guide V18Angel Ammulu100% (1)
- Kmax - Komatsu - GET System With HensleyDocument12 pagesKmax - Komatsu - GET System With HensleyRiady Sulindro100% (2)
- 3 Mget SP MKT Get and Buckets Surface Mining EnglishDocument15 pages3 Mget SP MKT Get and Buckets Surface Mining EnglishMarcoNo ratings yet
- 3 Mget SP MKT Get and Buckets Surface Mining EnglishDocument15 pages3 Mget SP MKT Get and Buckets Surface Mining EnglishMarcoNo ratings yet
- Hensley XS Mining Brochure - Komatsu - LRDocument8 pagesHensley XS Mining Brochure - Komatsu - LRYanto DaryantoNo ratings yet
- Durga's Interview QuestionsDocument22 pagesDurga's Interview QuestionsRaJu SinGh82% (11)
- Cast Lip User Manual PDFDocument50 pagesCast Lip User Manual PDFMarcoNo ratings yet
- CAT Hammers H110 To H130E SDocument8 pagesCAT Hammers H110 To H130E Sfernandoalvesvnb100% (1)
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
- Atlas Engineering Metals HandbookDocument136 pagesAtlas Engineering Metals HandbookMatt KurtzeNo ratings yet
- MSG3Document14 pagesMSG3carrot123456No ratings yet
- KPrime Brochure 2020 - v5Document12 pagesKPrime Brochure 2020 - v5red100% (1)
- Bisalloy's PlatesDocument16 pagesBisalloy's PlatesMarcoNo ratings yet
- Technical ManualDocument36 pagesTechnical Manualneeshakothari31No ratings yet
- E PKS: Control Builder Parameter ReferenceDocument3,341 pagesE PKS: Control Builder Parameter ReferenceAnkoosh MandanNo ratings yet
- Topic 2 - Cargo Handling and StowageDocument17 pagesTopic 2 - Cargo Handling and StowageHemonNo ratings yet
- Creating The Lean Car DealerDocument52 pagesCreating The Lean Car DealerMahadiMohdDinNo ratings yet
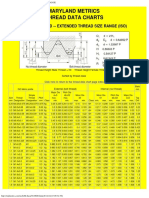
- Tolerancia de Rosca Metrica 6G PDFDocument20 pagesTolerancia de Rosca Metrica 6G PDFRodrigo Tikim0% (3)
- ATTACHMENTS-BUCKET-TEETH-ADAPTERS-3slzcyDocument57 pagesATTACHMENTS-BUCKET-TEETH-ADAPTERS-3slzcyaditya wicaksonoNo ratings yet
- Cat G.E.T. Solutions For Electric Rope ShovelsDocument10 pagesCat G.E.T. Solutions For Electric Rope ShovelsComex LimaNo ratings yet
- Kprime Tooth System - BrochureDocument10 pagesKprime Tooth System - BrochuremvcspncoagpNo ratings yet
- Cat Bolt On G.E.T.: Defining Underground Hard Rock ToolingDocument3 pagesCat Bolt On G.E.T.: Defining Underground Hard Rock ToolingGustavo Fierro MendozaNo ratings yet
- Jaw Modules: Perfect For A Large Variety of PartsDocument11 pagesJaw Modules: Perfect For A Large Variety of Partsspcz scpzNo ratings yet
- Catalogo Fiza VI Repuestos 2023Document56 pagesCatalogo Fiza VI Repuestos 2023David hacheNo ratings yet
- Proto J94020 CatalogDocument44 pagesProto J94020 CatalogKarin AndersonNo ratings yet
- Catalogos Dientes Komatsu KmaxDocument12 pagesCatalogos Dientes Komatsu KmaxSergio SmithNo ratings yet
- Durilock Marketing Bulletin PELJ0343Document7 pagesDurilock Marketing Bulletin PELJ0343Patricio AlvaradoNo ratings yet
- KPrime FENS01001 2106Document8 pagesKPrime FENS01001 2106mvcspncoagpNo ratings yet
- ChumacerasDocument15 pagesChumacerasluis gerardo valdez gutierrezNo ratings yet
- EFFECTIVELY CUT TOUGH SOILS WITH CURVE TOOTH CUTTER HEADSDocument2 pagesEFFECTIVELY CUT TOUGH SOILS WITH CURVE TOOTH CUTTER HEADSMega Indra PermanaNo ratings yet
- Mining Products: It'S A Big World Let'S Move It!Document16 pagesMining Products: It'S A Big World Let'S Move It!Gustavo DinizNo ratings yet
- B GP 2021 12Document8 pagesB GP 2021 12mvcspncoagpNo ratings yet
- Skintop MS-M Atex/Msr-M Atex: Nickel-Plated Brass Strain Relief According To ATEX For Hazardous Areas With Metric ThreadDocument1 pageSkintop MS-M Atex/Msr-M Atex: Nickel-Plated Brass Strain Relief According To ATEX For Hazardous Areas With Metric ThreadDaniel Ruiz FraustoNo ratings yet
- Merkel Wiper As: Design NotesDocument1 pageMerkel Wiper As: Design NotesraulNo ratings yet
