You might also like
- Cheese Making TechnologyDocument70 pagesCheese Making TechnologynataliatirtaNo ratings yet
- Fertilizer and Lime Regulations in SCDocument9 pagesFertilizer and Lime Regulations in SCAnas El Kadiri100% (2)
- CHEESE MANUFACTURING PROCESS CLASSIFICATIONSDocument8 pagesCHEESE MANUFACTURING PROCESS CLASSIFICATIONSBenzene100% (1)
- Life Cycle Assessment of Fertilizer Manufacturing and Impacts (39Document31 pagesLife Cycle Assessment of Fertilizer Manufacturing and Impacts (39Vijay SinghNo ratings yet
- Identify Types of Corrosion Cell and Measuring Its Potential DifferenceDocument9 pagesIdentify Types of Corrosion Cell and Measuring Its Potential DifferenceFarwa NaeemNo ratings yet
- CHEESE: A GUIDE TO MANUFACTURING AND PACKAGINGDocument27 pagesCHEESE: A GUIDE TO MANUFACTURING AND PACKAGINGElvis DsouzaNo ratings yet
- CHEESE: A Concise Guide to Cheese History, Manufacturing, Exporting Countries and TypesDocument27 pagesCHEESE: A Concise Guide to Cheese History, Manufacturing, Exporting Countries and TypesNicoleta Mihaela BuzaNo ratings yet
- Cheese GoudaDocument24 pagesCheese GoudaJhon Jairo ZambranoNo ratings yet
- Cheese and Varieties Part II: Cheese Styles: Series SummaryDocument5 pagesCheese and Varieties Part II: Cheese Styles: Series SummaryAniket ShindeNo ratings yet
- Why Make Cheese? Remote Dairy Farming and the Benefits of CheesemakingDocument53 pagesWhy Make Cheese? Remote Dairy Farming and the Benefits of CheesemakingMaturino SalerniNo ratings yet
- Cheesemaker: ProcessDocument4 pagesCheesemaker: Processmichol2014No ratings yet
- Role of Starter Culture in Cheese ManufacturingDocument16 pagesRole of Starter Culture in Cheese ManufacturingSadhana GhimireNo ratings yet
- Food ProcessingDocument8 pagesFood Processingkanika_kparmarNo ratings yet
- FDA Cheese Mold ExceptionsDocument3 pagesFDA Cheese Mold ExceptionsBernadette YurongNo ratings yet
- 1587534860unit III Fermented Milk ProductsDocument17 pages1587534860unit III Fermented Milk ProductsSufiyan VellekattuNo ratings yet
- Camembert-Type Cheese Ripening Dynamics Are Changed by The Properties of Wrapping FilmsDocument12 pagesCamembert-Type Cheese Ripening Dynamics Are Changed by The Properties of Wrapping FilmsAnh MinhNo ratings yet
- 10 1006@fstl 2001 0820Document6 pages10 1006@fstl 2001 0820SUBHADIP MANIKNo ratings yet
- Sliced Bread: The Science ofDocument4 pagesSliced Bread: The Science ofGayatri PrameswariNo ratings yet
- Cheese: Food Production/semester2/devanganaDocument9 pagesCheese: Food Production/semester2/devanganaJai ShresthaNo ratings yet
- Microbiological Production of Foods Baker's YeastDocument21 pagesMicrobiological Production of Foods Baker's YeastMd. Babul AktarNo ratings yet
- Cheese production guide: Classification, process steps and compositionDocument17 pagesCheese production guide: Classification, process steps and compositionmatthew matawoNo ratings yet
- Principle and Method of Manufacture of Cheddar CheeseDocument20 pagesPrinciple and Method of Manufacture of Cheddar CheeseRonak RawatNo ratings yet
- Analyzing Dairy Volatiles to Determine Shelf LifeDocument7 pagesAnalyzing Dairy Volatiles to Determine Shelf LifeAmit Kr GodaraNo ratings yet
- Basic Principles of Cheese MakingDocument35 pagesBasic Principles of Cheese MakingTommy301201No ratings yet
- Enzyme Final ExamDocument16 pagesEnzyme Final ExamThuy AnhNo ratings yet
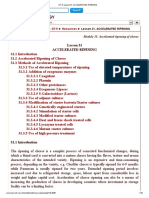
- Cheese Technology: Module 15. Accelerated Ripening of CheeseDocument10 pagesCheese Technology: Module 15. Accelerated Ripening of CheeseAmit Kr GodaraNo ratings yet
