You might also like
- Deutz Ba 8M 816Document1 pageDeutz Ba 8M 816MOHD NAJMAN BIN MUDA50% (2)
- NingBo G6300ZCA MaintenancesManuals 02Document114 pagesNingBo G6300ZCA MaintenancesManuals 02silviaNo ratings yet
- Cam Effects - Wartsila PDFDocument6 pagesCam Effects - Wartsila PDFimed100% (2)
- 3.2 - Book 34 Maintenance Manual For 12-16DZ-Engines Ed. Nov 2015Document444 pages3.2 - Book 34 Maintenance Manual For 12-16DZ-Engines Ed. Nov 2015Nokiabhre WijayaNo ratings yet
- Mak 6m 282 Ak Engine Part ManualDocument173 pagesMak 6m 282 Ak Engine Part ManualShubham Gupta100% (2)
- Manual Micro DNC 2dDocument31 pagesManual Micro DNC 2dDiego GarciaNo ratings yet
- Human Behavior in OrganizationsDocument5 pagesHuman Behavior in OrganizationsJennybabe Peta100% (1)
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- Crankshaft MeasurementDocument2 pagesCrankshaft Measurementesa masivNo ratings yet
- Caterpillar 3412D MARINE ENGINE Workshop Repair Service Manual PDF DownloadDocument405 pagesCaterpillar 3412D MARINE ENGINE Workshop Repair Service Manual PDF Downloadben threadwell75% (4)
- M551 M552Document96 pagesM551 M552Игорь100% (1)
- Maintenance Schedules: Technical BulletinDocument30 pagesMaintenance Schedules: Technical BulletinMohamed Sameer100% (1)
- SL2007 483Document7 pagesSL2007 483Subramoniam MarineNo ratings yet
- W8L20 - Instruction ManualDocument378 pagesW8L20 - Instruction ManualTuan Linh VoNo ratings yet
- Valve and Valve Spring SpecificationsDocument21 pagesValve and Valve Spring Specificationsbetoven8437100% (1)
- Engine Oil CoolersDocument26 pagesEngine Oil Coolersbetoven8437100% (2)
- Failure Modes of TurbochargersDocument12 pagesFailure Modes of Turbochargersbetoven8437No ratings yet
- Failure Modes of TurbochargersDocument12 pagesFailure Modes of Turbochargersbetoven8437No ratings yet
- Polity by LaxmikantDocument3 pagesPolity by LaxmikantJk S50% (6)
- Lista 04-09-19Document6 pagesLista 04-09-19comunik1977No ratings yet
- Visual Inspection of CrankshaftsDocument40 pagesVisual Inspection of Crankshaftsbetoven8437No ratings yet
- Man B&W L2738Document571 pagesMan B&W L2738FKuro4444No ratings yet
- Visula CrankshaftDocument114 pagesVisula CrankshaftJhayo Flores Aranzamendi100% (1)
- Caterpillar: Guideline For Reusable Parts and Salvage OperationsDocument59 pagesCaterpillar: Guideline For Reusable Parts and Salvage OperationsPaul Gustavo100% (1)
- GOVERNOR SERVICE REPORTDocument1 pageGOVERNOR SERVICE REPORTtomiNo ratings yet
- 3500 Tool List SimpleDocument7 pages3500 Tool List Simplemohamed hamedNo ratings yet
- Kaluga Me STBDDocument8 pagesKaluga Me STBDLusy Gusti EfendiNo ratings yet
- Cylinder Head: SpecificationsDocument5 pagesCylinder Head: SpecificationsFares100% (1)
- C2.2 Sebu8137-04 MDocument36 pagesC2.2 Sebu8137-04 MMd Sh100% (1)
- Cat Turbocharger Prospectus v2Document8 pagesCat Turbocharger Prospectus v2Abner VillanuevaNo ratings yet
- 3512C Marine Auxiliary SLM00001-UP (SEBP4539 - 43) - Documentation Overhaul 1Document5 pages3512C Marine Auxiliary SLM00001-UP (SEBP4539 - 43) - Documentation Overhaul 1Ademir JuniorNo ratings yet
- Engine Valve Lash - Inspect AdjustDocument5 pagesEngine Valve Lash - Inspect Adjusteshopmanual limaNo ratings yet
- Crankshaft AlignmentDocument4 pagesCrankshaft AlignmentPPG Construction CorporationNo ratings yet
- 701Document35 pages701tmtt44100% (1)