- Sayfa Aviator Technical Product Manual Section 031Document17 pagesSayfa Aviator Technical Product Manual Section 031cleansewell3367No ratings yet
- Ramset Wallmate AnchorDocument2 pagesRamset Wallmate Anchoryhfg27No ratings yet
- Vertex Hose ClampDocument8 pagesVertex Hose ClampRamasamy PNo ratings yet
- MeasurIT KTek BETA Switches 0803Document32 pagesMeasurIT KTek BETA Switches 0803cwiejkowskaNo ratings yet
- Handbook of Timing Belts and Pulleys: Section 1 IntroductionDocument3 pagesHandbook of Timing Belts and Pulleys: Section 1 IntroductionIzzHyukNo ratings yet
- Angst+Pfister Rotating Seals Technical CatalogueDocument54 pagesAngst+Pfister Rotating Seals Technical CatalogueDanieleNo ratings yet
- D-Series Rack & Pinion Pneumatic ActuatorsDocument6 pagesD-Series Rack & Pinion Pneumatic ActuatorsJandri JacobNo ratings yet
- BRG Isn BR3010 - 0709 - WebDocument8 pagesBRG Isn BR3010 - 0709 - Webrrobles011No ratings yet
- Band-It: Tools and Tool Kits For Reliable Shield TerminationDocument5 pagesBand-It: Tools and Tool Kits For Reliable Shield TerminationPabloNo ratings yet
- Brazos DefenderDocument2 pagesBrazos DefendervincenzoNo ratings yet
- Southco Quick Access Fasteners - ENDocument12 pagesSouthco Quick Access Fasteners - ENa.hollstammNo ratings yet
- Tormek Sharpening 2017Document11 pagesTormek Sharpening 2017Tommy TiplerNo ratings yet
- H115EDocument8 pagesH115EjunilokoNo ratings yet
- Catalogo Lista Codici Protesi-Fissa-Ot-Bridge 2022 ENG MOD D375SP Rev 08 Del 11-02-2022 VERSIONE WEB CompressedDocument20 pagesCatalogo Lista Codici Protesi-Fissa-Ot-Bridge 2022 ENG MOD D375SP Rev 08 Del 11-02-2022 VERSIONE WEB CompressedThanh Nhan DinhNo ratings yet
- Product-Overview-Fat 1190 enDocument20 pagesProduct-Overview-Fat 1190 enBulent KABADAYINo ratings yet
- Nylon Cavity Fastener: Specification DescriptionDocument1 pageNylon Cavity Fastener: Specification DescriptionYansen SuwantoNo ratings yet
- Maximizing Trimmer PerformanceDocument8 pagesMaximizing Trimmer PerformanceNiyamathullahNo ratings yet
- Hammerless Mining and Construction Tooth System: The Next GenerationDocument3 pagesHammerless Mining and Construction Tooth System: The Next GenerationBin ZhangNo ratings yet
- Drill Bits - Taurex PDFDocument14 pagesDrill Bits - Taurex PDFCarlos Antonio Padra PerezNo ratings yet
- SKF Agri Ball Bearing UnitsDocument16 pagesSKF Agri Ball Bearing UnitsfernandoNo ratings yet
- Applications/Processing Guide: How To Use This Section The Resistive ElementDocument8 pagesApplications/Processing Guide: How To Use This Section The Resistive ElementCarlosAgustoPinedaSanchezNo ratings yet
- Transteel Elite GetDocument20 pagesTransteel Elite GetCharlNo ratings yet
- Brochure Chirurgie en 2019Document36 pagesBrochure Chirurgie en 2019BratislavNo ratings yet
- Zimmer Dermatome An Sell SheetDocument2 pagesZimmer Dermatome An Sell SheetPABLO ZAMUDIONo ratings yet
- Dual Labyrinth Bearing ProtectorDocument2 pagesDual Labyrinth Bearing ProtectorAlan SefstromNo ratings yet
- SKF Ball Bearing UnitsDocument16 pagesSKF Ball Bearing UnitsMarcelo BorgesNo ratings yet
- Kmax Designed To Produce BrochureDocument12 pagesKmax Designed To Produce Brochure2222222222222-242735No ratings yet
- Cat G.E.T. Solutions For Underground Load Haul Dump LoadersDocument24 pagesCat G.E.T. Solutions For Underground Load Haul Dump LoadersComex LimaNo ratings yet
- Catalogo OMEDocument168 pagesCatalogo OMEDiego Pineda100% (1)
- Casings PacersDocument12 pagesCasings PacersBobbie RuckNo ratings yet
- 65-1103 Reguladores EDGEDocument7 pages65-1103 Reguladores EDGEcarlosNo ratings yet
- Ace Sanitary 2010 CatalogDocument16 pagesAce Sanitary 2010 CatalogJosh LeBlancNo ratings yet
- Tapcon: SCOTS AnchorsDocument2 pagesTapcon: SCOTS Anchorsblessed cccNo ratings yet
- ROCKY DEM ANSYS Case ValeDocument5 pagesROCKY DEM ANSYS Case ValeMarcoNo ratings yet