- Beverage Technology - Chapter Two - 2Document67 pagesBeverage Technology - Chapter Two - 2teklitNo ratings yet
- 24-Cheese Making-13-02-2023Document19 pages24-Cheese Making-13-02-2023Sarwin BalajiNo ratings yet
- Contribution of Geotrichum To The Proteolysis of Soft CheeseDocument9 pagesContribution of Geotrichum To The Proteolysis of Soft Cheesefdobonat613No ratings yet
- Cheese MakingDocument19 pagesCheese MakingPoulami DeNo ratings yet
- Index: AcidityDocument17 pagesIndex: AcidityAlfonso Adalid López VelásquezNo ratings yet
- Lecture FourDocument32 pagesLecture Fourሸዋረጋ ሀብታሙ ሀይሌNo ratings yet
- Research Paper On Cheese ProductionDocument7 pagesResearch Paper On Cheese Productionfveec9sx100% (1)
- Defect in Evaporated and Condensed MilkDocument4 pagesDefect in Evaporated and Condensed MilkSai NalkarNo ratings yet
- The Cheesemaking ProcessDocument5 pagesThe Cheesemaking ProcessManish JhaNo ratings yet
- Cheese Unit 2Document28 pagesCheese Unit 2KANHAIYA BHANUSHALINo ratings yet
- Microbiological Compositional BiochemicaDocument13 pagesMicrobiological Compositional BiochemicaRuben SerraNo ratings yet
- Midterm Enzyme Fermentation 1Document20 pagesMidterm Enzyme Fermentation 1Thuỳ TrangNo ratings yet
- Introduction To Milk ProcessingDocument8 pagesIntroduction To Milk ProcessingMintesnot Bogale100% (1)
- Páginas DesdeOTA 1983 ShelfLife 2Document18 pagesPáginas DesdeOTA 1983 ShelfLife 2Thalia Nahilia Figueroa RodríguezNo ratings yet
- Dairy ProductDocument8 pagesDairy ProductRajesh SharmaNo ratings yet
- Mbio313 Assignment 01 181-025-031Document7 pagesMbio313 Assignment 01 181-025-031Razia UrmiNo ratings yet
- Cheese in The MakingDocument15 pagesCheese in The MakingDoms GamboaNo ratings yet
- Yeast Making: Ffps - Frequently Faced ProblemsDocument1 pageYeast Making: Ffps - Frequently Faced ProblemsPhanhai KakaNo ratings yet
- Cheese ProductionDocument3 pagesCheese ProductionPili DiazNo ratings yet
- Proizvodnja SiraDocument16 pagesProizvodnja Siramilan tosicNo ratings yet
- Starter Culture and Fermented Milk ProductDocument10 pagesStarter Culture and Fermented Milk ProductRohit PandeyNo ratings yet
- "All About Cheese": IC-72376X Maj MR HussainDocument72 pages"All About Cheese": IC-72376X Maj MR HussainmohitNo ratings yet
- Quality Criteria and Tests: Milling WheatDocument2 pagesQuality Criteria and Tests: Milling Wheatravivarmahyd8173No ratings yet
- Acceleration of Cheese Ripening PDFDocument27 pagesAcceleration of Cheese Ripening PDFRuben SerraNo ratings yet
- Application of Open Dating To Specific FoodsDocument18 pagesApplication of Open Dating To Specific FoodsJohn Henry WellsNo ratings yet
- Envasado de PanDocument12 pagesEnvasado de PanJuan Luis Mejias GarciaNo ratings yet
- Malting: Current Practice in MaltingDocument7 pagesMalting: Current Practice in MaltingLokraj PantNo ratings yet
- Contamination, Preservation, andDocument21 pagesContamination, Preservation, andVaibhav UpadhyayNo ratings yet
- Lactose Content in Typical Italian Gorgonzola Cheese: A Pilot StudyDocument5 pagesLactose Content in Typical Italian Gorgonzola Cheese: A Pilot StudyIoana AlexandraNo ratings yet
- Cheese Production BIO 4352: DR Sydney MalamaDocument3 pagesCheese Production BIO 4352: DR Sydney MalamaLucy ZuluNo ratings yet
- FST437 - Chapter 7 - FD Processing and QualityDocument39 pagesFST437 - Chapter 7 - FD Processing and QualityNur AlisaNo ratings yet
- Cheese ManufacturingDocument5 pagesCheese ManufacturingLulu AyuNo ratings yet
- Cheese Technology Guide: 40-Step ProcessDocument34 pagesCheese Technology Guide: 40-Step Processcrescent moonNo ratings yet