- L35MC/MK6 Cylinder Frame Plate 90301-86 Parts ListDocument161 pagesL35MC/MK6 Cylinder Frame Plate 90301-86 Parts Listchuan ding100% (1)
- Engine Specs and Operating DataDocument91 pagesEngine Specs and Operating DataMischa CHO100% (1)
- M601-M601C Engineer S HandbookDocument70 pagesM601-M601C Engineer S HandbookAnton100% (2)
- Overhead Set (OBC)Document19 pagesOverhead Set (OBC)MohamedNo ratings yet
- Hhi Man SLDocument5 pagesHhi Man SLvangeliskyriakos8998No ratings yet
- SEBF 8059 Procedure Clean PistonDocument33 pagesSEBF 8059 Procedure Clean Pistonprayogi_905701429No ratings yet
- Ironpump PDFDocument14 pagesIronpump PDFrpicho0% (1)
- 4 21 31 Crankshaft PDFDocument31 pages4 21 31 Crankshaft PDFTansu Mavunacı100% (1)
- Lampiran 2 Lampiran Penawaran Harga: Pengadaan Filter Untuk Kebutuhan Motor Induk Dan Motor Bantu Kapal Perintis 2021Document10 pagesLampiran 2 Lampiran Penawaran Harga: Pengadaan Filter Untuk Kebutuhan Motor Induk Dan Motor Bantu Kapal Perintis 2021Deni prastiyoNo ratings yet
- Parts Catalogue Niigata 6l25bx (Uploaded) .CompressedDocument302 pagesParts Catalogue Niigata 6l25bx (Uploaded) .Compressedaleshas453No ratings yet
- Specifications For Crankshafts - 3500 Engines - SEBF8041 PDFDocument4 pagesSpecifications For Crankshafts - 3500 Engines - SEBF8041 PDFLaiqNo ratings yet
- MAN L32/40 Working InstructionsDocument511 pagesMAN L32/40 Working Instructionsalanwangark100% (1)
- 6,8dk-28 Instruction Manual (Operation)Document109 pages6,8dk-28 Instruction Manual (Operation)Ira PaschenkoNo ratings yet
- Fuel Injector Servicing report-WBD-IEL-5C0208Document2 pagesFuel Injector Servicing report-WBD-IEL-5C0208tomi100% (1)
- SEBF8162- головкаDocument58 pagesSEBF8162- головкаЕвгений АбрамовNo ratings yet
- Man B&W WarningDocument284 pagesMan B&W WarningMarcin SrokaNo ratings yet
- Manual Mak 8M20 Parte C ExternaDocument1,115 pagesManual Mak 8M20 Parte C Externaartemio Cardoso100% (1)
- L 48-60 Operating InstructionsDocument243 pagesL 48-60 Operating InstructionsdugouhaNo ratings yet
- Inspection and Requalification of Flywheels Before Remounting - 09197Document5 pagesInspection and Requalification of Flywheels Before Remounting - 09197Mark ChapmanNo ratings yet
- 2 Maintenance BDocument324 pages2 Maintenance BPranav Shekhar100% (1)
- 1-Manual Wartsila F 240Document202 pages1-Manual Wartsila F 240Ronald Bienemi PaezNo ratings yet
- Index - Vol.3-Đã G PDocument143 pagesIndex - Vol.3-Đã G Phuy huỳnhNo ratings yet
- Piston Ring Groove Height PDFDocument1 pagePiston Ring Groove Height PDFPoma100% (2)
- No Go W38 Oi38-16 PDFDocument10 pagesNo Go W38 Oi38-16 PDFRonald Bienemi PaezNo ratings yet
- Shipping Spare Parts ListsDocument17 pagesShipping Spare Parts Lists金杰尼No ratings yet
- WARTSILA R32 Diesel Generator PDFDocument44 pagesWARTSILA R32 Diesel Generator PDFAkhleshNo ratings yet
- L35MC 01Document804 pagesL35MC 01cengiz kutukcu100% (2)
- Yanmar Diesel Engine 6n21 (A) L-V Series Generator Engine Instruction BookDocument434 pagesYanmar Diesel Engine 6n21 (A) L-V Series Generator Engine Instruction BookFahmi Wahyudhee100% (1)
- MAN B&W 60-35 ME-B-TII Type Engines Engine Selection Guide: Electronically Controlled Two Stroke EnginesDocument325 pagesMAN B&W 60-35 ME-B-TII Type Engines Engine Selection Guide: Electronically Controlled Two Stroke EnginesAnish Ram100% (1)
- Iston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkDocument2 pagesIston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkRonald Bienemi Paez100% (2)