- SSAB - 912 en Bending of High Strength Steel PDFDocument8 pagesSSAB - 912 en Bending of High Strength Steel PDFchristos032No ratings yet
- SEAL IDENTIFICATION CHART G2 - Baum HydraulicsDocument37 pagesSEAL IDENTIFICATION CHART G2 - Baum HydraulicsMarcoNo ratings yet
- Rated suspended load labels essential for earthmoving machine safetyDocument3 pagesRated suspended load labels essential for earthmoving machine safetyMarcoNo ratings yet
- L071ME4182DFADocument81 pagesL071ME4182DFAmegamech23No ratings yet
- Introducing COSMOSWorksDocument166 pagesIntroducing COSMOSWorksAnonymous ZfCqJe4SEF100% (4)
- Серия Penetrator specificationDocument20 pagesСерия Penetrator specificationMarcoNo ratings yet
- 00-Exafast WashersDocument4 pages00-Exafast WashersMarcoNo ratings yet
- BIS0418 C1L2P1 Technical Guide Bending Rolling Shearing Punching WEB SIN...Document6 pagesBIS0418 C1L2P1 Technical Guide Bending Rolling Shearing Punching WEB SIN...MarcoNo ratings yet
- Hardness Conversion Table - EN PDFDocument1 pageHardness Conversion Table - EN PDFHesti WijayantiNo ratings yet
- Bending and Machining: © Lapin AMKDocument16 pagesBending and Machining: © Lapin AMKsamsularief03No ratings yet
- Tapping Drill Chart PDFDocument1 pageTapping Drill Chart PDFMarcoNo ratings yet
- Bisalloy Bisplate Technical Manual PDFDocument90 pagesBisalloy Bisplate Technical Manual PDFiliaigi_bgNo ratings yet
- StrengthandFracture PDFDocument108 pagesStrengthandFracture PDFMarcoNo ratings yet
- G-DEMPack ManualDocument8 pagesG-DEMPack ManualMarcoNo ratings yet
- DEMPACK User Manual: International Center For Numerical Methods in EngineeringDocument58 pagesDEMPACK User Manual: International Center For Numerical Methods in EngineeringleydeyNo ratings yet
- Cam350 810Document4 pagesCam350 810Frank ZamoraNo ratings yet
- 2004 E60 530D Glowplug Controller ReplacedDocument16 pages2004 E60 530D Glowplug Controller ReplacedAlexandru Bogdan OvidenieNo ratings yet
- CV Summary for Network EngineerDocument2 pagesCV Summary for Network EngineerManisha PatilNo ratings yet
- Alcatel Extension CodesDocument2 pagesAlcatel Extension Codesranma_ptNo ratings yet
- Alok KadamDocument5 pagesAlok KadamJohnathan RoweNo ratings yet
- Asad's Profile - Asda SAP-SD & MMDocument6 pagesAsad's Profile - Asda SAP-SD & MMTechneto TonicNo ratings yet
- Project Title: Simple Cafe Billing System: Rajokari Institute of TechnologyDocument8 pagesProject Title: Simple Cafe Billing System: Rajokari Institute of TechnologyVinodNo ratings yet
- ALGINATE ProductionDocument14 pagesALGINATE ProductionMarnel Roy MayorNo ratings yet
- I LINE II - Schneider Busway-2008Document111 pagesI LINE II - Schneider Busway-2008rameerdasNo ratings yet
- Exercise - Quality ToolsDocument10 pagesExercise - Quality ToolsĐức TrungNo ratings yet
- Strategic Management g9 Elon Musk BetsDocument5 pagesStrategic Management g9 Elon Musk BetsJaya Neelanshi SethNo ratings yet
- Quotations FormatDocument3 pagesQuotations FormatRakeshNo ratings yet
- Official Ied 1Document5 pagesOfficial Ied 1api-532866093No ratings yet
- CH 02Document39 pagesCH 02enamislamNo ratings yet
- A New Method For Synchronous Generator Core EvaluationDocument7 pagesA New Method For Synchronous Generator Core EvaluationIndra JayaNo ratings yet
- Sharing The SkiesDocument357 pagesSharing The SkiesLava R5s2019No ratings yet
- Presentation Consulting Change of Fiscal PeriodsDocument16 pagesPresentation Consulting Change of Fiscal PeriodsmnryanNo ratings yet
- 2014 Brochure EN FERMENTECDocument18 pages2014 Brochure EN FERMENTECP RAJAVELUNo ratings yet
- Vicat Apparatus Setting Time and Consistency of Cement: StandardsDocument1 pageVicat Apparatus Setting Time and Consistency of Cement: StandardsSciencetes PlusNo ratings yet
- Steel Industry Hand Safety ToolsDocument24 pagesSteel Industry Hand Safety ToolsTaherNo ratings yet