- Manual On The Production of Traditional MozzarellaDocument56 pagesManual On The Production of Traditional MozzarellaSalman LabiadhNo ratings yet
- Vegetable Oils: Composition and AnalysisDocument8 pagesVegetable Oils: Composition and AnalysisBianca AndreeaNo ratings yet
- 292-Article Text-294-1-10-20071017 PDFDocument12 pages292-Article Text-294-1-10-20071017 PDFBianca AndreeaNo ratings yet
- Vegetable Oils and Fats: Extraction, Composition and ApplicationsDocument37 pagesVegetable Oils and Fats: Extraction, Composition and ApplicationsBianca AndreeaNo ratings yet
- Analysis of Edible Oils: Apostolos Kiritsakis and William W. ChristieDocument30 pagesAnalysis of Edible Oils: Apostolos Kiritsakis and William W. ChristieBianca AndreeaNo ratings yet
- Discriminant Analysis of Vegetable Oils by Near-Infrared Reflectance SpectrosDocument6 pagesDiscriminant Analysis of Vegetable Oils by Near-Infrared Reflectance SpectrosBianca AndreeaNo ratings yet
- Cheese: Processing and Sensory PropertiesDocument7 pagesCheese: Processing and Sensory PropertiesBianca AndreeaNo ratings yet
- Komposisi Mineral Keju Dengan Berbagai Waktu Pemasakan Dengan NIRDocument6 pagesKomposisi Mineral Keju Dengan Berbagai Waktu Pemasakan Dengan NIRMu FaizNo ratings yet
- Komposisi Mineral Keju Dengan Berbagai Waktu Pemasakan Dengan NIRDocument6 pagesKomposisi Mineral Keju Dengan Berbagai Waktu Pemasakan Dengan NIRMu FaizNo ratings yet
- Vegetable OilsDocument6 pagesVegetable OilsBianca AndreeaNo ratings yet
- Levels of organochlorines in organic and conventional cheesesDocument8 pagesLevels of organochlorines in organic and conventional cheesesBianca AndreeaNo ratings yet
- Komposisi Mineral Keju Dengan Berbagai Waktu Pemasakan Dengan NIRDocument6 pagesKomposisi Mineral Keju Dengan Berbagai Waktu Pemasakan Dengan NIRMu FaizNo ratings yet
- Handbook Milk and Dairy Products PDFDocument442 pagesHandbook Milk and Dairy Products PDFBianca AndreeaNo ratings yet
- 3 PDFDocument11 pages3 PDFBianca AndreeaNo ratings yet
- International Dairy Journal: Lydia Ong, Raymond R. Dagastine, Sandra E. Kentish, Sally L. GrasDocument7 pagesInternational Dairy Journal: Lydia Ong, Raymond R. Dagastine, Sandra E. Kentish, Sally L. GrasBianca AndreeaNo ratings yet
- International Dairy Journal: D.K. Hickey, T.P. Guinee, J. Hou, M.G. WilkinsonDocument6 pagesInternational Dairy Journal: D.K. Hickey, T.P. Guinee, J. Hou, M.G. WilkinsonBianca AndreeaNo ratings yet
- 1 PDFDocument7 pages1 PDFBianca AndreeaNo ratings yet
- Introducere, ConcluziiDocument2 pagesIntroducere, ConcluziiBianca AndreeaNo ratings yet
- Food Chemistry: Yangyi Chen, William Macnaughtan, Paul Jones, Qian Yang, Tim Foster TDocument8 pagesFood Chemistry: Yangyi Chen, William Macnaughtan, Paul Jones, Qian Yang, Tim Foster TBianca AndreeaNo ratings yet
- Talanta: SciencedirectDocument12 pagesTalanta: SciencedirectBianca AndreeaNo ratings yet
- 4 PDFDocument16 pages4 PDFBianca AndreeaNo ratings yet
- 2 PDFDocument6 pages2 PDFBianca AndreeaNo ratings yet
- ADocument2 pagesABianca AndreeaNo ratings yet
- Ultrasonics Sonochemistry: Carla Da Porto, Erica Porretto, Deborha DecortiDocument5 pagesUltrasonics Sonochemistry: Carla Da Porto, Erica Porretto, Deborha DecortiBianca AndreeaNo ratings yet
- 15.13 ThiolsDocument19 pages15.13 ThiolsSNo ratings yet
- Journal of The Mechanical Behavior of Biomedical MaterialsDocument21 pagesJournal of The Mechanical Behavior of Biomedical MaterialsAbd BaghadNo ratings yet
- Passion For Automotive: Best-In-Class Innovation, Application and SolutionsDocument9 pagesPassion For Automotive: Best-In-Class Innovation, Application and SolutionsLuis Gamarra VicunaNo ratings yet