- Cylinder Lubricator Unit: MAN B&W DieselDocument2 pagesCylinder Lubricator Unit: MAN B&W DieselFaustoJuniorNo ratings yet
- Cigueñal 3500Document40 pagesCigueñal 3500Richard Miranda MedinaNo ratings yet
- CulatasDocument25 pagesCulatasWilbort Encomenderos RuizNo ratings yet
- Caterpillar Cylinder Head Service TrainingDocument5 pagesCaterpillar Cylinder Head Service TrainingDaniel100% (60)
- Specifications For CamshaftsDocument78 pagesSpecifications For Camshaftsbetoven84370% (1)
- Piston and PinDocument29 pagesPiston and Pinbetoven8437100% (1)
- Inspection of Crankshafts For CracksDocument62 pagesInspection of Crankshafts For Cracksbetoven8437No ratings yet
- TurbochargersDocument58 pagesTurbochargersbetoven8437No ratings yet
- Improved Nozzles and Lines For New Scroll Fuel Systems (NSFS)Document11 pagesImproved Nozzles and Lines For New Scroll Fuel Systems (NSFS)betoven8437No ratings yet
- 3300 Engine and Component Reusa and Salvage Index PDFDocument6 pages3300 Engine and Component Reusa and Salvage Index PDFbetoven8437No ratings yet
- Main and Connecting Rod BearingsDocument57 pagesMain and Connecting Rod Bearingsbetoven8437No ratings yet
- Procedures and Specifications For PistonsDocument54 pagesProcedures and Specifications For Pistonsbetoven8437No ratings yet
- 3300 Engine and Component Reusa and Salvage IndexDocument6 pages3300 Engine and Component Reusa and Salvage Indexbetoven8437No ratings yet
- Procedure To Measure and Straighten Bent Crankshaft PDFDocument26 pagesProcedure To Measure and Straighten Bent Crankshaft PDFbetoven8437No ratings yet
- Valves, Valve Springs, Valve Rotocoils, and LocksDocument55 pagesValves, Valve Springs, Valve Rotocoils, and Locksbetoven8437No ratings yet
- Connecting Rod Bearings - RemoveDocument2 pagesConnecting Rod Bearings - Removebetoven8437No ratings yet
- Housing (Front) - InstallDocument2 pagesHousing (Front) - Installbetoven8437No ratings yet
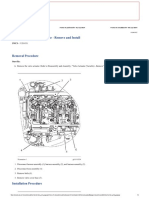
- Inlet and Exhaust Valves - Remove and InstallDocument3 pagesInlet and Exhaust Valves - Remove and Installbetoven8437No ratings yet
- Inlet and Exhaust Valve Springs - Remove and InstallDocument3 pagesInlet and Exhaust Valve Springs - Remove and Installbetoven8437No ratings yet
- Engine Oil Pump - AssembleDocument2 pagesEngine Oil Pump - Assemblebetoven8437No ratings yet
- Engine Sensors - Remove and InstallDocument2 pagesEngine Sensors - Remove and Installbetoven8437No ratings yet
- Crankshaft Front Seal - RemoveDocument1 pageCrankshaft Front Seal - Removebetoven8437No ratings yet
- Camshaft - InstallDocument3 pagesCamshaft - Installbetoven8437No ratings yet
- Engine Oil Pump - DisassembleDocument2 pagesEngine Oil Pump - Disassemblebetoven8437No ratings yet
- Flywheel - RemoveDocument1 pageFlywheel - Removebetoven8437No ratings yet
- Turbocharger - Remove - Low Pressure TurbochargerDocument2 pagesTurbocharger - Remove - Low Pressure Turbochargerbetoven8437No ratings yet
- Valve Mechanism Cover Base - Remove and InstallDocument2 pagesValve Mechanism Cover Base - Remove and Installbetoven8437No ratings yet
- 2015 Idmp Employee Intentions Final PDFDocument19 pages2015 Idmp Employee Intentions Final PDFAstridNo ratings yet
- MR Khurram Chakwal 6kw Hybrid - 024627Document6 pagesMR Khurram Chakwal 6kw Hybrid - 024627Shahid HussainNo ratings yet