- Chemical Performance of PE: Chemical Formula Temp. Conc. Resistance (C) (%) Mdpe/Hdpe Ldpe AcetaldehydeDocument25 pagesChemical Performance of PE: Chemical Formula Temp. Conc. Resistance (C) (%) Mdpe/Hdpe Ldpe AcetaldehydeBobdNo ratings yet
- Essential Oils Project ReportDocument56 pagesEssential Oils Project Reportshubham yaduwansiNo ratings yet
- Edible Flowers A New Source of MineralsDocument19 pagesEdible Flowers A New Source of MineralsIJRASETPublicationsNo ratings yet
- Introduction To Different Types of Strainers PDFDocument7 pagesIntroduction To Different Types of Strainers PDFRalyn BasisNo ratings yet
- Second Periodical Test in Science 9Document2 pagesSecond Periodical Test in Science 9tolisNo ratings yet
- ASTM D4752 MEK Test (Zinc Test)Document8 pagesASTM D4752 MEK Test (Zinc Test)vlong300389% (9)
- General Organic Chemistry - Sheet - 10 - 11 & 12) (Hyperconjugation & Aromaticity) Level - 1 1Document10 pagesGeneral Organic Chemistry - Sheet - 10 - 11 & 12) (Hyperconjugation & Aromaticity) Level - 1 1IznnxxkozsksnndNo ratings yet
- Thesis About Rachel CarsonDocument8 pagesThesis About Rachel CarsonHelpWithPaperCanada100% (2)
- Physical Chemistry JEE Main 2023 Chapterwise PYQs PDFDocument22 pagesPhysical Chemistry JEE Main 2023 Chapterwise PYQs PDFSrishant KumarNo ratings yet
- Grade 9 2nd Quarter DLL-MOLEDocument49 pagesGrade 9 2nd Quarter DLL-MOLEleiziah xyrille maturan100% (1)
- High Temp Food Preservation MethodsDocument9 pagesHigh Temp Food Preservation MethodsAmit GodaraNo ratings yet
- Utilization of Ecofriendly Self-Cleaning Concrete Using Zinc Oxide and Polypropylene FibreDocument3 pagesUtilization of Ecofriendly Self-Cleaning Concrete Using Zinc Oxide and Polypropylene FibreUmesha KempegowdaNo ratings yet
- Gas Turbine Packaging Options and Features Klaus Brun, Ph.D. Marybeth G. NoredDocument25 pagesGas Turbine Packaging Options and Features Klaus Brun, Ph.D. Marybeth G. Noredvaratharajan g rNo ratings yet
- Chem AlokDocument19 pagesChem AlokRiya TiwariNo ratings yet
- Pet CompositionDocument2 pagesPet Compositiontv009334No ratings yet
- Silica Gel and Pigments in Plants: Silica, Carotene, Xanthophyll, ChlorophyllDocument3 pagesSilica Gel and Pigments in Plants: Silica, Carotene, Xanthophyll, ChlorophyllJennifer HerediaNo ratings yet
- Preservation and Conservation TechniquesDocument20 pagesPreservation and Conservation TechniquesNur AthifahNo ratings yet
- Project Profile On Petroleum JellyDocument10 pagesProject Profile On Petroleum JellyAbdulkareem Lmbd AlimiyawuNo ratings yet
- Harga Satuan Obat Generik TerbaruDocument8 pagesHarga Satuan Obat Generik TerbaruBunga LadipaNo ratings yet
- Test Bank For CHEM 2 Chemistry in Your World 2nd Edition by Hogg ISBN 113396298X 9781133962984Document11 pagesTest Bank For CHEM 2 Chemistry in Your World 2nd Edition by Hogg ISBN 113396298X 9781133962984michaelsanchezetsprbaymn100% (23)
- Anticancer Plant-Derivatives: Deciphering Their Oncopreventive and Therapeutic Potential in Molecular TermsDocument30 pagesAnticancer Plant-Derivatives: Deciphering Their Oncopreventive and Therapeutic Potential in Molecular Termsbmounika 206No ratings yet
- MeCaTeC MeCaCorr 700 Surface Polymer Ceramic CoatingDocument1 pageMeCaTeC MeCaCorr 700 Surface Polymer Ceramic CoatingjaviermvsNo ratings yet
- Research Paper On What Makes Ice Melt FastestDocument7 pagesResearch Paper On What Makes Ice Melt Fastestfvj892xr100% (1)
- Nitrogen Bases in Hydrocarbons by Titration: UOP Method 269-10 ScopeDocument10 pagesNitrogen Bases in Hydrocarbons by Titration: UOP Method 269-10 ScopeEdwin CastilloNo ratings yet