- Republic of The Philippines, Petitioner, vs. Sandiganbayan, Major General Josephus Q. Ramas and Elizabeth Dimaano, RespondentsDocument23 pagesRepublic of The Philippines, Petitioner, vs. Sandiganbayan, Major General Josephus Q. Ramas and Elizabeth Dimaano, RespondentsKenzo RodisNo ratings yet
- Geotextile Its Application To Civil Engineering ODocument7 pagesGeotextile Its Application To Civil Engineering OezequilNo ratings yet
- Nov 2018 Pathfinder SkillsDocument162 pagesNov 2018 Pathfinder SkillsWaidi AdebayoNo ratings yet
- ELEC 121 - Philippine Popular CultureDocument10 pagesELEC 121 - Philippine Popular CultureMARITONI MEDALLANo ratings yet
- Business Strategy, PerformanceDocument20 pagesBusiness Strategy, Performance6oktoberday2023No ratings yet
- Materials Storage and BuildingDocument3 pagesMaterials Storage and BuildingAmit GoyalNo ratings yet
- 122 - Motion For Leave To File Rule 11 MotionDocument3 pages122 - Motion For Leave To File Rule 11 MotionRipoff ReportNo ratings yet
- 5s Audit ChecklistDocument2 pages5s Audit ChecklistHOUSSEM nASRINo ratings yet
- BLRBAC Emergency Shutdown Procedure (February 2012)Document18 pagesBLRBAC Emergency Shutdown Procedure (February 2012)SubburajMechNo ratings yet
- No or Islamic Bank OurStory EnglishDocument45 pagesNo or Islamic Bank OurStory EnglishTalib ZaidiNo ratings yet
- Internship Projects: Rotor Shaft Analysis and DesignDocument19 pagesInternship Projects: Rotor Shaft Analysis and DesignSanjay IraniNo ratings yet
- Friends or Lovers (A Novel by Rory Ridley-Duff) - View in Full Screen ModeDocument336 pagesFriends or Lovers (A Novel by Rory Ridley-Duff) - View in Full Screen ModeRory Ridley Duff92% (24)
- COVID-19 Impact on Philippine ExportsDocument5 pagesCOVID-19 Impact on Philippine ExportsHazel BorboNo ratings yet
- Lab Manual 2 PrintDocument17 pagesLab Manual 2 Printmonikandakumar ramachandranNo ratings yet
- PE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Document6 pagesPE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Prince ImmanuelNo ratings yet
- Kneehab XP Instructions and UsageDocument16 pagesKneehab XP Instructions and UsageMVP Marketing and DesignNo ratings yet
- Internship Report On: "Training and Development of Bengal Group of Industries."Document47 pagesInternship Report On: "Training and Development of Bengal Group of Industries."Lucy NguyenNo ratings yet
- TM 9-1651 Data Transmission System m3, January 1942Document78 pagesTM 9-1651 Data Transmission System m3, January 1942Advocate100% (1)
- Truespace For DarkBASIC ProfessionalDocument13 pagesTruespace For DarkBASIC ProfessionalclaudefrancisNo ratings yet
- A Study On Consumer Changing Buying Behaviour From Gold Jewellery To Diamond JewelleryDocument9 pagesA Study On Consumer Changing Buying Behaviour From Gold Jewellery To Diamond JewellerynehaNo ratings yet
- BUSINESS TALE - A Story of Ethics, Choices, Success - and A Very Large Rabbit - Theme of Ethics Code or Code of Business Con - EditedDocument16 pagesBUSINESS TALE - A Story of Ethics, Choices, Success - and A Very Large Rabbit - Theme of Ethics Code or Code of Business Con - EditedBRIAN WAMBUINo ratings yet
- Soc 1 Report Salesforce Services - 5EwWEDocument75 pagesSoc 1 Report Salesforce Services - 5EwWEArif IqbalNo ratings yet
- BiomassGasificationFoam: OpenFOAM solver for biomass gasificationDocument29 pagesBiomassGasificationFoam: OpenFOAM solver for biomass gasificationbinho58No ratings yet